Абразивная и ударно-абразивная износостойкость твёрдых наплавленных покрытий

Автор: Нефедьев Сергей Павлович, Дма Роман Рафаэлевич, Котенко Дмитрий Александрович
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Сварка, родственные процессы и технологии
Статья в выпуске: 1 т.15, 2015 года.
Бесплатный доступ
Многие механизмы машин горного и металлургического оборудования, испытывающие абразивное изнашивание при эксплуатации, преждевременно выходят из строя. Износ их рабочих поверхностей вызывает необходимость в проведении восстановления, что приводит к удорожанию механизмов. Поэтому разработка материалов и технологий, значительно повышающих износостойкость таких деталей без их значительного удорожания, является важной задачей. Наиболее перспективным является применение плазменно-порошковой наплавки на изнашивающиеся поверхности деталей. Для этих целей разработан и изготовлен специальный наплавочный порошок, представляющий собой высокоуглеродистый сплав эвтектического состава. Благодаря оптимально подобранному легированию наплавленные покрытия обладают высокими значениями твёрдости, абразивной и ударно-абразивной износостойкости. Также повышение износостойкости при наплавке предлагаемого порошка связано с измельчением структуры и ориентированием направления ее роста по направлениям приложения усилий.
Плазменная наплавка, износостойкость, твёрдое покрытие
Короткий адрес: https://sciup.org/147156904
IDR: 147156904 | УДК: 621.791.927.55
Abrasive and impact-abrasive wear resistance of solid weld deposits
Machinery mining machines and metallurgical equipment fail due to abrasion during operation. Wear and tear causes the working surfaces to be reconstructed, which means costs and the increase of machine price. Therefore, the development of materials and technologies that will significantly increase the wear resistance of these parts without significant costs is an important task. The most promising here is the use of plasma-powder surfacing for wearing surface details. To fulfill the task a special surfacing powder, which is a high-carbon alloy of eutectic composition, was created. Due to optimal alloy building deposited coatings have high values of hardness, abrasion and impact-abrasive wear resistance. Moreover, the increase of wear resistance during surfacing by the proposed powder resulted from the refinement of the structure and from the orientation of its growth in the direction of force application.
Текст научной статьи Абразивная и ударно-абразивная износостойкость твёрдых наплавленных покрытий
Наиболее распространенными способами упрочнения являются различные виды дуговой наплавки [1]. Среди них наиболее перспективным является плазменно-порошковая наплавка [2]. Особенностью этого способа является возможность применения большого числа различных упрочняющих фаз в различных композициях с металлическими матрицами на железной, никелевой или кобальтовой основах. Для обеспечения высокой долговечности наплавленный металл должен иметь высокую твёрдость и одновременно высокую ударную вязкость. Также необходимо учитывать конкретные условия изнашивания. Для обеспечения прочностных свойств и способности удерживать частицы упрочняющей фазы в структуре металлическая основа не должна в процессе изнашивания претерпевать мартенситное превращение и деформации.
Исследования проводили на наплавленных образцах размером 100 х 30 х 20, изготовленных из стали Ст3. Наплавку производили порошковым плазмотроном двудугового действия в один слой толщиной не менее 4 мм. Покрытие наносилось при токах 80, 120, 180 А с охлаждением наплавленных образцов на спокойном воздухе и душиро-ванием водой.
В качестве базового легирующего комплекса использовали порошок типа 250Х15Г20С. К базовому составу подмешивался азотированный фер- рохром (FeCr)N в различных соотношениях (см. таблицу). Наплавленные образцы подвергали испытанию на абразивную и ударно-абразивную износостойкость по ГОСТ 23.208–79 и 23.207–79 соответственно. В результате наилучшим сочетанием абразивной и ударно-абразивной износостойкости обладает порошковая композиция типа 240Х17Г19АС.
Соотношение твердости и износостойкости покрытия типа 240Х17Г19АС в зависимости от величины силы тока наплавки показаны на рис. 1.
Исследования показали, что величина силы тока оказывает значительное влияние на формирование структуры и свойств наплавленного металла [2], поэтому, изменяя тепловложение и скорость охлаждения наплавленного металла, возможно в значительных пределах изменять его твёрдость и износостойкость. В первую очередь повышение абразивной износостойкости связано с образованием заэвтектической структуры наплавленного металла и равномерным распределением дисперсных нитридов хрома. Повышенная сила тока, и как следствие, сниженная скорость охлаждения покрытия при кристаллизации приводит к образованию доэвтектической структуры на аустенитной основе. С этим связана повышенная ударно-абразивная износостойкость покрытия. Таким образом, способность покрытия одного и того же химического состава иметь повышенную
Химический состав базового порошка, присадки и порошковой композиции
|
№ п/п |
Химический состав композиций |
|||||||
|
Fe |
C |
Cr |
Mn |
Si |
N |
Al |
Ti |
|
|
250Х15Г20С |
60,95 |
2,50 |
15,10 |
20,30 |
1,15 |
|||
|
(FeCr)N |
4,47 |
0,15 |
65 |
19,34 |
1 |
10 |
0,02 |
0,02 |
|
240Х17Г19АС |
59,17 |
2,39 |
17,48 |
19,33 |
1,14 |
0,48 |
0,01 |
|
Сварка, родственные процессы и технологии
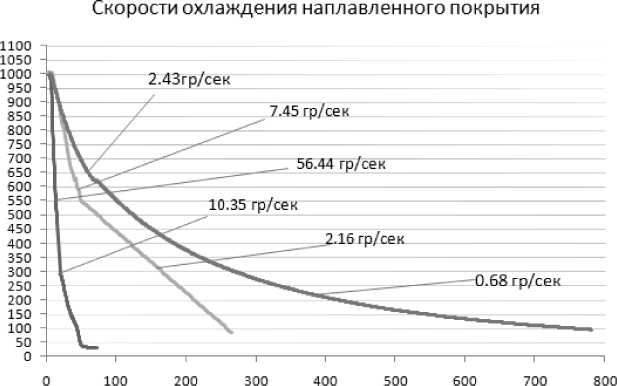
абразивную или ударно-абразивную износостойкость определяется скоростью охлаждения при кристаллизации. Скорости охлаждения образцов в зависимости от режима наплавки представлены на рис. 2.
Покрытие, нанесенное при силе токе 80 А, обладает большей твёрдостью в сравнении с покрытием, наплавленном при токах 120 и 180 А (см. рис. 1). Повышение силы тока приводит к значительному проплавлению металла основы и большему подмешиванию его в покрытие. Наплавленный металл представляет собой белый износостойкий азотсодержащий высокохромистый чугун, а относительно низкая скорость его кристаллизации при высокой степени перегрева сварочной ванны приводит к образованию большего количества аустенита, что и обусловливает его пониженную твёрдость.
Из исследованных режимов наплавки лучшими показателями износостойкости (см. рис 1) об- ладает покрытие, нанесенное при силе тока 80 А, в связи с большим количеством карбидной фазы M7C3. Повышение силы тока сначала приводит к снижению, а затем к повторному повышению износостойкости. Такое изменение износостойкости при разной силе тока можно объяснить микроструктурными изменениями, количественным соотношением матричной (дендриты аустенита) и упрочняющей фазы (первичные и эвтектические карбиды).
Покрытие, нанесённое при токе 180 А, обладает наивысшей ударно-абразивной износостойкостью [3, 4]. В связи с большой величиной перегрева сварочной ванны и невысокими скоростями кристаллизации наплавленного покрытия типа 240Х17Г19АС происходит формирование структуры с преобладанием аустенита, который хорошо упрочняется при ударных нагрузках.
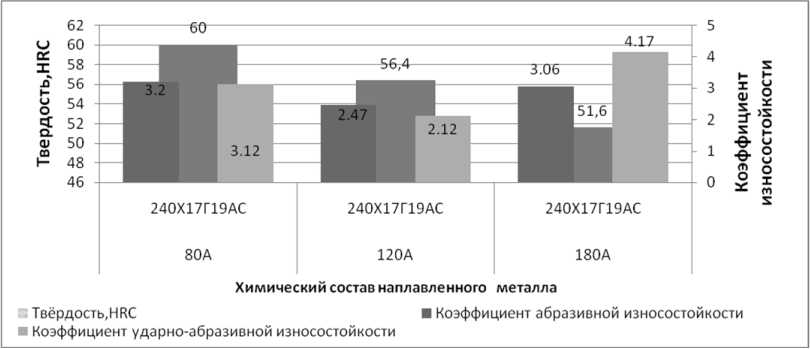
Рис. 1. Зависимость твёрдости и износостойкости покрытия от силы тока наплавки
Времягсек
----BOA
120А ---180А
Рис. 2. Термограмма скоростей охлаждения наплавленного металла в зависимости от режима наплавки
Нефедьев С.П., Дёма Р.Р., Котенко Д.А.
Абразивная и ударно-абразивная износостойкость твёрдых наплавленных покрытий
Выводы
-
1. Наилучшей абразивной износостойкостью обладает покрытие типа 240Х17Г19АС, обладающее заэвтектической структурой, полученной при токе 80 А, в связи с большим количеством карбидной фазы М 7 С 3.
-
2. Наилучшей ударно-абразивной износостойкостью обладает металлонаплавка типа 240Х17Г19АС, обладающая доэвтекической структурой, полученной при токе 180 А, в связи с тем, что высоколегированный аустенит в процессе износа претерпевает полидеформационное превращение.
Список литературы Абразивная и ударно-абразивная износостойкость твёрдых наплавленных покрытий
- Методы испытания на трение и износ: справ. издание/Л.И. Куксенова, В.Г. Лантева, А.Г. Колмаков, Л.И. Рыбакова. -М.: Интермет инжиниринг, 2001. -153 с.
- Нефедьев, С.П. Особенности структуры и свойства поверхностных слоёв углеродистых сталей с плазменным упрочнением и наплавкой комплексно-легированным белым чугуном: дис. … канд. техн. наук/С.П. Нефедьев. -Магнитогорск: МГТУ им. Г.И. Носова, 2012. -136 с.
- Сильман, М.С. Особенности микроструктуры и распределения элементов в комплексно легированных белых чугунах/М.С. Сильман, А.А. Фрольцов, А.Н. Жуков//МиТОМ. -1981. -№ 1. -С. 52-55.
- Емелюшин, А.Н. Исследование структуры и ударно-абразивной износостойкости покрытий системы Fe-C-Cr-Mn-Si, дополнительно легированных азотом/А.Н. Емелюшин, Е.В. Петроченко, С.П. Нефедьев//Сварочное производство. -2011. -№ 10. -С. 18-22.
