Алюмосиликатные связующие композиции для изготовления литейных форм и стержней при производстве литых заготовок и социально-экономическая оценка условий труда

Автор: Гурлев В.Г.
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Статья в выпуске: 9 (109), 2008 года.
Бесплатный доступ
Короткий адрес: https://sciup.org/147156607
IDR: 147156607 | УДК: 621.74
Текст статьи Алюмосиликатные связующие композиции для изготовления литейных форм и стержней при производстве литых заготовок и социально-экономическая оценка условий труда
При производстве литых заготовок в «разовые формах» с использованием жидкостекольных смесей, такие виды работ как выбивка и очистка отливок относятся к тяжелым физическим работам. Ситуация усугубляется еще и тем, что данные операции, как правило, производятся в условиях повышенной запыленности и загазованности воздуха рабочей зоны. При этом, вследствие повышенной мышечной, психологической, нервноэмоциональной нагрузок у рабочих отмечается ухудшение показателей психофизиологических функций и снижение работоспособности. Поиск путей, направленных на улучшение условий труда таких категорий работающих с учетом требований ГОСТ системы стандартов безопасности труда (ССБТ), регламентирующих безопасность производственных процессов и предельно допустимые концентрации вредных веществ в воздухе рабочей зоны, имеет актуальное значение для повышения производительности труда.
Проведенные, в этом плане, исследования охватывают два направления. Первое направление связано с технологическими решениями, направленными на улучшение показателей и характеристики производств, а второе - с улучшением условий труда работников занятых на производстве, уменьшением их утомляемости и повышением работоспособности. Влияние на работающих производственных факторов, в общем виде, может быть описано функцией у, связывающей их воздействие с состоянием человека и представляющей собой комплексный поправочный коэффициент
V = Ф (Zb Z2, Zb -, X™, F, у), (1) где /ь /2, /з, -, Zm- факторы производственной среды; F - эмоциональный фон; у - внутренние помехи в нервной системе человека.
При значениях ^ь Zz. /з, • ••■> Хт выше некоторых допустимых уровней, качество работы человека в системе «человек-техника» начинает изменяться, чему соответствует изменение функции ^. Комплексное количественное воздействие производственных факторов на работника изучается методами многофакторных инженерно-психологических экспериментов, согласно которым определяется аналитическая зависимость их влияния на показатель производительности (показатель действия работающих)
3p(z,0 = «о + ^+а2/+^(^ *Ь^х> +
/=1
т т
(2) 1>у /=1
где а0, «ь а2, bb С, - коэффициенты функционального ряда при переменных t, Хь Xj, отражающих время работы и величины производственных факторов. При условии соблюдения адекватности показателей определения работоспособности человека, функция показателя работоспособности для случая модели второй степени будет иметь вид
т эра,о=э0а,о+£б,ш + /=1
т
+Тьи^АО+..., (3)
В результате реализации планов многофакторных экспериментов получаются регрессионные модели, характеризующие влияние производственных факторов на действия работающих в системе «человек-техника».
Но сопоставлять между собой величины изменений действий работающих, выраженных в натуральных показателях (секунда, бит/с и т.п.), практически невозможно. Поэтому степень изменения действий работающих при воздействии производственных факторов может быть оценена отношениями
^=5/8^ при5,>=В,н, (4)
V=BJB, приД<=В,„, (5)
где В, иВ„- соответственно существующие (определенные при эксперименте) и нормативные значения z-го показателя действия работающих.
Для оценки показателей действий работающих, занятых в различных технологических переделах литейного производства, при воздействии факторов производственной среды, были выбраны независящие друг от друга психофизиологические характеристики (табл. 1).
Одним из способов улучшения условий труда работников занятых на производстве стального и чугунного литья получаемых в разовых формах с использованием жидкостекольных смесей является снижение трудоемкости выбивки и очистки отливок, а также снижения запыленности воздуха рабочей зоны. Отработанная жидкостекольная смесь, прогретая до температуры 930...950 °C, после выбивки из отливок содержит кварцевые зерна прочно сцементированных расплавом силиката натрия (рис. 1).
Таблица 1
Показатели психофизиологических величин
|
Наименование показателей |
Обозначение и ед. измерения |
Время пробы, с |
Условия опытов |
Время одного показателя, с |
Нормативная величина |
||
|
время сигнала, с |
число предъявлений |
общее число предъявлений |
величина показателя |
||||
|
Пропускная способность зрительного анализатора |
П, бит/с |
80-100 |
5-7 |
4-5 |
40-60 |
40-60 |
2,08 |
|
Время реагирования на дифферен-цировочный звуковой раздражитель |
ВРЗД, с |
0,7-1,2 |
2-6 |
33-35 |
320-480 |
15-56 |
0,187-0,20 |
|
Время реагирования на дифферен-цировочный световой раздражитель |
ВР сд, с |
0,8-1,0 |
2-6 |
32-35 |
320-480 |
15-56 |
0,215-0,22 |
|
Координация движения руки (тремор) -число ошибок |
N, шт |
20-25 |
5-7 |
8-10 |
80-150 |
42-64 |
47-50 |
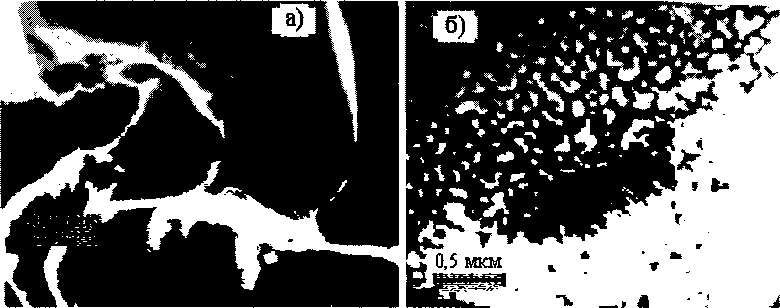
Рис. 1. Микроструктура стержневой смеси после выбивки: а - силикатная оболочка прочно связывает зерна кварцевого наполнителя; б - (шлиф) наружная зона песчинок имеет вид мелкодисперсной системы
Силикатная оболочка прочно цементирует зерна кварцевого наполнителя и при остывании способствует их разрушению, наружная зона песчинок разрушена до мелкодисперсной системы. Это объясняется тем, что коэффициенты линейного расширения кварца и отвердевшего расплава силиката натрия различны. В интервале температур от 20 до 1000 °C они составляют: для SiO2 -5,4-10 6; Na2SiO3 (в зависимости от модуля) -(17,6...19,2)10Л Это приводит к возникновению растягивающих напряжений, разрушению зерен огнеупорного наполнителя и повышению пылевы-деления при выбивании отливок и их очистке.
Применение новых технологий, например, создание органо- или алюмосиликатных связующих композиций, а также модифицирование жидкостекольного связующего позволяет снизить его содержание в смесях с сохранением служебных, технологических и общих свойств (табл. 2-5). В качестве минеральных добавок использовались сульфат аммония, гидроксид алюминия и сульфат алюминия, выпускаемой отечественной промышленностью (ГОСТ 3769-98, ГОСТ 11841-99 и ГОСТ 3758-98), а также органические вещества -смола ФСМ-1 ТУ 6-05-1982-90; триэтаноламин (ТЭА) - ГОСТ 9257-90. Учитывая специфику производства отливок и технологические условия цехов, испытания производились на смесях, отверждаемых тепловой сушкой и СО2 - газом.
В данном случае можно выделить две схемы модифицирования жидкостекольного связующего. По первой схеме в водный раствор силиката натрия вводятся вещества, как органического, так и неорганического происхождения, которые также
Состав органо-силикатных связующих композиций и смесей
|
Наименование состава смеси |
Состав связующей композиции (массовая доля компонентов в %) |
Состав смеси (массовая доля компонентов в %) |
|||||||
|
же (р=1,40-1,41 г/см3, М=2,95-3,0) |
ФСМ-1 (вод. р-р, р =1,08-1,10 г/см3) |
(NH4)2SO4 (30-33 % вод. р-р, р =1,194-1,198 г/см3) |
AL2(SO4)3 (10-12 % вод. р-р) |
ТЭА (48-50 % вод. р-р, р =1,108— 1,112 г/см3) |
Кв. песок 5К5О203 (нас. пл. р=1,20-1,25 г/см3 |
Связующая композиция СК-1 |
Связующая композиция СК-2 |
Связующая композиция СК-2 |
|
|
(ССТ-1) с СК-1 |
96,0-95,0 |
3,8-4,6 |
0,20-0,40 |
93,5-94,0 |
6,5-6,0 |
||||
|
(ССТ-2) с СК-2 |
97,0-95,0 |
2,8—4,0 |
0,2-1,0 |
93,5-94,0 |
6,5-6,0 |
||||
|
(ССТ-3) с СК-3 |
96-98 |
4-2 |
93,5-94,0 |
6,5-6,0 |
|||||
Таблица 3
Свойства смесей с органо-силикатными связующими композициями
|
Код смеси |
Наименование свойств |
|||||||||
|
Сырая прочность <тс, кг/см2 |
Пр. на растяж. сгр, МПа |
Работа выбивки W, Дж |
Осыпаемость Os, от. ед |
Влажность W,% |
Газо-прон. Г, ед. |
|||||
|
расчет. |
испыт. |
расчет. |
испыт. |
расчет. |
испыт. |
расчет. |
испыт. |
испыт. |
испыт. |
|
|
ССТ-1 |
0,08-0,09 |
0,09-0,10 |
1,54 и более |
1,40-1,55 |
10-17 |
7-18 |
0,1-0,4 |
0,3-0,4 |
3,5-4,5 |
Более 90-100 |
|
ССТ-2 |
0,0300,07 |
0,04-0,07 |
1,40 и более |
1,40-1,60 |
9,0-17,0 |
10-15 |
0,2-0,5 |
0,3-0,4 |
3,5-5,0 |
|
|
ССТ-3 |
0,05-0,08 |
0,04-0,07 |
1,30-1,40 |
1,25-1,50 |
8-11 |
12-15 |
0,7-0,9 |
0,5-0,9 |
3,5—4,5 |
|
|
Базовые смеси * |
0,0110,002 |
1,30-1,45 |
60 и более |
0,2-0,5 |
4,5-5,0 |
|||||
♦Состав базовых смесей состоит из кварцевого наполнителя - 100% и жидкостекольного связующего (М = 2,95-3,0; р = 1,49-1,50 г/см3) - 9,0-9,5 % с добавлением древесных опилок.
Таблица 4
Состав алюмосиликатных связующих композиций и смесей
|
Код смеси |
Составляющие смеси |
Вид отверждения |
||||
|
Al(OH)3/NaOH-алюминатный раствор (Аг) |
Ar/Gs-связующее (Sv) |
кол-во связ-го (Sv), % от массы наполнит. |
песок/гл. -наполнитель |
песок/опгс (ЧМЗ)-наполнитель |
||
|
АСС-1 |
0,20-0,25 |
20/80 |
5,5-6,5 |
96/4 |
тепл, сушка |
|
|
АСС-2 |
0,25-0,30 |
30/70 |
6,0-6,5 |
97/3 |
тепл.сушка |
|
|
АСС-3 |
0,30 |
30/70 |
6,0-6,5 |
70/30 |
СО2 и тепл, сушка |
|
|
АСС-4 |
0,30 |
30/70 |
6,5-7,0 |
60/40 |
СО2 и тепл, сушка |
|
Таблица 5 Свойства смесей с АССК
Образование полимерных кремнекислородных анионов анионов в жидкостекольном связующем основывается на предположении о метаформе исходного мономер-аниона
"О - Si - О"
II О
В результате гидролиза метасиликата натрия указанный ион приобретает активный гидроксил, который обеспечивает конденсацию силикатных мономерных анионов с образованием ион-димера
-
- О - Si - ОН -> -О - Si - О - Si - О’
II II II
О ОО
В результате образуются частицы геля кремниевой кислоты, которые обладают более вяжущими свойствами и распределены по всему объему связующей композиции. Строение золя кремниевой кислоты в этом случае возможно представить следующей схемой [(x-SiOz-YHaOX-mSiOs^^C^-Na4]21- 2x-Na+. (6)
Исходя из условий термодинамического равновесия системы, процесс смачивания зерен наполнителя связующим при изготовлении смесей протекает при условии, если поверхностное натяжение твердого вещества <ттг больше поверхностного натяжения жидкости <тжг. При уменьшении поверхностного натяжения жидкостекольного связующего существенно улучшается условия смачивания огнеупорного наполнителя, в результате чего образуются более тонкие связующие пленки, находящиеся в состоянии равновесия в течение некоторого времени. В этом случае равнозначной прочности различных смесей возможно достичь при меньшем содержании связующего за счет уменьшения в них внутренних напряжений и образования более плотной упаковки зерен огнеупорного наполнителя.
Используемые в качестве модификаторов органические вещества (спирты, простые эфиры, кетоны, амины, амиды - неионные водорастворимые соединения) играют роль «сшивающих» добавок. Своими функциональными группами эти соединения связываются с гидроксильными поверхностными группами жидкостекольного связующего, через водородные связи, выполняя, таким образом, функции «мостиков», сшивающих молекулы поликремниевой кислоты. Кроме того, используемые для модифицирования органические жидкости могут проявлять себя как ПАВ, улучшая взаимодействие связующей композиции с огнеупорным наполнителем.
Триэтаноламин относится к классу «сшивающих» добавок. Молекулы триэтаноламина могут образовывать в результате реакции с жидким стеклом, а также кварцевым наполнителем сложные эфиры
=Si-OH + HO-CH2-CH2-N(CH2-CH2-OH)2 -» ^=Si-O-CH2-CH2-N(CH2-CH2-OH)2 + Н2О.
Введение триэтаноламина интенсифицирует поликонденсационные процессы в жидкостекольном связующем, что приводит к увеличению его вяжущих свойств.
Предполагалось, что эти же свойства должны проявлять органические полимеры, содержащие гидроксильные карбоксильные, эпоксидные и другие полярные группы, способные к образованию водородных связей с поверхностными гидроксилами раствора силиката натрия. Например, полимеры, имеющие эпоксидные группы, взаимодействуют с поверхностью жидкого стекла по схеме
-
- Si-OH + СН2-СН~ -> —Si-O-CH2—СН-ОН .
В случае полимера с гидроксильными группами может идти следующая реакция:
-
- Si-OH + HO-R -> -Si-O-R + H2O.
Полиизоцианаты взаимодействуют с поверхностью жидкого стекла следующим образом:
-
- Si-OH + C=N- -> -Si-O-C-NH-O.
В результате данных теоретических предпосылок было предложено в качестве добавки использовать модифицированную фенолформальдегидную смолу ФСМ-1.
Кроме того, известные в настоящее время связующие композиции на основе водного раствора силиката натрия основаны на комплексообразовании алюмосиликатных систем. При смешивании раствора щелочи (раствор каустической соды) с оксидом алюминия (А12О3) или с гидроксидом алюминия (А1(ОН)з) возможно образование геля алюмосиликатов натрия. Приготовленная смесь добавляется в жидкостекольное связующее. В этом случае возможно протекание следующих процессов. Добавление в водный раствор силиката натрия алюминатных составляющих приводит к связыванию их в алюминаты натрия типа анальцима:
А12О3 + 2NaOH + ЗН2О = 2Na[Al(OH)4] тетраоксоалюминат натрия А1(ОН)3 + NaOH = Na[Al(OH)4J.
Таким образом, образовавшиеся частицы гидрооксоалюмината обладают более связующими свойствами.
После воздействия на такую систему высоких температур (например, температуры расплавленного металла) возможно получить разупрочнен-ную структуру силиката. Гидрооксоалюминат натрия подвергается термодеструкции с образованием А12О3 и NaOH и последующим их взаимодействием. Образовавшееся соединение 2NaAlO2 (или Na2O-Al2O3) имеет высокую температуру плавления (около 1650 °C не способствует образованию жидких силикатов и упрочнению формы после ее остывания. Следовательно, разработка алюмосиликатной связующей композиции позволит разработать смеси с необходимыми прочностными характеристиками до заливки металла в форму и разупрочнение силикатной прослойки после воздействия температуры расплавленного металла.
Микроструктура силикатных прослоек смесей с использованием органо- и алюмосиликатных связующих композиций после выбивки имеют пористое строение (рис. 2).
При проведении испытаний трудоемкость выбивки оценивалась по времени, затраченному на очистку одной тонны отливок, определяемому хронометрическим способом. Анализ приведенных данных показывает, что в среднем трудоемкость выбивки отливок с применением смесей с разработанными органоминеральными связующими снизилась на 0,25.. .0,30 часа на тонну.
Наиболее вредными из газообразных продуктов, выделяющихся при термической обработке разработанных связующих композиций являются фенол ПДКр3=5мг/м3 и формальдегид ПДКрз=1мг/м3 [4]. По результатам термогравиметрического анализа, выделение фенола и формальдегида, как остаточных (в смоле ФСМ-1 до 0,5 %), так и образующегося в результате деструкции смоляного комплек са, возможно в интервале температур 150...250 °C. В температурном интервале 80... 140 °C содержание метилольных групп в фенолформальдегидной смоле уменьшается от 15 % до 2 % за счет протекания процессов поликонденсации, сопровождающихся выделением паров воды, образующихся в результате взаимодействия метилольных групп. В результате процессов, протекающих при взаимодействии смолы ФСМ-1 с минеральными добавками (A12(SO4)3 и (NH4)2SO4) и далее с силикатом натрия содержание остаточного фенола и количество метилольных групп в смоле в значительной мере снижается и, следовательно, уменьшается вероятность выделения этих продуктов в указанном температурном интервале. При воздействии на смесь высоких температур (температуры заливаемого металла) выделение фенола и формальдегида маловероятно, т.к. здесь имеет место не деполимеризация, а деструкция полимера, т.е. образуются не исходные мономеры (фенол и формальдегид), а происходит разрыв макромолекулярных цепей.
По результатам расчета загазованность от деструкции органоминеральных компонентов в составах типа ССТ-1 и ССТ-2 массой 1000... 1100 кг на участке с условным объемом 9000...9500 м3 составит: фенолом - 0,09...0,10 мг/м3 и формальдегидом - 0,04...0,05 мг/м3. Такие величины загазованности значительно ниже предельно допустимых концентраций воздуха рабочей зоны (ПДКрз) для этих веществ.
Выбиваемость смесей определялась совместно с оценкой пылевыделения на установке (рис. 3), принцип работы которой следующий. На горизонтальном основании 1 установлена стойка 2, к которой прикреплена вертикальная направляющая трубчатая стойка 3, внутри которой перемещается рабочий боек 4. Исследуемый образец 5 помещается в цилиндрическую гильзу 6, разрушение которой производится бойком падающего груза 7. Высота падения груза фиксируется мерной шкалой направляющей стойки. К основанию подсоединена
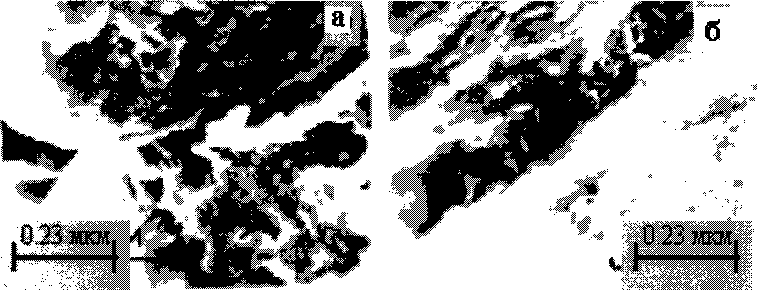
Рис. 2. Микроструктура стержневых смесей после выбивки из отливок: а - с органосиликатными связующими композициями; б - с алюмосиликатным связующим
пылевая камера 8, в которую подается воздух через сопло 9. На сетке 10 собирается разрушенная часть образца, отбор пылевидной части, которого производится при помощи патрона с фильтром 11 с учетом принципа изокинетичности.

воздух
Рис. 3. Схема установки
В условиях производства на работающих определялось влияние следующих факторов: запыленность воздуха рабочей зоны и трудоемкость выбивки отливок. Влияние факторов фиксировалось в течение рабочей смены при учете производственного стажа работы в данных условиях. В качестве параметров оптимизации выбраны психофизиологические показатели, характеризующие различные действия работающих: пропускная способность зрительного анализатора, время реагирования на дифференцировочный звуковой и световой раздражители, координация движения руки (тремор).
После обработки данных экспериментов на ЭВМ были получены следующие регрессионные модели показателей действий работающих: пропускная способность зрительного анализатора
?7 = 1,55 - 0,09С - 0,086Т - 0,11 г + 0,23П +
+ 0,04СП + 0,05Т г + 0,056 Т2 + 0,12 г2 ; (6)
время реагирования на дифференцировочный звуковой раздражитель
ВРда = (29,10 + 1,55С + 3,ЗЗТ + 0,7 г + 4,ЗП +
+ 2,50ТП - 1,11С2 - 2,7Т2 - 0,802 т2 )10-2; (7) время реагирования на дифференцировочный световой раздражитель
ВРДС = (39,80 + 2,44С + 6,60Т - 0,9 Ш + +0,62Сг + 1,21 СП + 1,12С2 + 2,40Т2 + + 1,22т2-1,50П2)‘10~2; (8)
координация движения руки (тремор)
N= 110,6 + 21,81С+ 18,701 + 6,10 т +12Д2П + + 11,81ТП + 4,80С2 + 9,90Т2 + 3,81П2. (9)
С учетом нормативных и физиологически возможных величин (см. табл. 1, 2) по выражениям (2) и (3) при помощи методов математического планирования и статистической обработки экспериментальных данных получено регрессионное уравнение обобщенного показателя действий работающих
Эр = 0,586 - 0,060С - 0,073Т - 0,031 г -
- 0,065П + 0,022СТ + 0,011Тт - 0,012ТП +
+ 0,11С2 + 0,020П2. (10)
Очевидно, что показатель действия работающих (Эр) имеет максимальную величину Эр = 1,0. Полученная модель позволяет оценить возможность реализации действий работающих при различных величинах производственных факторов. На рис. 4 и 5 приведены графические интерпретации модели исследуемых величин в виде номограмм.
Применение данной модели обобщенного показателя действий работающих (эргономический показатель) в условиях воздействия производственных факторов дает возможность оценить эффективность как технологических разработок, так и решения, связанные с улучшением условий труда.
Годовой экономический эффект при этом Эг определяется по формуле
Эг = АЭПТ + АМ-(АПВ+СН)-ЕН, (11) где ДЭпт - экономический эффект от улучшения условий труда; АМ - снижение материальных затрат; АПВ - дополнительные капитальные вложения на внедрение; Сн - затраты на научные исследования и опытно-конструкторские разработки; Ен - нормативный коэффициент окупаемости.
В структуре годового экономического эффекта от внедрения предложенных мероприятий, экономический эффект от улучшения условий труда является одной из ее составляющих. Этот показатель может быть определен по формуле
АЭПТ - экономия от улучшений условий труда; АР - изменение производительности труда после внедрения разработок; /дв - время, затраченное на производство единицы продукции до внедрения.
Изменение производительности труда при внедрении разработок составит
АР
А
■100%,
где Рвр = /ф/8 - временной коэффициент, учиты вающий продолжительность воздействия производственного фактора в течение рабочей смены; Э^ - показатель действия работающих (эргономический показатель) до внедрения разработок; Эр - показатель действия работающих (эргономи-
Эргономические показатель работников Эргономический некеатель работнике®
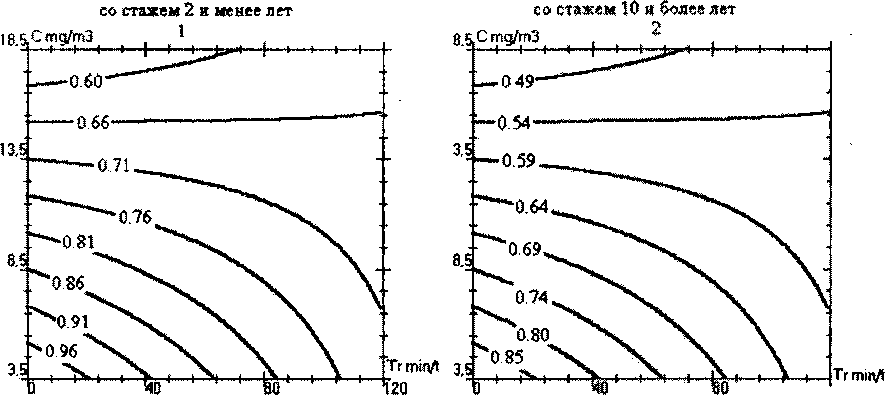
Рис. 4. Номограмма показателя действий работников занятых на технологических переделах после 2 часов от начало рабочей смены: 1 - рабочий стаж 2 года; 2 - рабочий стаж 10 лет
Эргономический показатель работников Эргономический показатель работников

Рис. 5. Номограмма показателя действий работников занятых на технологических переделах после 5 часов от начало смены: 1 - рабочий стаж 2 года; 2 - рабочий стаж 10 лет
ческий показатель) при изменении условий труда; Гф - фактическое время воздействия производственного фактора в течение смены ( ^вр = 1, при Гф = 8 часам).
По данной методике была произведена оценка разработок, направленные на улучшение, как технологии, так и разработок, связанные с условиями труда работающих. Внедрение разработок связанных с новыми технологиями на ряде машиностроительных заводов России позволили получить экономический эффект более 250 000-300 000 руб. в год.
При этом экономическая эффективность только от улучшения условий труда составила 400-600 руб. на единицу продукции.
