Аддитивно изготовленная катушка из алюминиевого порошка AlSi10Mg и её электрические характеристики

Автор: Шайхлисламов А.И., Вавилов В.Е., Исмагилов Ф.Р., Хусаинов А.А., Жарков Е.О.
Журнал: Вестник Южно-Уральского государственного университета. Серия: Энергетика @vestnik-susu-power
Рубрика: Электротехнические комплексы и системы
Статья в выпуске: 4 т.25, 2025 года.
Бесплатный доступ
В данной статье представлены результаты экспериментальных исследований по проверке электрических характеристик аддитивно изготовленной катушки из алюминиевого порошка AlSi10Mg. Измерения проводились до отжига, после отжига и после повторного отжига. Выявлено, что до проведения отжига катушки электрические характеристики AlSi10Mg значительно хуже расчетных значений. Установлено, что после проведения отжига катушки фактическое сопротивление катушки, удельное сопротивление и электропроводность AlSi10Mg достигли до 76,2% от показателей чистого алюминия. Также был выполнен повторный отжиг для подтверждения стабильности ранее описанных характеристик после этой процедуры. После проведения повторного отжига электрические характеристики изменились на 0,39%, приблизив до 76,5% от показателей чистого алюминия. Результаты данной работы открывают перспективы для дальнейших исследований в сфере аддитивной печати обмоток электрических машин методом селективного лазерного плавления.
Удельное сопротивление, электропроводность, алюминиевый порошок, электрическая машина, аддитивная печать, отжиг
Короткий адрес: https://sciup.org/147252963
IDR: 147252963 | УДК: 621.3.045 | DOI: 10.14529/power250406
Additively manufactured AlSi10Mg aluminium powder coils and their electrical properties
This article presents the results of experimental studies on the electrical characteristics of additively manufactured aluminum powder coils made from AlSi10Mg. Measurements were taken before annealing, after annealing, and after repeated annealing. It was found that before annealing, the electrical properties of AlSi10Mg coils were significantly worse than expected. However, after annealing the coils, their actual resistance, resistivity, and electrical conductivity approached 76.2% of those of pure aluminum. Repeated annealing also confirmed the stability of these properties after the initial process. After re-annealing, the properties changed by 0.39%, bringing them even closer to those of pure aluminum at 76.5%. These results open up opportunities for further research into the additive manufacturing of windings for electric machines using selective laser melting techniques.
Текст научной статьи Аддитивно изготовленная катушка из алюминиевого порошка AlSi10Mg и её электрические характеристики
Технологии аддитивной печати (АП) стремительно развиваются по всему миру и вызывают особый интерес в контексте проектирования и производства электрических машин (ЭМ). АП открывает новые возможности для создания корпусных элементов ЭМ [1, 2], а также деталей с уникальной геометрией, включая сложные внутренние структуры [3], полые конструкции [4–6], которые невозможно реализовать с помощью традиционных методов. Однако при проектировании ЭМ ключевое значение отводится улучшению геометрии обмоток, поскольку они определяют такие важные параметры, как эффективность, мощность и надежность. Традиционные методы намотки обмоток, использующие круглый или прямоугольный провод, имеют существенные ограничения. Они трудоемки, не позволяют создавать сложные геометрические формы и, как следствие, ограничивают возможности оптимизации теплоотвода, что приводит к снижению КПД и ресурса работы ЭМ. Процесс намотки сложных конфигураций обмоток с использованием традиционных методов сопряжен со значительными трудностями и высокими затратами, часто требуя ручного труда высококвалифицированных специалистов.
АП, напротив, открывает новые возможности для изготовления обмоток с индивидуальной геометрией, идеально адаптированной к конкретным требованиям ЭМ. Это достигается за счет возможности создания практически любых трехмерных форм [7–9], включая сложные каналы для охлаждения [10–12]. Благодаря АП можно существенно повысить коэффициент заполнения пазов статора, что напрямую приводит к увеличению мощности ЭМ при сохранении тех же габаритных размеров или, альтернативно, к уменьшению габаритов при той же мощности. Это особенно важно для авиации, где каждый килограмм веса имеет значение. В результате применения АП мы можем получить ЭМ нового поколения, которые будут мощнее, компактнее и надежнее. Однако широкое внедрение АП зависит от многих факторов, и одним из таких факторов являются электрические характеристики катушек, изготовленных с помощью аддитивных технологий, в частности методом селективного лазерного плавления (SLM). Но для начала нужно доказать, что свойства катушек, изготовленных методом SLM, соответствуют или превосходят характеристики катушек, изготовленные традиционными методами. Только после получения таких доказательств аддитивные технологии смогут полностью раскрыть свой потенциал в сфере производства ЭМ.
На данный момент исследования по применению АП для создания обмоток из алюминиевого порошка AlSi10Mg в российской научной литературе практически не освещаются. Основные работы – [13–15], которые описывают АП обмоток из алюминиевого порошка AlSi10Mg с добавлением углеродных нанотрубок.
Цель данной работы – провести экспериментальные исследования по проверке электрических характеристик катушки, изготовленной аддитивным методом из алюминиевого порошка AlSi 10 Mg, чтобы подтвердить возможность применения этого материала для производства катушек ЭМ.
Оборудование и материал для селективного лазерного плавления
АП катушки выполнялась на высокотехнологичной установке SLM-350 от российской компании «Лазерные системы» [16]. В данном оборудовании используется инфракрасная лазерная система мощностью 500 Вт. Печать осуществлялась в герметичной камере в атмосфере аргона при содержании уровня кислорода менее 0,1 %.
В качестве материала для АП выбран алюминиевый порошок AlSi 10 Mg, выпускаемый объединенной компанией «Русал» [17]. Частицы данного порошка сферические, такая форма считается наиболее предпочтительной для АП благодаря следующим преимуществам:
-
1) сферические частицы имеют хорошую текучесть, что улучшает равномерность распределения порошка на платформе печати. Это снижает риск образования комков и улучшает качество печати;
-
2) сферическая форма позволяет частицам располагаться ближе друг к другу, уменьшая количество пустот;
-
3) равномерное и плотное распределения частиц обеспечивает стабильный процесс печати, уменьшая вероятность возникновения дефектов, связанных с неравномерностью нагрева или деформациями, возникающими при печати.
Таким образом, использование сферического порошка AlSi 10 Mg обеспечивает высокий уровень качества при АП, что делает его оптимальным материалом.
Проведение экспериментов по проверке электрических характеристик
Исследования электрических характеристик катушки, полученных методом SLM, проводятся в соответствии с представленной структурой на рис. 1.
Расчет геометрических и электрических характеристик катушки. Для проверки электрических характеристик была рассчитана, спроектирована и изготовлена методом SLM катушка. Электрические и геометрические параметры этой катушки приведены ниже:
-
1) удельное сопротивление материала (ρ) 2,8·10–8 Ом·м;
-
2) сечение проводника 15 мм2;
-
3) расчетное сопротивление проводника ( R ) 1,51 мОм;
-
4) электропроводность (σ) 35,71 МСм/м;
-
5) масса проводника 32,79 г.
Расчет геометрических и электрических характеристик

Аддитивная печать катушки

-
1. Постобработка катушки
-
2. Проверка фактической массы и электрических характеристик катушки до отжига

| Отжиг катушки

Проверка электрических характеристик катушки после отжига

Повторный отжиг
I катушки .
Проверка электрических характеристик катушки ■____ после повторного отжига __
Рис. 1. Структура проверки электрических характеристик катушки
Fig. 1. The process of verifying the electrical properties of the coil
Аддитивная печать катушки. Печать осуществлялась следующим образом. На платформу для построения наносился равномерный слой порошка AlSi 10 Mg. Затем на этот слой направлялся лазерный луч, который сплавлял порошок. После завершения сплавления первого слоя платформа автоматически опускалась, формировался новый слой порошка и процесс повторялся. Последующие слои наплавлялись поверх предыдущих, обеспечивая однородность структуры. Для того чтобы сохранить необходимый зазор между витками катушки и предотвратить их слияние в процессе печати, использовались вспомогательные опоры. Полученная методом SLM катушка представлена на рис. 2.

Рис. 2. Аддитивно изготовленная катушка Fig. 2. Additively manufactured coil
Постобработка, проверки массы и электрических характеристик катушки до отжига. Чтобы определить фактическую массу и электрические характеристики катушки до отжига, необходимо снять ее с платформы для построения и удалить вспомогательные опоры. Результат после удаления вспомогательных опор представлен на рис. 3.

Рис. 3. Катушка после удаления вспомогательных опор Fig. 3. The coil after removing the auxiliary support
Только после полного удаления вспомогательных опор проводились измерения массы с использованием лабораторных весов CAS MWP-300 с точностью измерения 0,01 г, а также замеры фактического сопротивления катушки с помощью цифрового микроомметра АКИП-6301/1 с погрешностью измерения 0,05 % (рис. 4). Для оценки точности измерений образец катушки был измерен три раза и усреднен результат. Полученные данные о массе и электрических характеристиках катушки, а также рассчитанные значения удельного сопротивления и электропроводности AlSi 10 Mg представлены в табл. 1.
Фактическая масса катушки составляет 99,8 % от расчетной величины, что свидетельствует о высоком качестве печати и незначительной пористости материала.
Удельное сопротивление сплава AlSi 10 Mg существенно выше расчетных показателей, тогда как электропроводность оказалась ниже предполагаемых значений. Это свидетельствует о наличии микродефектов структуры. Эти дефекты препятствуют свободному движению электронов, что и объясняет повышенное сопротивление и пониженную электропроводность, устранение которых возможно путем проведения отжига. Отжиг как термическая обработка применяется для улучшения свойств материала, в частности для уменьшения внутренних напряжений и увеличения средних размеров кристаллов металла, что позволит уменьшить сопротивление материала и увеличить его электропроводность.

a)

b)
Рис. 4. Результаты до отжига: a – фактическая масса катушки; b – фактическое сопротивление катушки до отжига Fig. 4. Results before annealing: a – actual coil mass; b – actual coil resistance before annealing
Таблица 1
Результаты до отжига
Results before annealing
Table 1
|
Масса, г |
R факт , мОм |
R сред , мОм |
ρ, Ом·м |
σ, МСм/м |
Показатели от чистого алюминия |
|
32,75 |
2,932 |
2,932 |
5,44·10–8 |
18,38 |
51,5 % |
|
2,929 |
|||||
|
2,935 |
Отжиг катушки. Катушка подвергалась термической обработке – отжигу – согласно установленному режиму, который предусматривал плавный нагрев до определенной температуры, последующую выдержку при этой температуре в течение установленного периода времени и затем медленное охлаждение, предотвращающее возникновение новых микродефектов.
Проверка электрических характеристик катушки после отжига. Образец катушки был также измерен три раза и усреднен результат (рис. 5). Результаты измерений сопротивления, а также рассчитанные значения удельного сопротивления и электропроводности AlSi 10 Mg после отжига представлены в табл. 2.
Результаты исследований показали значительное улучшение электрических характеристик после отжига. В частности, было установлено, что удельное сопротивление значительно снизилось,
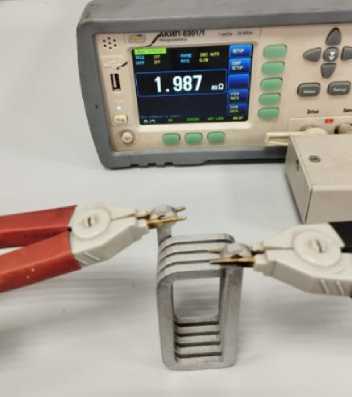
Рис. 5. Результат после отжига Fig. 5. The result after annealing
Таблица 2
Результаты после отжига
Results after annealing
Table 2
|
R факт , мОм |
R сред , мОм |
ρ, Ом·м |
σ, МСм/м |
Показатели от чистого алюминия |
|
1,991 |
1,98 |
3,68·10–8 |
27,21 |
76,2 % |
|
1,99 |
||||
|
1,987 |
Таблица 3
а электропроводность, соответственно, повысилась. После отжига фактическое сопротивление, удельное сопротивление и электропроводность образцов из алюминиевого сплава AlSi 10 Mg достигли 76,2 % от значений, характерных для чистого алюминия. Это свидетельствует о высокой эффективности применяемого метода отжига.
Повторный отжиг катушки. Для оценки влияния повторного отжига на электрические характеристики катушки был проведен дополнительный эксперимент. Цель заключалась в подтверждении стабильности ранее описанных электрических характеристик после этой процедуры. После повторного отжига были проверены и проанализированы фактическое сопротивление, удельное сопротивление и электропроводность катушки.
Проверка электрических характеристик катушки после повторного отжига. Дополнительный отжиг не вызывает значимых изменений электрических характеристик (рис. 6). Результаты измерений сопротивления после повторного отжига, а также рассчитанные значения удельного сопротивления и электропроводности AlSi 10 Mg представлены в табл. 3.
После проведения повторного отжига электрические характеристики изменились на 0,39 %, приблизившись до 76,5 % от показателей чистого алюминия.

Рис. 6. Результат после повторного отжига Fig. 6. The result after repeated annealing
Вывод
Результаты данной работы восполняют существующий пробел в отечественной научной литературе и одновременно подчеркивают перспективы дальнейших исследований в сфере аддитивной печати обмоток электрических машин методом селективного лазерного плавления.
Результаты после повторного отжига
Results after repeated annealing
Table 3
|
R факт , мОм |
R сред , мОм |
ρ, Ом·м |
σ, МСм/м |
Показатели от чистого алюминия |
|
1,972 |
1,97 |
3,66·10–8 |
27,3 |
76,5 % |
|
1,971 |
||||
|
1,968 |
