Система поддержки принятия решений по выбору средств измерения линейных размеров и допусков расположения для подготовки производства нетиповых деталей машин

Автор: Н.В. Беляков, Н.Н. Попок
Журнал: Материалы и технологии @mat-tech
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 1 (11), 2023 года.
Бесплатный доступ
Предложено методическое, алгоритмическое и программное обеспечение проектных процедур системы поддержки принятия решений по выбору средств измерения линейных размеров и допусков расположения в современном многономенклатурном машиностроительном производстве нетиповых деталей. Особенностью разработанного обеспечения является учет особенностей применения, связанных с геометрией поверхностей, видом технологии их формообразования, доступностью, расположением, метрологических характеристик средств измерения и условий измерения. Разработки могут использоваться в проектных бюро машиностроительных предприятий, IT-компаниях для создания и совершенствования автоматизированных систем, учебном процессе для подготовки специалистов в области машиностроения.
Средство измерения, геометрическая величина, линейный размер, допуск расположения, метрологические характеристики
Короткий адрес: https://sciup.org/142239172
IDR: 142239172 | УДК: 658.512 | DOI: 10.24412/2617-149X-2023-1-13-22
Текст статьи Система поддержки принятия решений по выбору средств измерения линейных размеров и допусков расположения для подготовки производства нетиповых деталей машин
Производство изделий современного машиностроения характеризуется высокими требованиями к качеству изготовления деталей и сборки машин.
Измерения в современных технологических процессах являются источником объективной информации и играют важнейшую роль в управлении качеством машиностроительной продукции. Инженеры-машиностроители в своей практической работе при проектировании технологических процессов изготовления деталей регулярно решают задачи выбора средств измерений геометрических величин (линейных размеров; расположения; формы; углов; конусов; резьб; шероховатости и волнистости; зубчатых колес; шпоночных соединений; шлицевых соединений; больших длин и диаметров; толщин покрытий).
Для нетиповых деталей машин (корпусы, кронштейны, рычаги и т. п.) характерным и частым является задание высоких значений точности линейных размеров и допусков расположения поверхностей [1], трудоемкость измерения которых составляет порядка 80 % от времени измерения всех геометрических величин. Для межоперационного и окончательного их контроля все более широкое применение находят бесконтактные индуктивные и оптоэлектронные системы (лазерные трекеры, интерферометры, триангуляционные датчики, голографические системы и др.), а также системы датчиков и щупов.
Автоматизация проектных работ, связанных с выбором средств измерения линейных размеров и допусков расположения при разработке технологических процессов в машиностроении, может позволить: повысить производительность труда технолога и, как следствие, сократить сроки технологической подготовки производства; повысить уровень качества технологических решений (за счет снижения вероятности ошибок, унификации и типизации).
Анализ работ по автоматизации выбора средств измерения в машиностроении показывает, что в проектной практике находят применение автоматизированные системы метрологического оснащения производства, а также системы автоматизированного проектирования технологических процессов.
Автоматизированные системы метрологического оснащения производства (АИС «Метркон-троль» (ООО «Новософт Развитие» г. Новосибирск), АИС «Метрология» (АО НПП «КПЗ Тайфун» г. Калуга), САМС (ООО «АльтСофт» г. Москва), Global-TLS (ООО «БизнесТехнологии» г. Санкт-Петербург) и др.) используются для: ведения метрологического учета состояния и применения в подразделениях предприятия средств измерений; формирования информации о сроках пригодности средств измерения к применению; использования и анализа информации о применяемых средствах измерения, включая их технические характеристики, методики поверки, сведения об эксплуатационной надежности и др. [2–5].
С помощью систем автоматизированного проектирования технологических процессов формируется комплект технологической документации (операционные, маршрутно-операционные карты, карты контроля и др.), в котором отражаются необходимые для реализации технологии средства измерения. Наибольшее распространение на машиностроитель- ных предприятиях получили такие системы автоматизированного проектирования технологических процессов, как ВЕРТИКАЛЬ (АО «Аскон» г. Санкт-Петербург), ADEM CAPP (ООО «АДЕМ-инжини-ринг» г. Москва), КТД вWindchill с модулем CtrlCard (ООО «ПРО Текнолоджиз» г. Москва), T-FLEX Технология (ЗАО «ТОП Системы» г. Москва), TECHCARD (ОДО «Интермех» г. Минск), SWR-технология (SWR г. Москва) СПРУТ ТП (ООО «СПРУТ технология» г. Набережные Челны), Technologi CS (ГК CSoft, г. Москва), ТехноПро (КРВТ «Вектор-Альянс» г. Москва), ПРАМЕНЬ (УП «Институт Белоргстан-кинпром» г. Минск) и др. [6–10].
При выборе средств измерения геометрических величин с помощью систем автоматизированного проектирования технологических процессов пользователю предлагаются интерфейсы со списком различных универсальных средств измерения упорядоченных, как правило, по принципу действия. Далее выбор средств измерения осуществляется исходя из опыта и интуиции проектировщика на основе анализа точности измеряемых параметров, возможностей средства измерения, его диапазона измерения и единиц деления шкал. В ряде систем предусматриваются «фильтры» для универсальных средств измерения по виду размера, диапазону и пределу измерения (рис. 1).
Основой выбора универсальных средств измерений линейных размеров до 500 мм, а также величин радиального и торцового биений являются рекомендации изложенные в ГОСТ 8.051-81 и РД 50-98-86. В работе [11–14] справедливо указывается ряд очевидных недостатков этих документов: ограниченность списка средств измерений; несовпадение диапазонов номинальных размеров при нормировании точности с типоразмерами средств измерений; не учитывается специфика измеряемой поверхности; оптимальность выбора одного средства измерения из нескольких рекомендованных.
Однако методики и системы автоматизированного выбора средств измерения линейных размеров и допусков расположения, учитывающие особенности применения (связанные с видом технологии образования поверхностей, доступностью и их расположением), метрологические характеристики средств измерения и условия измерения не получили развития. Их создание требует соответствующего анализа и классификации методов и средств измерений, а также формализации и алгоритмизации процессов их хранения (в базах данных) и выбора.
Таким образом, целью работы является разработка методического, алгоритмического и программного обеспечения системы поддержки принятия решений по выбору средств измерения линейных размеров и допусков расположения в современном многономенклатурном машиностроительном производстве нетиповых деталей.
Для достижения указанной цели были поставле- ны и решены следующие задачи:
– проведен анализ признаков классификации и классификаторов средств измерения линейных размеров и допусков расположения;
– разработано методическое обеспечение процедур выбора средств измерения линейных размеров и допусков расположения;
– разработан алгоритм функционирования и общая структура программного обеспечения по выбору средств их измерения;
– определена конфигурация технических средств;
– разработано программное обеспечение, проведены его комплексная отладка и предварительные испытания;
– разработаны программные документы;
– проведена опытная эксплуатация системы.
Для исследования и решения поставленных в работе задач использовались методы теоретической метрологии, теорий средств измерений, автоматизации проектирования, системно-структурного анализа и моделирования.
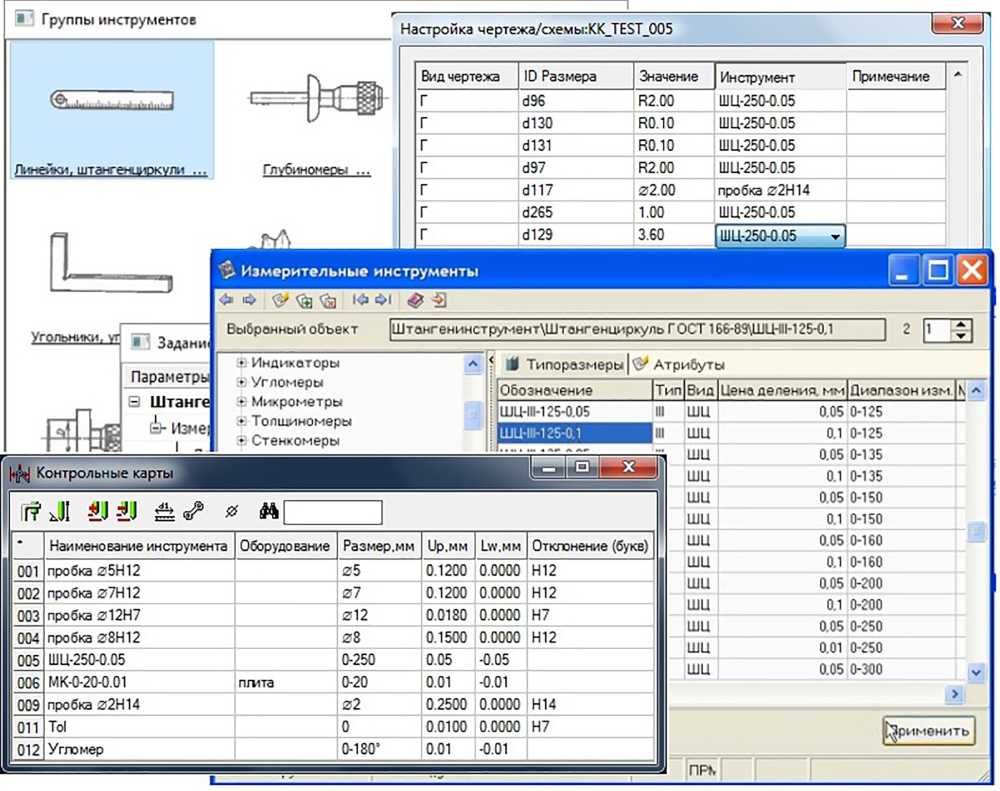
Рисунок 1 – Некоторые интерфейсы SWR-технология, ВЕРТИКАЛЬ, CtrlCard и ТехноПро
РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЙ
Анализ информационных источников, а также опыта работы машиностроительных предприятий показывает, что средства измерений классифицируются по различным признакам. Причем эти признаки, как правило, взаимно независимы и в средстве измерений могут находиться в различных сочетаниях. К числу таких признаков относятся: вид измеряемых величин; принцип действия; назначение; число проверяемых параметров при одной установке объекта измерения; способ образования показаний;
способ получения числового значения измеряемой величины; точность; условия применения; степень защищенности от внешних магнитных и электрических полей; прочность и устойчивость против механических воздействий и перегрузок; стабильность; чувствительность; пределы и диапазоны измерений; роль, выполняемая в системе обеспечения единства измерений; уровень автоматизации; уровень стандартизации; отношение к измеряемой величине.
За основу выбора средств измерения линейных размеров и допусков расположения предлагается принять их классификацию по принципу действия. Анализ справочников, сайтов фирм-производителей средств измерения, различных каталогов, а также реестра средств измерения показывает, что к основным средствам измерения линейных размеров относятся: меры длины концевые плоскопараллельные; меры длины штриховые; щупы; калибры; штангенинстру-менты (штангенциркули, штангенглубиномеры и штангенрейсмасы); микрометрические инструменты (гладкий микрометр, нутромер, глубиномер); рычажно-механические приборы (индикаторы часового типа, измерительные головки с рычажно-зубчатой передачей, головки высокой точности, нутромеры, микрометры рычажные и др.); оптико-механические и оптические приборы (оптиметры, длинномеры оптические, измерительные машины, измерительные микроскопы, проекционные приборы, катетометры, сферометры и др.); пневматические, электромеханические, электрические и радиационные приборы.
Для хранения данных о метрологических характеристиках средств измерения линейных размеров и условиях их применения предлагается использовать общий формат данных, представленный в таблице 1.
Таблица 1 – Формат представления данных о методах и средствах измерения линейных размеров
|
Средство измерения |
Коэффициент сложности |
Случай применения |
Вариант использования |
Условия измерения |
Диапазон измерения |
||||||
|
УИ1 |
УИ2 |
... |
УИ m |
Д 1 |
Д 2 |
... |
Дr |
||||
|
СИ 1 |
Сл1 |
СП 11 |
ВИ 11 |
||||||||
|
... |
|||||||||||
|
ВИ 1p |
|||||||||||
|
... |
... |
||||||||||
|
СП 1k |
... |
||||||||||
|
... |
... |
... |
... |
||||||||
|
СИ n |
СЛ n |
... |
... |
||||||||
Случай применения предусматривает задание вида размера (охватывающий, охватываемый, нейтральный), а также её геометрии в виде класса (вращение или плоская), подкласса (цилиндр, торец, сфера, тор, канавка, уступ, плоскость, паз и т. д.), вида (открытая, полуоткрытая, закрытая) и типа (наружная или внутренняя) поверхности (ей), которую (ые) ориентирует рассматриваемый размер. Вариантами использования могут быть: использование в руках, на стойке, прочих приспособлениях и др. Условиями измерения являются: температурный режим, установочный узел и т. д. Диапазон, условия измерений и соответствующие погрешности задаются по паспортным данным средства измерения.
Для создания возможности выбора одного средства измерения из нескольких рекомендованных введено понятие коэффициента сложности, под которым предлагается считать стоимость средства измерения с учетом его амортизации и затрат на поверку и калибровку. Такое представление позволяет учесть постоянно расширяющуюся номенклатуру средств измерения и их метрологических характеристик за счет возможности внесения изменений, добавления новых и удаления существующих средств измерения.
Как было отмечено выше, принципиальную роль в алгоритмах по выбору средств измерений линейных размеров и допусков взаимного расположения играет ввод исходных данных. Согласно предлагаемому алгоритму выбора средств измерения линей- ных размеров (рис. 2) ввод исходных данных предусматривает задание типа размера (охватывающий, охватываемый, нейтральный), а также класса, подкласса, вида и типа поверхности (ей), которую (ые) ориентирует рассматриваемый размер. В том случае, если задается нейтральный размер, то необходимо ввести виды поверхностей, которые ориентирует размер. Предусматривается отображение поверхностей и размеров их ориентирующих. Далее необходимо ввести номинальное значение размера, допуск, вариант использования и условия измерений. Вариантами использования могут быть: использование в руках, на стойке, прочих приспособлениях и др. Условиями измерения являются: температурный режим, установочный узел и т. д. Диапазон, условия измерений и соответствующие погрешности задаются в режиме администратора по паспортным данным средства измерения.
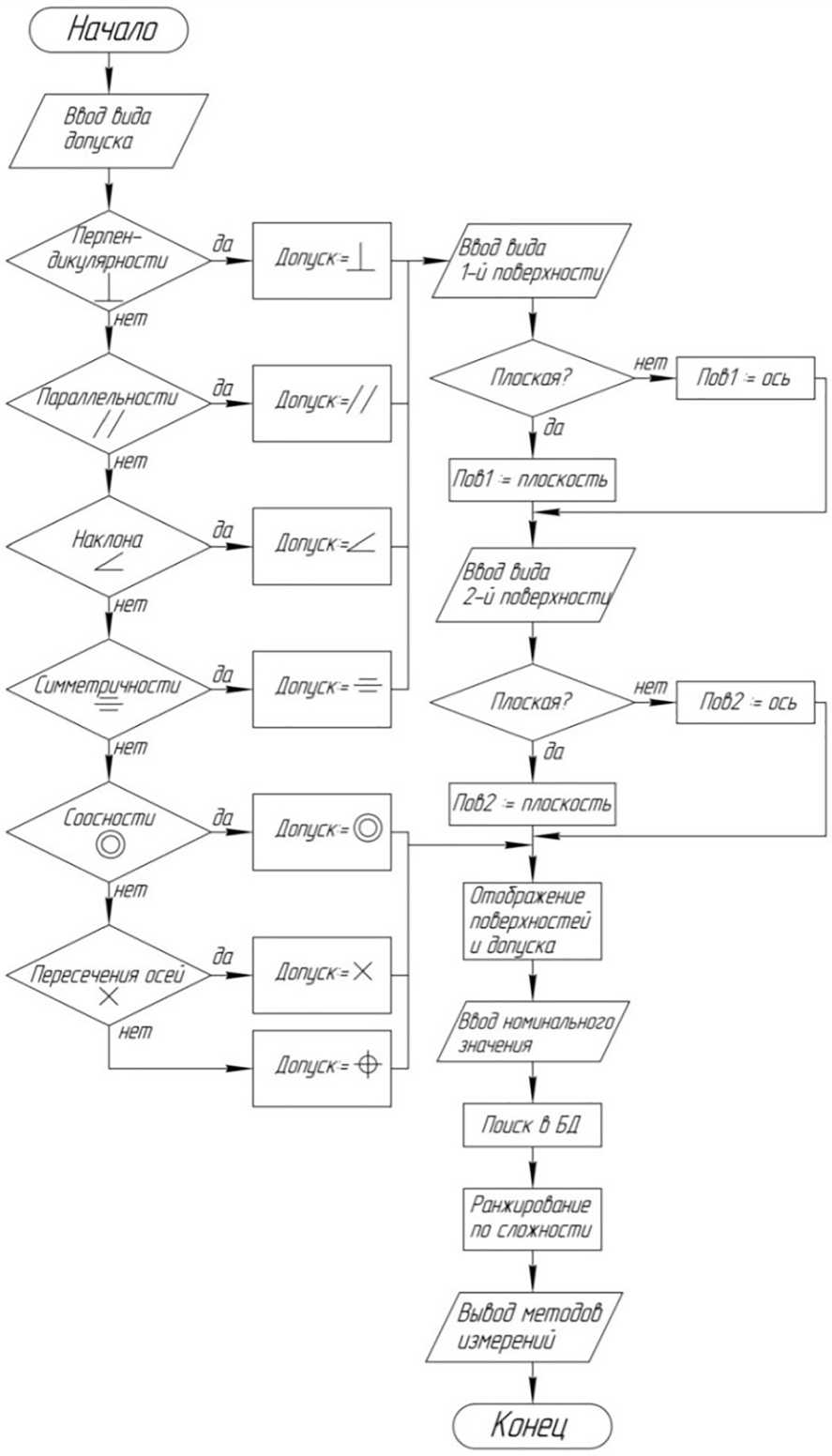
Согласно предлагаемому алгоритму выбора средств измерения допусков взаимного расположения (рис. 3) ввод исходных данных предусматривает задание вида допуска (перпендикулярность, параллельность. наклон, симметричность, соосность, пересечение осей, позиционный допуск), вида поверхности (ось или плоскость). Для удобства ввода предусматривается отображение поверхностей и допусков. Далее необходимо ввести номинальное значение допуска. Средства измерения допусков взаимного расположения предлагается классифици- ровать по следующим признакам: вид допуска (параллельность, перпендикулярность, соосность, симметричность, наклон, пересечение осей, биение); вид конструктивного элемента (ось, плоскость); применяемые приборы (индикаторы, щупы, микрометры и др.). Для хранения информации о средствах измерения с помощью системы управления базами данных «MicrosoftAccess2015» организованы соответству- ющие базы данных, создан массив соответствующих таблиц («Conn_non_tipical_pov», «Conn_tool_ dop_param», «Conn_vidpov_podklass», «Dop_param», «Klass_pov», «Pictures_variants», «Podklass_pov», «Pogr_izm_LIN», «Pred_pogr», «Range», «Tools», «Type_izm», «Type_pov», «Vid_pov», «Vid_razmer» и т.д.), а также определена структура полей (рис. 4, табл. 2).
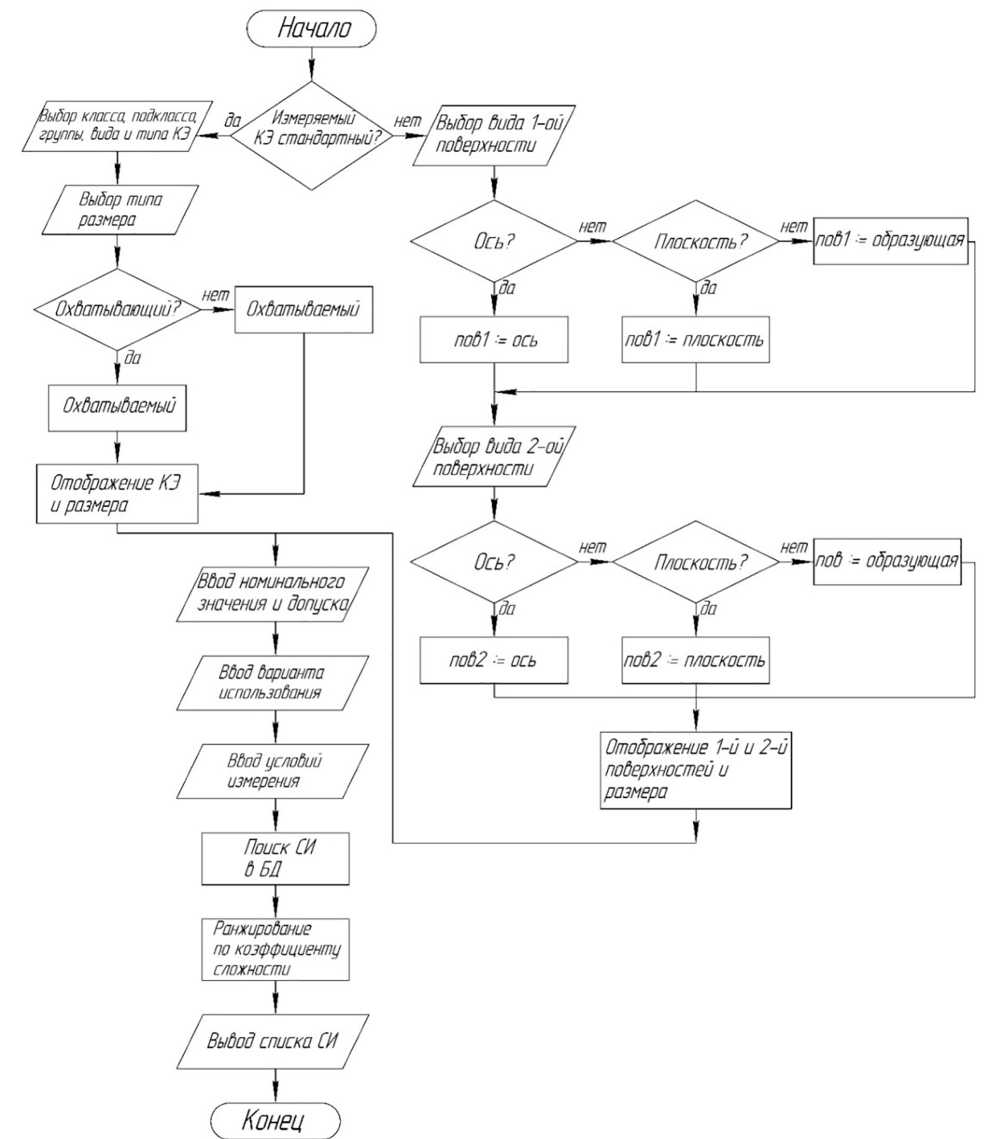
Рисунок 2 – Алгоритм выбора средств измерений линейных размеров
нет
Плоская?
1араллельности нет
Наклона нет
Симметричности
Плоская?
нет
Соосности нет
Пересечения осей
Вы бод методой измерений /
'Ввод номинального, значения /
/Перпен-^ дикулярности
В бод вида допуска нет
'Ввод вида 2-й поверх нос mt
'Ввод бида 1-й поверхности.
Допуск=Х
Допуск --ф
Допуск=©
Отображение поверхностей и допуска
Допуск =//
Допуск =zl
Допуск= |
Допуск=—
Ранжирование по сложности
( Начало )
( Конец )
нет
Пов1 = ось
По61 = плоскость нет
По62 = плоскость
Поиск б БД
Пов2 = ось и
Рисунок 3 – Алгоритм выбора средств измерения допусков взаимного расположения
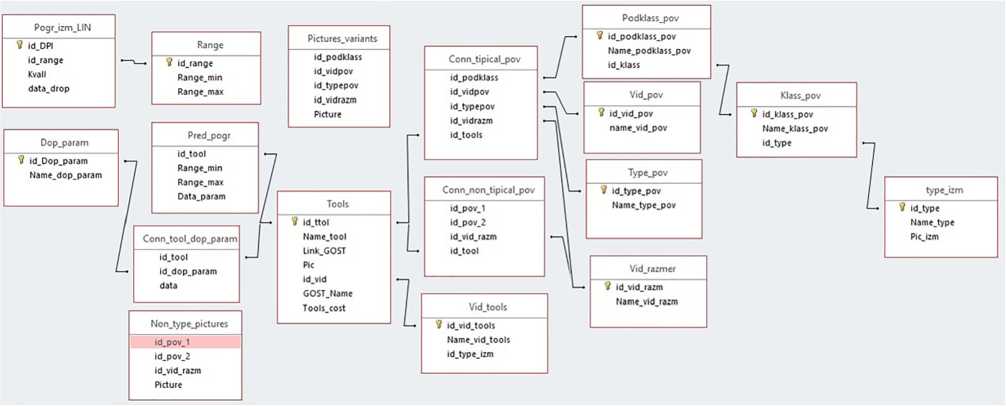
Рисунок 4 – Структура базы данных для выбора средств измерения линейных размеров
Так, например, таблица «Conn_non_tipical_pov» содержит информацию о средствах измерения нестандартных конструктивных элементов. Поля, их типы и назначение представлены в таблице 2.
Структурно программное обеспечение представляет собой реляционные базы данных, хранящие в себе данные для работы программы и саму программу, предназначенную для обработки и выдачи информации на основе заданных параметров. Программное обеспечение разработано на языке C# в виртуальной среде MicrosoftVisualStudio 2019 с использованием стандартных элементов и математических функций. Функционирование программного обеспечения основано на обработке программой информации, введенной пользователем, формированием запроса к встроенной базе данных с помощью декларативного языка программирования SQL и выводом информации из базы на экран пользователя.
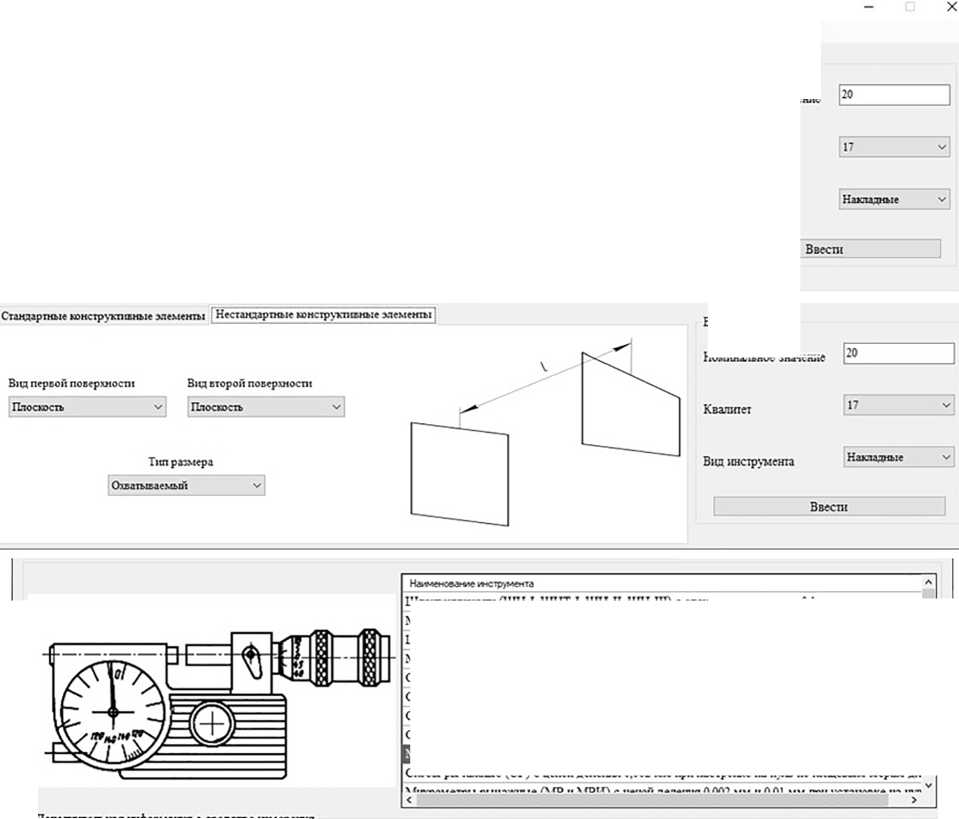
Исходное окно программы представляет собой набор интерактивных закладок соответствующих наименованиям измеряемых величин. После активации нужной закладки пользователю предлагается ввести ряд исходных информативных параметров. Так для выбора средств метрологического оснащения измерений линейных размеров ввод исходных данных предусматривает задание типа размера, геометрии поверхностей, номинального значения размера, допуска, варианта использования и условий измерений. Предусматривается отображение поверхностей и размеров их ориентирующих. Диапазон, условия измерений и соответствующие погрешности задаются в режиме администратора по паспортным данным средства измерения. Работой алгоритмов предусматривается поиск в базах данных средств измерения по заданным параметрам ввода, их ранжирование и вывод по возрастанию коэффициента сложности (рис. 5).
Таблица 2 – Структура полей таблицы «Conn_non_tipical_pov»
|
Имя поля |
Тип данных |
Свойства поля |
Описание |
|
|
свойство |
значение |
|||
|
«id_pov_1» |
Числовой |
Размер поля Новые значения Индекс |
Длинное целое Нет Нет |
Внешний ключ для связи с таблицей «Non_tipical_vid_pov» |
|
«id_pov_2» |
Числовой |
Размер поля Обязательное поле Индекс |
Длинное целое Нет Нет |
Внешний ключ для связи с таблицей «Non_tipical_vid_pov» |
|
«id_vid_razm» |
Числовой |
Размер поля Новые значения Индекс |
Длинное целое Нет Нет |
Внешний ключ для связи с таблицей «Vid_razmer» |
|
id_tool |
Числовой |
Размер поля Новые значения Индекс |
Длинное целое Нет Нет |
Внешний ключ для связи с таблицей «Tools» |
У Окно пользователя
Стандартные конструктивные элементы Нестандартные кокструкпакые элементы
Ввод параметров
Номинальное значение
Квалит ет
Вид инструмента
Ввод параметров
Вид поверхности
Открытая
Класс поверхности
Вращения
Подкласс поверхности
Цилиндр
Тип поверхности
Наружнхя
Справка Выход
Тип размера
Охватываем» о!
Скобы индикаторные (СИ) с ценой деления 0,01 мм
Скобы индикаторные (СИ) с ценой деления 0,01 мм
Скобы индикаторные (СИ) с ценой деления 0,01 мм
Скобы индикаторные (СИ) с ценой деления 0,01 мм
Дополнительная информация о средстве измерения
Положение средства намерения
Микрометры при работе находятся в руках
Вид контакта
Любой

Номинальное значение
Штангенциркули (ШЦ-1. ШЦТ-1. ШЦ-П. ШЦ-Ш) с отсчетом по нониусу 0,1 мм
Микрометры гладкие (МК) с величиной отсчета 0,01 мм при настройке на нуль по установочнс
Штангенциркуль (ШЦ-П, ШЦ-Ш) с шагом дискретности цифрового отсчетного устройства 0,0
Микрометры гладкие (МК) с величиной отсчета 0,01 мм при настройке на нуль по установочнс
Микрометры рычажные (МР и МРИ) с ценой деления 0,002 мм и 0,01 мм при установке на ну
Скобы рычажные (СР) с ценой деления 0,002 мм при настройке на нуль по концевым мерам дл
ГОСТ 43S1-S7
Добаыпъ в cnitcoK
Сохранить список
Очистит» список
Рисунок 5 – Элементы интерфейсов ввода исходных параметров линейных размеров и работы с выбранными средствами измерений
ВЫВОДЫ
Проведен анализ характеристик современных средств измерений линейных размеров и допусков расположения, а также функционирования автоматизированных систем метрологического оснащения и проектирования технологических процессов машиностроительных производств, который за счет классификации методов и средств измерений по различным признакам, выявления метрологических характеристик и условий применения создал условия для формализации и алгоритмизации процессов их хранения (в базах данных) и выбора.
Предложено методическое и алгоритмическое обеспечение проектных процедур системы поддержки принятия решений по выбору средств измерения линейных размеров и допусков расположения в со- временном многономенклатурном машиностроительном производстве нетиповых деталей. Разработаны принципиальная алгоритмическая модель работы системы в целом, модели соответствующих подсистем, определена структура входных и выходных данных, а также предложены модели структур, таблиц и полей баз данных. Особенностью разработанного методического и алгоритмического обеспечения является учет особенностей применения, связанных с геометрией поверхностей, видом технологии их формообразования, доступностью, расположением, метрологических характеристик средств измерения и условий измерения.
Представление разработанного методического и алгоритмического обеспечения на языке теории гра- фов, алгебры логики, теории множеств позволило создать программное обеспечение системы, позволяющее снизить трудоемкость проектных работ и повысить уровень качества технологических решений. Проведены предварительные испытания и опытная эксплуатация системы в учебном процессе, что доказало работоспособность методик и алгоритмов.
Разработки могут использоваться в проектных бюро машиностроительных предприятий при раз- работке технологических процессов изготовления нетиповых деталей; в организациях, специализирующихся на разработке систем автоматизированного проектирования технологических процессов и автоматизированных систем метрологического оснащения производства для совершенствования подсистем выбора средств измерений; в учебном процессе для подготовки специалистов в области технологии машиностроения.
