Актуальность прецизионной поверхностной обработки лейкосапфира для его применения в высокотехнологичных изделиях

Автор: Гридин Олег Михайлович, Теплова Татьяна Борисовна, Амосов Владимир Ильич, Бирюков Евгений Николаевич, Соловьев Владимир Владимирович
Журнал: Горные науки и технологии @gornye-nauki-tekhnologii
Статья в выпуске: 8, 2010 года.
Бесплатный доступ
Монокристаллы лейкосапфира, благодаря своим свойствам, находят широкое применение при производстве высокотехнологичных изделий в области нанотехнологий. Для изготовления указанных изделий необходимо прецизионная обработка поверхности с получением нанометрового рельефа. Традиционная обработка представляет собой сложную технологическую схему с финишным полированием в агрессивных средах. Перспективный метод квазипластичной обработки позволяет получать на этапе алмазного шлифования высококачественную поверхность. Monocrystals of the lime sapphire, thanks to the properties, find wide application by manufacture of hi-tech products in the field of nano technologies. For manufacturing of the specified products it is necessary precision processing of a surface with reception nanometers a relief. Traditional processing represents the difficult technological scheme with finishing polishing in excited environments. The perspective method of quasiplastic processing allows to receive a high-quality surface at a stage of diamond grinding.
Лейкосапфир, микроэлектроника, квазипластичная поверхностная обработка, подложки, шероховатость
Короткий адрес: https://sciup.org/140215186
IDR: 140215186
Текст научной статьи Актуальность прецизионной поверхностной обработки лейкосапфира для его применения в высокотехнологичных изделиях
Материалы стали ключевым звеном, определяющим успех многих инженерных решений при создании сложнейшей электронной аппаратуры. Современный научно-технический прогресс неразрывно связан с разработкой и освоением новых материалов. В настоящее время быстрыми темпами растет область применения лейкосапфира в высокотехнологичных изделиях, а также в различных изделиях бытовой техники, приборов и устройств.
Лейкосапфир является разновидностью корунда, представляет собой бесцветный прозрачный минерал, оксид алюминия Al 2 O 3 . Природные минералы встречаются достаточно редко и представляют собой драгоценные ювелирные камни. Для технических целей применяют синтетический корунд. По данным исследований, основные физические свойства синтетических корундов весьма близки к природным. Основными методами выращивания объемного монокристалла лейкосапфира в России являются: метод (Чохральского) Киропулуса (его модификация - метод Мусатова – ГОИ), (Бриджмена) Вернейля, и горизонтально направленной кристаллизации (ГНК). Для производства кристаллов профилированного лейкосапфира применяется метод Степанова. Методом Степанова выращивают в основном ленты, которые идут на изготовление различных оптических окон. Качественные монокристаллы лейкосапфира выращивают методом Чохральского, однако этот метод требует более сложного оборудования и высокой квалификации обслуживающего персонала. Объемные монокристаллы лейкосапфира выращивают в основном по методу Киропулоса. Метод достаточно прост и хорошо освоен, но имеет ряд недостатков, которые влияют на качество монокристаллов. Специалистами из г.Зеленограда предложен ряд конструкций, позволяющих усовершенствовать метод выращивания монокристаллов лейкосапфира.
Например, ими предложена новая конструкция нагревателя, которая позволяет уменьшить образование пузырей и МУГ в монокристалле лейкоспфира. На конструкцию нагревателя и на новые виды технологической оснастки и технологические усовершенствования получены патенты РФ. Нагреватель опробован на установках выращивания и показал хорошие результаты, которые позволили поднять выход цилиндрических заготовок из монокристалла для производства подложек светодиодов и довести его до 40%. Имеются патенты на способы и устройства по выращиванию лейкосапфира.
Выращенные различными методами монокристаллы лейкосапфира имеют одинаковые физико-химические свойства, но различные технические характеристики, необходимые для применения в той или иной сфере науки и техники. Результаты сравнительного анализа технических характеристик монокристаллов лейкосапфира, выращенного различными методами представлены в табл. 1 .
Таблица 1
Характеристики монокристаллов лейкосапфира при различных способах выращивания
|
Показатели |
ГНК |
Вернейль |
Чохральский |
ГОИ (Мусатова) |
Степанов |
|
Оптическая однородность |
Высокая |
Средняя |
Высокая |
Средняя |
Средняя |
|
Плотность дефектов |
Низкая |
Высокая |
Низкая |
Средняя |
Высокая |
|
Скорость кристаллизации |
Средняя |
Низкая |
Низкая |
Средняя |
Высокие |
|
Внутренние напряжения |
Низкие |
Высокие |
Средние |
Средние |
Высокие |
|
Конфигурация выращенного материала |
Пластины |
Були, полубули |
Були |
Були |
Ленты, профильный |
|
Отжиг |
Не требуется |
Требуется |
Требуется |
Требуется |
Требуется |
|
Стоимость |
Средняя |
Низкая |
Высокая |
Средняя |
Низкая |
Примечание: Ориентация оптической оси – любая заданная
Применение лейкосапфира в различных областях промышленности обусловлено его свойствами: высокая прозрачность; устойчивость к УФ-излучению; устойчивость к механическим повреждениям и высоким температурам; высокие диэлектрические свойства; особенности кристаллической решетки, позволяющие выращивать на нем эпитаксиальные слои; высочайшая прочность; малый коэффициент трения; возможность сделать прочными очень тонкие изделия (острие лезвия скальпеля);
химическая и биологическая пассивность. В промышленных масштабах лейкосапфир производится по всему миру и фактически используется в каждой крупной отрасли промышленности [1]. Основная номенклатура изделий из лейкосапфира приведена в табл. 2.
Таблица 2
Основная номенклатура изделий из лейкосапфира с указанием основных технических требования и областей применения.
|
Наименова ние продукции |
Критерии качества материала, оптическая однородность (min) |
Размеры (конфигурация) |
Чистота обработки (конечный результат) |
Рынок сбыта |
|
Подложки |
1-4 высокая |
Диски ∅ до 200 мм толщина до 15 мм |
Полировка |
Оптоэлектроника, микроэлектроника, полупроводниковая техника, химическая промышленность, продукция специального назначения |
|
Линзы |
1-4 высокая |
Диски ∅ до 200 мм толщина до 15 мм |
Полировка |
Оптика, светотехника, точное машиностроение, металлургия, продукция специального назначения |
|
Стекла (Окна) |
5-8 средняя |
Диски ’ ∅ до 200 мм толщина до 15 мм |
Полировка |
Высокотемпературная оптика, металлургия, точное машиностроение , осветительное оборудование, продукция специального назначения |
|
Пластины 200х95х25 300х200х20 |
Оптическое оборудование (окна сканеров штрихового кода), осветительное оборудование, химическая, часовая промышленность, точное машиностроение, продукция специального назначения |
|||
|
Специальн ого назначения |
1-8 средняя |
Диски ∅ до 200 мм толщина до 15 мм, |
Шлифовка и полировка |
Военная техника, мелкосерийные приборы и оборудование (элементы научно-исследовательского и технологического оборудования*), точное машиностроение |
|
пластины 200х95х25 300х200х20 |
Продолжение таблицы 2
|
Конструкц ионные изделия |
5-8 средняя |
Диски ∅ до 200 мм толщина до 15 мм |
Шлифовка и полировка |
Авиация, космос (окна самолетов и космических кораблей, обтекатели ракет и самолетов), машиностроение, часовая промышленность (втулки подшипников скольжения), текстильная промышленность |
|
пластины 200х95х25 300х200х20 |
||||
|
Стержни, трубы, ленты и т.д. |
1-6 средняя |
Под заказ |
Шлифовка и полировка |
Химическая промышленность |
Примечание: *) реакторы высокого давления и CVD системы, высокотемпературные печи, лазеры, термопарные чехлы, волноводы, световоды, гермовводы высоковакуумной аппаратуры, хладопроводы, инжекторные микросопла, испарительные ячейки для молекулярно-лучевой эпитаксии, лодочки и тигли для выращивания кристаллов, контейнеры для плавления особо чистых веществ, емкости для хранения ультрахолодных нейтронов, нейтроноводы, детали анализаторов, изоляторы и др.
В тех условиях, в которых полупроводниковые приборы на базе кремния выходят их строя, полупроводниковые приборы на базе лейкосапфира работают. Новые области применения лейкосапфира при производстве различных электронных устройств и приборов появляются ежегодно. Оптоэлектроника является одним из основных потребителей лейкосапфира для изготовления подложек светоизлучающих сверхъярких диодов (СИД) (HB LED) и твердотельных лазеров, дающих синий, белый, зеленый свет. Сегодня в Европе в качестве подложек для светодиодов используют два материала: сапфир, его производство дешево и технологически не сложно, и карбид кремния или карборунд. Яркость новых светодиодов вдвое превосходит аналоги, имеющиеся на рынке, а квантовый выход составляет 34,9 %. Например, при использовании этого элемента в качестве подсветки экрана, в мобильных телефонах, при той же яркости потребуется вдвое меньше энергии.
Основной тенденцией, с помощью которой микроэлектроника достигает новых показателей, это минимизация размеров отмеченных структур. Геометрические размеры элементов определяют заданные параметры и свойства приборов, а отклонения размеров приводят не только к отклонениям технических характеристик, но и к потере работоспособности. Совершенствование микроэлектронных приборов сократило минимальные размеры элементов до субмикронных величин, а плотность их упаковки на плоской подложке увеличило на несколько порядков. Размеры подложек выбираются в соответствии со степенью интеграции интегральных схем
(ИС), их материалы — в соответствии с требованиями, предъявляемыми к электрическим, механическим и термическим свойствам подложек [2].
Уменьшение размеров элементов и увеличение плотности их компоновки предъявило повышенные требования и к качеству обработки и, конечно, к её режимам. Качество поверхностного слоя подложек существенно влияет на свойства подложек и отражается на работе микросхем и приборов, созданных с их использованием. В этих условиях при поверхностной обработке материалов на первый план выходит вопрос недопустимости возникновения сколов, трещин, микродефектов и дислокаций в основной массе материала.
Традиционным способом обработки твердых хрупких минералов (в том числе кристаллов) является механическое шлифование свободным и связанным абразивом. После такой обработки получается поверхность с шероховатостью около 200 нм и нарушенным подповерхностным слоем. Для достижения необходимой шероховатости (нанометровой) при изготовлении подложек заготовка полируется в агрессивных средах. На рис. 1 приведена технологическая схема производства лейкосапфировых пластин.
Традиционный способ имеет ряд недостатков, основные из которых: проблематичное достижение стабильно повторяющихся параметров процесса обработки, нарушенность подповерхностного слоя подложки (даже после полирования) и высокий процент брака ИМС, связанного с обработкой поверхностей подложек [3].
Как правило, современные станки для шлифования свободным абразивом имеют электронные устройства плавного пуска и задания давления, позволяющие устранить дефекты, связанные с повышенной хрупкостью, однако, не смотря на введение контроля за процессом обработки, снижающим трудоемкость операций, недостатки данного метода не устраняются. Характерным дефектом при шлифовании свободным абразивом является образование царапин, вызванное кинематикой относительного движения пластин по полировальному кругу, причиной которого служит большая прочность зерен алмаза. Не образует царапин абразив с корундовыми зернами, но из-за низкой производительности, также малоперспективен в случае обработки лейкосапфира. Для решения задач, поставленных ведущими отраслями промышленности к поверхностной обработке лейкосапфира требуется прецизионное удаление поверхностного слоя минерала с получением нанометрового рельефа поверхности и с минимальным количеством дефектов, привнесенных процессом обработки.
Перспективным способом получения высококачественной поверхности твердых хрупких кристаллических материалов нанометрового рельефа является удаление поверхностного слоя в режиме квазипастичности [4].
Аппаратурно-технологическая схема производства полированных пластин сапфира
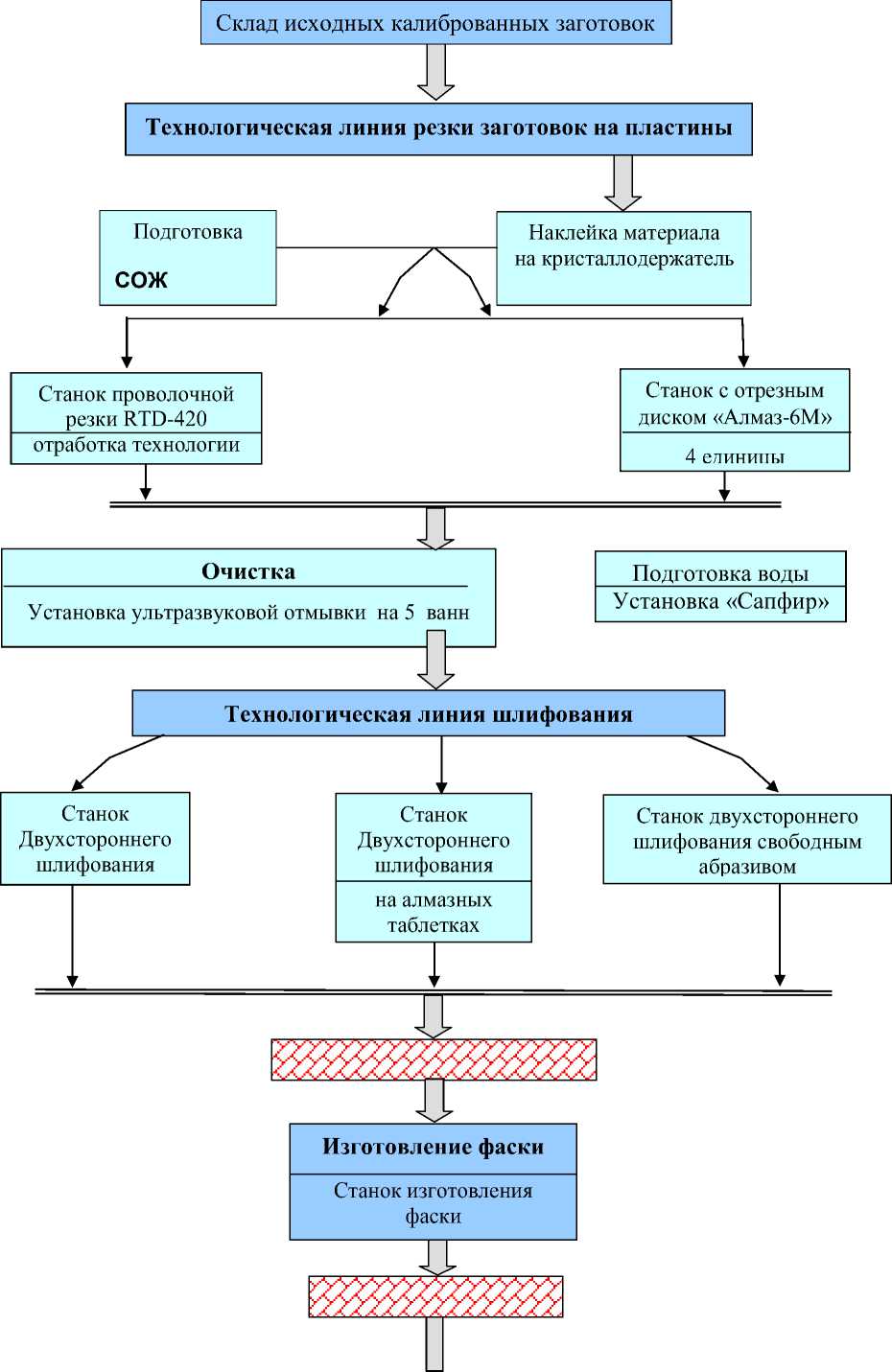

Финишное полирование и отмывка подложек **
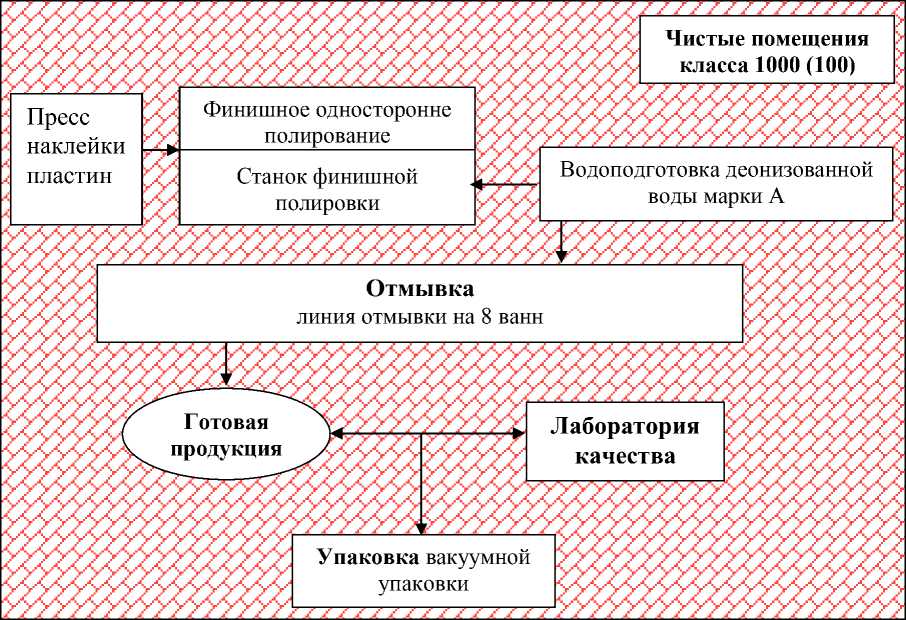
Рис.1
При квазипластичной обработке твердых материалов подача шлифовального круга на обрабатываемую поверхность материала обеспечивает механическое воздействие, составляющее доли мкм/ход. При этом поверхностный слой хрупких твердых материалов проявляет пластичные свойства и преобладающим механизмом становится не хрупкое разрушение, а квазипластичное удаление поверхностного слоя материала [5].
При данных подачах контактное взаимодействие зерен шлифовального круга с обрабатываемой поверхностью создает периодическое переменное механическое поле, под воздействием которого происходит направленное квазипластичное удаление поверхностного слоя с формированием поверхности нанометровой шероховатости и с минимальными дефектами (не более 50 нм), внесенных процессом обработки. При квазипластичном удалении поверхностного слоя предполагается автоматизация процесса обработки с получением ненарушенной обработанной поверхности нанометрового рельефа.
На базе теоретических исследований были проведены экспериментальные работы по выбору рациональных режимов квазипластичной обработки плоских поверхностей лейкосапфира на станочном модуле АН15ф4 [6]. В результате варьирования величиной врезной подачи, скоростью перемещения стола станочного модуля, траекторией обработки другими параметрами обработки были получены положительные результаты.
Получены поверхности лейкосапфира с нанометровым микрорельефом и с ненарушенным подповерхностным слоем. На рис. 2 приведены результаты исследования поверхности образца и измерения шероховатости. Исследования проводились в ЦЕНИ ИОФ им А.М.Прохорова РАН на интерферометре белого света "Zigo" newview 5000, разрешение в плоскости объекта 0,45 мкм по оси Y - 1 A (рис. 2).
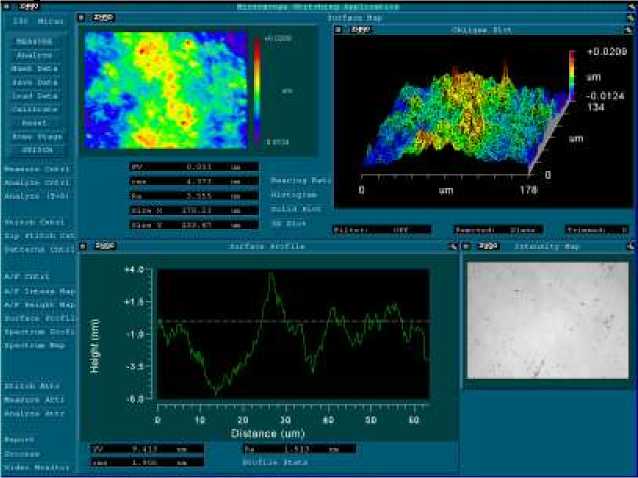
Рис. 2. Результаты измерение шероховатости образца №2
Исследования поверхности показали, что при отсутствии следов хрупкого разрушения получен нанометровый рельеф. На обработанной поверхности наблюдается градиент микронеровностей с минимумом на периферии. Шероховатость поверхности на периферии в среднем имеет величину R a = 8,08 нм. Имеются участки с шероховатостью R a =1,946 нм.
Выводы
Благодаря комплексу благоприятных химических, электрических, механических, оптических, поверхностных, тепловых и других уникальных свойств лейкосапфир имеет широкий диапазон областей применения.
Способ обработки в режиме квазипластичности позволяет получить обработанные поверхности с шероховатостью 2-10 нм, что делает перспективным его применение для поверхностной обработки лейкосапфировых пластин, т.к. сокращает время полирования в агрессивных средах. Определение рациональных режимов квазипластичной обработки лейкосапфира и возможность проведения технологической диагностики в процессе обработки делает возможным автоматизировать процесс производства лейкосапфировых подложек с получением поверхностей высокого качества.
Спрос на продукцию из лейкосапфира ежегодно растет на 10 – 15 % при этом спрос на подложечный материал для опто- и микроэлектроники, СВЧ-техники ежегодно увеличивается на 15-20%. Рынок изделий из лейкаспфира является одним из самых перспективных и динамично развивающихся.
Список литературы Актуальность прецизионной поверхностной обработки лейкосапфира для его применения в высокотехнологичных изделиях
- Теплова Т.Б., Самерханова А.С. Тенденция развития применения твѐрдых высокопрочных материалов в микроэлектронике, медицине и ювелирных изделиях. -М.: ГИАБ, 2006. -№10.
- Малышева Технология производства интегральных микросхем. -М.: Радио и связь, 1991.
- Коньшин А.С., Теплова Т. Б., Соловьев В.В. Особенности микрошлифования кристаллов лейкосапфира на станочном модуле с числовым программным управлением. -М.: ГИАБ. -2005. -№3. -С. 52-56.
- Теплова Т. Б. Перспективы технологии размерно-регулируемого шлифования твердых высокопрочных материалов. -М.: ГИАБ. -2005. -№1. -С. 90-94.
- Коньшин А.С., Сильченко О.Б., Сноу Б.Д. Способ микрошлифования твѐрдоструктурных материалов и устройство для его реализации. Патент РФ №2165837 от 27.04.2001 г.
- Теплова Т.Б., Коньшин А.С., Соловьев В.В., Ашкинази Е.Е. О выборе рациональных режимов процесса микрошлифования монокристалла лейкосапфира. -М.: ГИАБ. -2005. -№9. -С. 76-83.
