Алгоритм радиуса окружности точки скрещивания ножей при двухстороннем исполнении гарнитуры

Автор: Ковалев В.И., Алашкевич Ю.Д.
Журнал: Журнал Сибирского федерального университета. Серия: Техника и технологии @technologies-sfu
Статья в выпуске: 6 т.6, 2013 года.
Бесплатный доступ
Констатируется факт трансцендентности (неопределённости) известного алгоритма радиуса окружности, проходящей через точку скрещивания прямолинейных режущих кромок ножей при двухстороннем исполнении рисунка кольцевой размалывающей поверхности гарнитуры дисковых мельниц. Выведены алгоритмы для угла поворота диска ротора, включающие только входные параметры. С целью устранения трансцендентности произведено корректирование известного алгоритма.
Входные, выходные, параметры, гарнитура, нож, двухстороннее исполнение, окружная, режущая кромка, угол поворота, угол скрещивания
Короткий адрес: https://sciup.org/146114782
IDR: 146114782 | УДК: 676.15/16.054.1(075)
The algorithm of the radius of the circle the crossing point of knives the performance of a two-way headset
Stated fact transcendence (uncertainty) the radius of the circle, a well-known algorithm passing through point crossing straight cutting edges of knives sets of circular mills. Are algorithms for rotation of the rotor disc, comprising only input parameters. To correct a transcendence was adapting a known algorithm.
Текст научной статьи Алгоритм радиуса окружности точки скрещивания ножей при двухстороннем исполнении гарнитуры
При размоле волокнистых полуфабрикатов в дисковых мельницах с традиционным (двухсторонним) исполнением [1] рисунка кольцевых размалывающих ножевых поверхностей (сцентрированных и сопряжённых через регулируемый зазор) вращающегося диска ротора и неподвижного диска статора прямолинейные режущие кромки их ножей:
-
- расположены с противоположных сторон относительно центра дисков;
-
- контактируют в точке скрещивания.
Расстояние от центра дисков до произвольной точки скрещивания является радиусом проходящей через неё окружности.
При исследовании процесса размола необходимо знание алгоритма данного радиуса. Известно [1], что алгоритм такого радиуса:
-
- зависит от угла скрещивания;
-
- раскрывает особенности и характер сопряжения режущих кромок ножей ротора и статора;
-
- несёт информацию, достаточную для постановки ряда промежуточных задач, решение которых позволит получить точный ответ относительно эффективности работы режущих кромок ножей ротора и статора.
По результатам анализа поисковой информации [13], касающейся методов определения известного алгоритма, был установлен факт его трансцендентности (неопределённости). Методы её устранения не обнаружены. Представляется, что для этого необходимо: графоаналитическое исследование, математически обоснованное корректирование, оперирование только входными геометрическими параметрами.
Можно предположить, что выполнение этих требований и условий позволит вывести аналитические зависимости полезной части длины режущих кромок ножей гарнитуры дисковых мельниц [1].
Материалы и методы исследования
На рисунке изображён общий случай фронтальной проекции кольцевой размалывающей поверхности сопряжения дисков ротора и статора. Для лучшего понимания режущая кромка 4 единичного ножа ротора, пересекающаяся с входной окружной кромкой 6 и режущей кромкой 5 ( ABC ) единичного ножа статора, изображена в двух положениях:
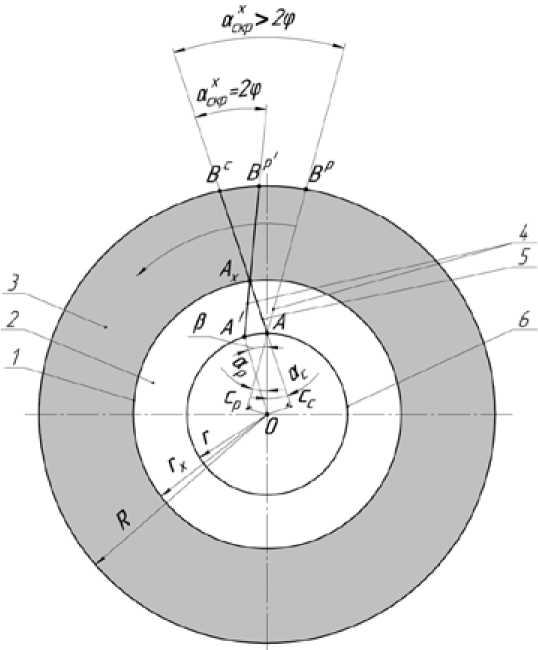
Рис. Кольцевая размалывающая поверхность сопряжения дисков ротора и статора: 1 – окружность, разграничивающая зоны 2 (пассивную) и 3 (активную); 4 – режущая кромка ножа ротора; 5 – режущая кромка ножа статора; 6 – внутренняя окружная кромка; r – радиус внутренней окружной кромки 6; r X – радиус окружности 1; R – радиус наружной окружной кромки 7; α p – угол наклона режущей кромки 4 ножа ротора к радиусу r ; α c – угол наклона режущей кромки 5 ножа статора к радиусу r ; β – угол поворота режущей кромки 4 ножа ротора
-
- исходном, 4 ( ABp ), когда она пересекается в точке A ещё и с осью ординат y ;
-
- промежуточном, 4 ( A ′ BР ′ ), после поворота на угол β.
В результате поворота точка A переместилась по:
-
- внутренней окружной кромке 6 в положение A' ;
-
- режущей кромке 5 – в промежуточное положение A , являющееся произвольной точкой X
скрещивания режущих кромок 4;
-
- режущей кромке 5 – в промежуточное положение AX , являющееся произвольной точкой
скрещивания режущих кромок 4 ( A'B Р ) и 5 ( ABC ), образующих между собой угол a СКР .
Одновременно точка B p переместилась по наружной окружной кромке в положение B p .
Линии:
-
- OA является радиусом r дуги AA' входной окружной кромки 6 сопряжённых кольцевых рабочих поверхностей дисков ротора и статора;
-
- OCc , OCp , перпендикулярные линиям ACc , ACP , продолжениям режущих кромок 5 ( ABC ), 4 ( AB P ) , являются их эксцентриситетами, расположенными, как отмечалось выше, с противоположных сторон относительно центра O ;
-
- AO X является радиусом r X окружности 1 , образованной после поворота режущей кромки ABp на угол β;
В источнике [1] алгоритмы радиуса r X для традиционного (двухстороннего) исполнения [2] рисунка кольцевых размалывающих ножевых поверхностей (с а AKP = а P +а C в точке A )
представлены в различных видах.
При α P > α C :
для ротора r x = r ⋅
sin β⋅ cos( α c - β )
sin2 α p + [ β 2 + cos α p ]2;
cos2 ⋅ sin( α p +α c -β )
для статора r x
=r⋅
sin2 α + [ c
β sin β ⋅ cos( α p - )
β cos2⋅sin(αp+αc-
- + cos а c ] 2 . β )
При α P = α C = α:
для ротора и статора r x
=r⋅
sin2 α+ [
sin β⋅ cos( α - β 2)
β cos 2 ⋅ sin(2α - β)
+ cos а ]2 .
Необходимо отметить, что:
-
- алгоритмы (1), (2) и (3) являются неопределёнными, т. е. трансцендентными функциями, поскольку включают переменный параметр β – угол поворота режущей кромки 4 в направлении вращения диска ротора (см. изображённую на рисунке круговую стрелку);
-
- в алгоритмах (1) и (2) переменная величина α P + α C -β = α С Х КР ; (4)
-
- в алгоритме (3) переменная величина 2 ∙ α – = α С Х КР . (5)
Согласно существующим представлениям, для того чтобы волокнистый материал, находящийся между режущими кромками 4 (ротора) и 5 (статора), заклинивался между ними, – 701 – а не скользил по ним, α СXКР не должен превышать двойной угол трения материала φ об эти X кромки, т.е. а СКР < 2ф [2, 3]. Сделаем допущение, заключающееся в том, что произвольный угол скрещивания
X а скр = 2ф • (6)
Также известно, что при движении точки скрещивания A x от внутренней окружной кромки 6 к периферийной кромке диска значения угла скрещивания α С X КР равномерно уменьшается [1, 4-6]. В этой связи становится очевидным, что окружность 1 разграничивает кольцевую размалывающую поверхность на две эоны:
-
- 2 , ограниченную внутренней окружной кромкой 6 диска и окружностью 1 ;
-
- 3 , ограниченную окружностью 1 и периферийной окружной кромкой диска.
Соответственно, режущая кромка 4 ( AB P ) ножа ротора также делится окружностью 1 на два отрезка:
-
- A'A x , расположенный в зоне 2 ;
-
- A X B P , расположенный в зоне 3.
Эти признаки вместе с допущением обусловливают то, что значения α С X КР в точках:
-
- зоны 2 превышают двойной угол трения материала о кромки, т. е. а СКР ) 2 ф (за счёт этого волокнистый материал, нависший на режущих кромках, не заклинивается между ними, а скользит по ним от центра О диска к его периферии);
-
- окружности 1 с произвольным радиусом r x равны двойному углу трения материала о кромки, т. е. а СКР = 2 ф (за счёт этого волокнистый материал, нависший на режущих кромках, заклинивается между ними);
-
- зоны 3 меньше двойного угла трения материала о кромки, т.е. а СКР ) 2 ф (за счёт чего волокнистый материал, нависший на режущих кромках, ещё сильнее заклинивается между ними).
С учётом данных особенностей назовём зону 2 пассивной , а зону 3, включая окружность 1, активной .
Результаты корректирования известного алгоритма
Под корректированием понимается устранение трансцендентности известного алгоритма. Это можно осуществить, выразив входящий в него переменный параметр в через входные (постоянные) величины.
Например, через изначально заданный произвольный угол скрещивания а СКР . Точнее, согласно принятому выше допущению, через 2φ.
Тогда переменные параметры, включающие угол поворота β и входящие в зависимости (1), (2), можно представить в виде нетрансцендентных (определённых) алгоритмов:
β = α p + α c - 2 ϕ согласно зависимостей (4) и (6); (7)
β
α +α pc
-
2ф ™ согласно зависимости (7);
α
β
p
a p а + 2ф 2
согласно зависимости (7);
α c
β
αc - αp + 2ϕ 2
согласно зависимости (7).
Заменив левые части (7)(10), входящие в (1) и (3) на правые, получим также нетрансцендентные (определённые) алгоритмы:
Для ротора r x = r ⋅
sin2 α p + [
sin( α p + α c
-
2 ϕ ) ⋅ cos(
α c
-
αp +2ϕ
)
α
Для статора rx = r ⋅
sin2 α c + [
cos
p
+α c
-
2ϕ
+ cos α p ]2 .
⋅ sin 2 ϕ
sin(α p + α
c
-
2 ϕ ) ⋅ cos(
α
p
-
αc +2ϕ
)
α
cos
p
+α
c
-
2ϕ
+ cos α c ]2 .
⋅ sin 2ϕ
Переменные параметры, включающие угол поворота β и входящие в зависимость (3), можно тоже представить в виде нетрансцендентных (определённых) алгоритмов:
β = 2 ⋅ ( α -ϕ ) согласно зависимостей (5) и (6); (13)
β = α-ϕ согласно зависимости (13);
α- β = ϕ согласно зависимости (13);
2 ⋅α-β = 2 ⋅ϕ согласно зависимости (13). (16)
Заменив левые части данных равенств, входящих в зависимость (3), на правые, получим также нетрансцендентный (определённый) алгоритм sin2⋅(α-ϕ)⋅cosϕ rx = r ⋅ sin2 α + [
+ cos α ]2 .
cos( α - ϕ ) ⋅ sin2 ϕ
Обсуждение результатов
Нетрансцендентность полученных после корректирования алгоритмов (11), (12) и (17) объясняется тем, что они включают только входные, постоянные по величине, геометрические параметры.
Результаты анализа и корректирования известных алгоритмов (1), (2) и (3):
-
- дополняют накопленные знания по исследуемому вопросу;
-
- создают хорошие предпосылки для вывода аналитических зависимостей, характеризующих полезную часть длины режущих кромок ножей.
Заключение
Можно предположить, что для дальнейших исследований потребуется создание дополнительной математической базы и условий, направленных, в частности, на решение следующих задач:
-
- проведение корреляции основных технологических параметров с учётом величины полезной части длины режущих кромок ножей;
-
- выявление закономерностей влияния полезной части длины прямолинейных режущих кромок ножей на основные бумагообразующие свойства целлюлозы, физико-механические показатели отливок, а также на технологические и энергосиловые характеристики работы ножевых размалывающих машин;
-
- выявление наиболее оптимальных значений полезной части длины прямолинейных режущих кромок ножей для различных древесноволокнистых полуфабрикатов с учётом их физико-механических характеристик и свойств.
