Аналитические возможности оценки степени гомогенности литых алюминиевых сплавов

Автор: Ильин Сергей Иванович, Корягин Юрий Дмитриевич, Шабурова Наталия Александровна, Судариков Михаил Викторович, Воробьев Олег Валентинович
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Металловедение и термическая обработка
Статья в выпуске: 2 т.18, 2018 года.
Бесплатный доступ
Гомогенизация отливок из литых алюминиевых сплавов имеет приоритетное значение для улучшения их технологических параметров. Режим гомогенизирующего отжига регулируется двумя параметрами - температурой и временем выдержки. Традиционно используются одно или двухступенчатые режимы отжига. Для оценки степени гомогенности расплава после таких термообработок на предприятиях, как правило, используются различные методы механических испытаний. В работе предлагается новый метод расчета критерия оценки гомогенности структуры литых сплавов на примере алюминиевого сплава В95. Критерием гомогенности γ может служить степень приближения составов локальных объемов литых сплавов к марочному составу. Как показывает опыт, измерения содержания легирующих элементов удобнее проводить по осям дендритов. Дендриты, как правило, обеднены основными легирующими элементами, которые обычно локализованы в междендритных объемах. Принимая за величину, характеризующую степень негомогенности литого сплава, отклонение состава от марочного (Δ), критерий гомогенности можно представить в виде: γi = 1 - Δ. Для совершенного гомогенного сплава значение критерия гомогенности должно приближаться к 1. Рассчитанный по данной формуле средний коэффициент гомогенности для литого сплава В95 равен γ∑ = 0,503. Сравнивая содержание легирующих элементов в центре зерен и по границам гомогенизированных зерен, следует отметить, что локальный состав зерен и в центре, и на границах стал близок к марочному составу сплава В95. На это указывает и близкий к 1 введенный ранее условный коэффициент гомогенности γ. Действительно, средний коэффициент гомогенности стал равен γ∑ = 0,94. Предложенный метод рекомендован в качестве аналитического способа для оценки степени гомогенности алюминиевых литых сплавов, а в качестве критерия гомогенности γ можно предложить обобщенный расчетный показатель, построенный на основе анализа локальных составов по осям дендритов и междендритных областей.
Алюминиевые сплавы, сплав в95, сплав 7475, гомогенизирующий отжиг, степень гомогенности
Короткий адрес: https://sciup.org/147157137
IDR: 147157137 | УДК: 669.71721:539.25 | DOI: 10.14529/met180208
Analytical possibilities of estimation of the degree of homogeneity of the cast aluminum alloys
Homogenization of castings from cast aluminum alloys is a priority for improving their technological parameters. The mode of homogenizing annealing is regulated by two parameters - temperature and holding time. Traditionally, one or two-stage annealing modes are used. To assess the degree of homogeneity of the alloy after such heat treatments at the enterprises, as a rule, various methods of mechanical testing are used. The paper proposes a new method for calculating the criterion for estimating the homogeneity of the structure of cast alloys using the aluminum alloy B95 as an example. The criterion of homogeneity (γ) can be the degree of approximation of compositions of local volumes of cast alloys to branded composition. Experience shows that it is more convenient to measure the content of alloying elements along the axes of dendrites. Dendrites, as a rule, contain a smaller number of basic alloying elements, which are usually localized in interdendritic volumes. Taking the value characterizing the degree of inhomogeneity of the cast alloy, the deviation of the composition from the branded (Δ), the homogeneity criterion can be represented as: γi = 1 - Δ. For a perfect homogeneous alloy, the value of the homogeneity criterion should approach 1. The average homogeneity coefficient for the cast alloy B95 calculated according to this formula is equal to γΣ = 0.503. Comparing the content of alloying elements in the center of grains and along the boundaries of homogenized grains, it should be noted that the local composition of grains, both in the center and at the boundaries, became close to the brand composition of alloy B95. This is indicated by the conditional homogeneity coefficient γ that is close to 1, introduced earlier. Indeed, the average homogeneity coefficient became equal to γΣ = 0.94. The proposed method is recommended as an analytical method for evaluating the degree of homogeneity of aluminum cast alloys, and as a criterion of homogeneity (γ), a generalized calculated index based on the analysis of local compositions along the dendrites and interdendritic regions can be proposed. Homogenization of castings from cast aluminum alloys is a priority for improving their technological parameters. The mode of homogenizing annealing is regulated by two parameters - temperature and holding time. Traditionally, one or two-stage annealing modes are used. To assess the degree of homogeneity of the melt after such heat treatments at the enterprises, as a rule, various methods of mechanical testing are used. The paper proposes a new method for calculating the criterion for estimating the homogeneity of a structure using the aluminum alloy B95 as an example. The proposed method consists in comparing the chemical composition in the dendritic and interdendritic areas and calculating on the basis of the obtained values of the homogeneity criterion (γ).
Текст научной статьи Аналитические возможности оценки степени гомогенности литых алюминиевых сплавов
Литые сплавы характеризуются значительной химической неоднородностью, обусловленной процессами кристаллизации. Особенно это заметно в литых многокомпонентных цветных сплавах – алюминиевых, магниевых, медных и др. [1–8].
Гомогенизирующий отжиг является основным специфичным видом термической обработки именно для литых сплавов. При гомогенизирующем отжиге не только устраняются последствия дендритной ликвации, но и уменьшаются остаточные напряжения, улучшается технологическая пластичность слитков при обработке давлением и повышаются конечные свойства фасонных отливок или деформированных полуфабрикатов [9–14].
Во время гомогенизационного отжига алюминиевых сплавов идут следующие основные процессы [15]:
– растворение неравновесного избытка фаз кристаллизационного происхождения;
– устранение внутрикристаллитной ликвации легирующих элементов;
– изменение зеренной и дислокационной структуры алюминиевого твердого раствора;
– распад алюминиевого раствора по основным легирующим элементам при охлаждении при изотермической выдержке;
– распад алюминиевого раствора во время изотермической выдержки с образованием алюминидов переходных металлов (в сплавах, содержащих подобные добавки).
Последний процесс освещается в литера- туре наиболее подробно [10]. Первые два процесса очевидны и общеизвестны, но результатов их экспериментального подтверждения в отечественной литературе практически нет.
Основные параметры режима гомогени-зационного отжига – температура и время выдержки. Скорость нагрева имеет несущественное значение. Влияние скорости охлаждения более значительно. Скорость гомогениза-ционного процесса определяется коэффициентами диффузии легирующих компонентов, возрастает с повышением температуры. Считается, что с увеличением температуры на 40–50 °С коэффициенты диффузии возрастают на порядок [15].
Температуру гомогенизационного отжига выбирают разной в зависимости от состава сплава, но близкой к температуре равновесного или неравновесного солидуса. Выдержка при температуре гомогенизации приводит к растворению избыточных фаз, а также выравниванию химического состава по объему ячеек. Скорость гомогенизации существенно зависит от дисперсности неравновесных фаз. Чем мельче дендритные ячейки и тоньше частички неравновесных фаз, тем с большей скоростью и полнотой протекают процессы растворения.
В слитках многокомпонентных алюминиевых сплавов, кроме неравновесных эвтектик и интерметаллических соединении, образовавшихся вследствие дендритной ликвации, содержатся и избыточные фазы или сложные равновесные эвтектики, которые не растворяются при гомогенизационном отжиге.
В результате гомогенизации существенно изменяются механические свойства слитка. Изменения структуры, вызываемые растворением неравновесных и коагуляцией избыточных фаз, обусловливают значительное повышение пластических характеристик при комнатной температуре и технологической пластичности при деформации. Гомогенизированные слитки, как правило, требуют меньших удельных давлений и допускают большие скорости деформации, чем негомогени-зированные.
Режимы гомогенизации плоских слитков должны обеспечивать достаточную технологическую пластичность при прокатке и необходимый уровень свойств.
Слитки режут обычно после гомогенизации, при которой высокие термические напряжения, свойственные литому слитку, снимаются. В ряде случаев для снятия напряжений перед резкой применяют отжиг слитков при температурах 275–350 °С в течение 1–3 ч [15]. Такая обработка достаточна для устранения остаточных напряжений, и опасность растрескивания слитков при резке снимается.
Важно отметить, что на предприятиях степень гомогенности оценивают лишь по результатам механических испытаний. В то время как актуальным остается вопрос о неразрушающем методе оценки результатов гомогенизирующего отжига.
Материал и методика исследования
Объектами исследования являются промышленные образцы высокопрочного алюминиевого сплава В95 (ГОСТ 4784), зарубежный аналог сплав 7475 (SAE AMS 4202). Состав сплавов, определенный атомно-эмиссионным методом на спектрометре Spectrolab по ASTM E 1251-11, представлен в табл. 1.
Образцы для исследования вырезались из отливки после предварительного отжига для снятия внутренних напряжений, проведенного по режиму с нагревом 380–420 °С в течение 2 ч, а также образцы после предварительного и дополнительного гомогенизирующего отжига при 450–470 °С в течение 36 ч.
Структуру сплавов, после травления реактивом Келлера, изучали методами оптической и сканирующей электронной микроскопии.
Состав микрообъемов сплавов этих образцах определяли на растровом микроскопе JEOL JSM–6460 ULV с приставкой для микрорентгеноспектрального анализа.
Оптическая металлография проводилась на микроскопе Axio Observer D1m.
Результаты экспериментаи их обсуждение
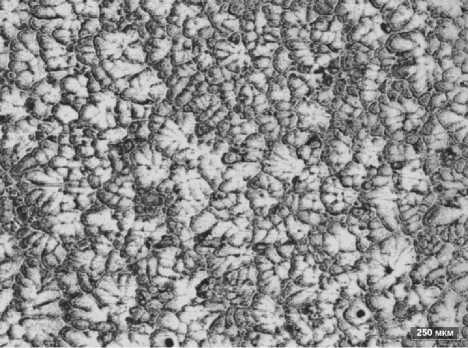
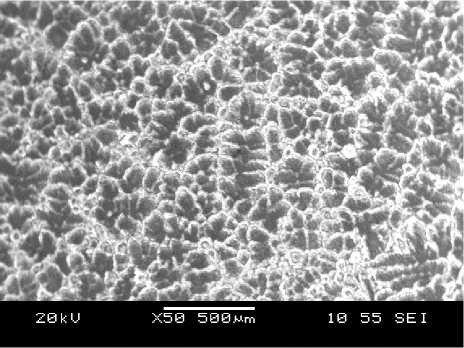
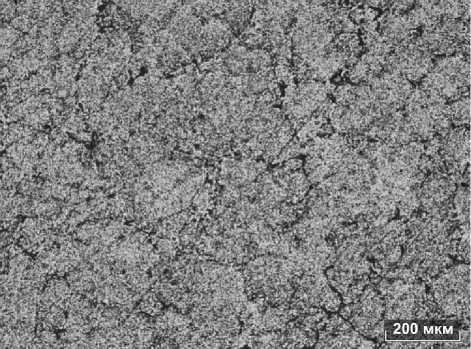
Микроструктура литого образца сплава В95 после предварительного отжига представлена на рис. 1.
Таблица 1
Химический состав исследованных образцов, масс. %
|
Al |
Si |
Fe |
Cu |
Mn |
Mg |
Cr |
Zn |
Ti |
|
Основа |
0,02 |
0,052 |
1,5 |
0,01 |
2,4 |
0,19 |
5,8 |
0,02 |
Наб люд а е тс я ти п и чн а я, ярк о в ыраженная де н д ри тн а я с тру к ту ра , хара к те рна я д ля ли т ых алю ми н и е в ых с п ла в ов . Д ля оп ре де ле н и я х ими че ск ого с о с та в а о с е й д е н д ри тов и м е ж д ендритных о бъем о в эт о г о обр аз ца, с цел ь ю о ценки ст епени х им ич еско й не о дно р о дно ст и структ ур ы , пр о ведены сист ем ат ич еские исследо вания на р ас т р о во м м икро ско пе. Н а р ис. 1 , б де н д ри тн ы е ос и в ыгля дят те мн ыми , а м е жде н д ри тн ы е учас тк и в ыг ляд ят с в е тл ыми .
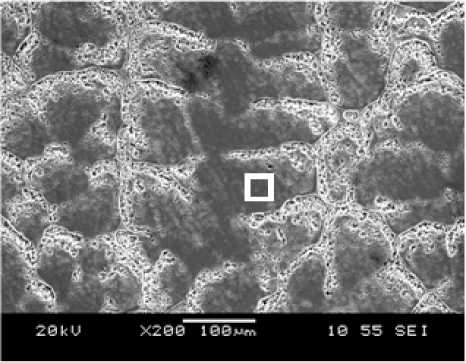
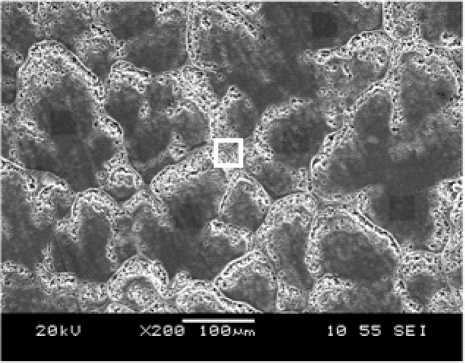
Изоб раж е н ия, пол учен ны е н а рас тров ом ми к рос коп е , пре дста в ле ны н а ри с . 2, а в ы деленный квад ра т, ра зме р ам и 30 x 30 мкм соотв ет ству е т уча стк у, в к отором оп ре де ле н х имический состав.
Р ез у льтаты д е с яти п ос лед ов а те льных и змере н ий хи м и че ск ого с о с та в а п о ос ям д е н дритов представлены в табл. 2.
Аналогичные определения состава участков в междендритных объемах представлены в табл. 3 (масс. %).
Сравнивая содержание легирующих элементов по осям дендритов и в междендритных объемах, следует отметить значительное несоответствие локального состава с марочным составом сплава В95. Это отклонение, в той или иной форме, является мерой негомо-генности сплава.
Критерием гомогенности γ может служить степень приближения составов локальных объемов литых сплавов к марочному составу. Измерения содержания легирующих элементов удобнее проводить, как показывает опыт, по осям дендритов, которые надежно выявляются при стандартном травлении для анализа микроструктуры. Дендриты, как пра-
а)
б)
а)
Рис. 2. Участки определения химического состава: а – на осях дендритов; б – в междентритных областях
Рис. 1. Микроструктура литого образца сплава В95 после предварительного отжига, х 50: а - оптическая металлография; б – изображение аналогичного участка этого образца, полученное на растровом микроскопе JEOL JSM–6460 ULV
б)
Таблица 2
Химический состав в осях дендритов сплава В95, масс. %
|
Участки измерения химического состава по осям дендритов |
№ |
Mg |
Al |
Cr |
Cu |
Zn |
|
1 |
1,37 |
93,97 |
0,32 |
0,70 |
3,64 |
|
|
2 |
1,35 |
93,87 |
0,47 |
0,33 |
3,98 |
|
|
3 |
1,53 |
93,88 |
0,29 |
0,46 |
3,84 |
|
|
4 |
1,47 |
93,80 |
0,20 |
0,45 |
4,08 |
|
|
5 |
1,34 |
94,50 |
0,18 |
0,38 |
3,60 |
|
|
6 |
1,50 |
93,85 |
0,31 |
0,26 |
4,09 |
|
|
7 |
1,43 |
93,77 |
0,27 |
0,59 |
3,94 |
|
|
8 |
1,41 |
94,47 |
0,37 |
0,19 |
3,55 |
|
|
9 |
1,36 |
94,31 |
0,27 |
0,50 |
3,56 |
|
|
10 |
1,46 |
93,67 |
0,32 |
0,50 |
4,05 |
|
|
Среднее |
1,42 |
94,01 |
0,30 |
0,43 |
3,83 |
|
|
Марочный состав |
2,4 |
90,0 |
0,19 |
1,5 |
5,8 |
Таблица 3
Химический состав в междендритных объемах сплава В95, масс. %
Примем за величину, характеризующую степень негомогенности литого сплава, величину отклонения состава от марочного
Δ = (qсреднее – qмарочное) / qмарочное, где qсреднее и qмарочное – содержание соответствующих легирующих элементов, представленное в табл. 2. Тогда критерий гомогенности можно представить как
γ i = 1 – Δ.
Для совершенного гомогенного сплава значение критерия гомогенности должно приближаться к 1.
Рассчитанные по данной формуле значения критерия гомогенности γ i для основных легирующих элементов литого сплава В95 составляют: γ Mg = 0,59; γ Cu = 0,29; γ Zn = 0,61. А средний коэффициент гомогенности стал равен γ ∑ = 0,503.
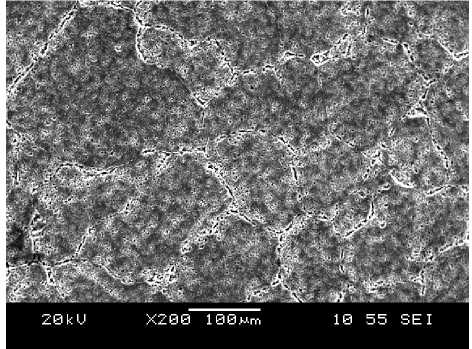
В качестве контрольного примера приведем аналогичные измерения на образце после качественного гомогенизационного отжига, микроструктура которого представлена на рис. 3.
Результаты десяти последовательных измерений состава образца после гомогенизационно-го отжига при 450–470 °С в течение 36 ч в центре гомогенизированных зерен и по их границам представлены в табл. 4 и табл. 5 соответственно.
Сравнивая содержание легирующих элементов в центре зерен и по границам гомогенизированных зерен, следует отметить, что локальный состав зерен и в центре, и на границах стал близок к марочному составу сплава В95. На это указывает и близкий к 1 введенный ранее условный коэффициент гомогенности γ. Действительно, рассчитанные по приведенной выше методике коэффициенты гомогенности, стали близки к 1: γ Mg = 0,84; γ Cu = 0,98; γ Zn = 1. А средний коэффициент гомогенности стал равен γ ∑ = 0,94.
а)
б)
Рис. 3. Микроструктура образца сплава В95 после полноценного гомогенизационного отжига: а – оптическая металлография ( х 100); б - изображение аналогичного участка этого образца, полученное на растровом микроскопе JEOL JSM-6460 ULV ( х 200)
Таблица 4
Химический состав в центре гомогенизированных зерен сплава В95, масс. %
|
Участки измерения химического состава |
№ |
Mg |
Al |
Cr |
Cu |
Zn |
|
1 |
1,70 |
91,37 |
0,39 |
1,40 |
5,114 |
|
|
2 |
2,01 |
90,29 |
0,33 |
1,60 |
5,77 |
|
|
3 |
2,10 |
90,64 |
0,45 |
1,24 |
5,57 |
|
|
4 |
1,97 |
90,40 |
0,14 |
1,75 |
5,74 |
|
|
5 |
2,12 |
90,62 |
0,14 |
1,50 |
5,61 |
|
|
6 |
2,31 |
89,38 |
0,27 |
1,61 |
6,43 |
|
|
7 |
1,93 |
90,39 |
0,33 |
1,62 |
5,73 |
|
|
8 |
2,00 |
90,62 |
0,13 |
1,49 |
5,76 |
|
|
9 |
2,04 |
90,24 |
0,32 |
1,55 |
5,84 |
|
|
1 0 |
2,04 |
89,65 |
0.35 |
1,49 |
6,47 |
|
|
Среднее |
2,02 |
90,36 |
0,28 |
1,52 |
5,81 |
|
|
Марочный состав |
2,4 |
90,0 |
– |
1,5 |
5,8 |
Таблица 5
Химический состав по границам гомогенизированных зерен сплава В95, масс. %
|
Участки измерения химического состава |
№ |
Mg |
Al |
Cr |
Cu |
Zn |
|
1 |
1,90 |
90,85 |
0,20 |
1,44 |
5,62 |
|
|
2 |
1,85 |
90,42 |
0,19 |
1,73 |
5,81 |
|
|
3 |
1,94 |
90,63 |
0,14 |
1,47 |
5,81 |
|
|
4 |
2,05 |
90.69 |
0,25 |
1,14 |
5,87 |
|
|
5 |
1,89 |
90,65 |
0,13 |
1,38 |
5,95 |
|
|
6 |
1,88 |
90,49 |
0,18 |
1,69 |
5,76 |
|
|
7 |
1,80 |
91,42 |
0.27 |
1,53 |
4,98 |
|
|
8 |
2,06 |
90,22 |
0,17 |
1,55 |
6,00 |
|
|
9 |
1,92 |
90,54 |
0,14 |
1,50 |
5,89 |
|
|
1 0 |
2,06 |
90,18 |
0,10 |
1,68 |
5,98 |
|
|
Среднее |
1,94 |
90,61 |
0,18 |
1,51 |
5,77 |
|
|
Марочный состав |
2,4 |
90,0 |
– |
1,5 |
5,8 |
Выводы
-
1. Результаты измерений состава локальных участков сплава показали, что для литого состояния характерно значительное несоответствие состава этих областей марочному составу сплава.
-
2. Результаты измерений состава локальных участков этого же сплава после гомоге-низационного отжига указывают на приближение состава всех локальных участков по составу к марочному составу сплава.
-
3. Предложенный метод можно рекомендовать в качестве аналитического способа для оценки степени гомогенности алюминиевых литых сплавов.
-
4. В качестве критерия гомогенности γ можно предложить обобщенный статистический показатель, построенный на основе анализа дисперсий локальных составов по осям дендритов и междендритных областей.
Список литературы Аналитические возможности оценки степени гомогенности литых алюминиевых сплавов
- Мондольфо, Л.Ф. Структура и свойства алюминиевых сплавов/Л.Ф. Мондольфо. -М.: Металлургия, 1979. -640 с.
- Новиков, И.И. Дендритная ликвация в сплавах/И.И. Новиков, B.C. Золоторевский. -М.: Наука, 1966. -155 с.
- Колачев, Б.А., Металловедение и термическая обработка цветных металлов и сплавов/Б.А. Колачев, В.И. Елагин, B.A. Ливанов. -М.: МИСИС, 1999. -416 с.
- Гуляев, А.П. Металловедение/А.П. Гуляев. -М.: Металлургия, 1986. -544 с.
- Бродова, И.Г. Закономерности формирования литой структуры переохлаждённых сплавов Al-Ti/И.Г. Бродова, И.В. Поленц, В.О. Есин//ФММ. -1992. -№1. -С. 84-89.
- Effect of Ag content and heat treatment on the stress corrosion cracking of Al-4.6Cu-0.3Mg alloy/C.-H. Chang, S.-L. Lee, J.-C. Lin, et al.//Mater. Chem. Phys. -2005. -No. 91. -Р. 454-462 DOI: 10.1016/j.matchemphys.2004.12.009
- Superplastic deformation of a heat-resistant Al-Cu-Mg-Ag-Mn alloy/D. Xiao, J. Wang, K. Chen, B. Huang//J. Mater. Process. Technol. -2009. -No. 209. -Р. 3300-3305 DOI: 10.1016/j.jmatprotec.2008.07.053
- The effect of cold work on the precipitation of Ω and θ′ in a ternary Al-Cu-Mg alloy/N. Ünlü, B.M. Gamble, G.J. Shiflet, E.A. Starke Jr.//Metall and Mat Trans A. -2003. -Vol. 34. -Р. 2757-2769 DOI: 10.1007/s11661-003-0177-y
- Плавка и литье алюминиевых сплавов: справ. изд./М.Б. Альтман, А.Д. Андреев, Г.А. Балахонцев и др. -2-е изд., перераб. и доп. -М.: Металлургия, 1983. -352 с.
- Елагин, В.И. Легирование деформируемых алюминиевых сплавов переходными металлами/В.И. Елагин. -М.: Металлургия, 1975. -248 с.
- Новиков, И.И. Теория термической обработки металлов/И.И. Новиков. -М.: Металлургия, 1986. -382 с.
- Birol, Y. Impact of homogenization on recrystallization of a supersaturated Al-Mn alloy/Y. Birol//Scripta Mater. -2009. -Vol. 60. -Р. 5-8 DOI: 10.1016/j.scriptamat.2008.07.047
- The microstructure evolution of an Al-Mg-Si-Mn-Cu-Ce alloy during homogenization/Y. Wu, J. Xiong, R. Lai, et al.//J. Alloys Compd. -2009. -Vol. 475. -Р. 332-338 DOI: 10.1016/j.jallcom.2008.07.032
- Microstructure evolution during homogenization of a τ-type Mg-Zn-Al alloy/J. Zhang, R. Zuo, Y. Chen, et al.//J. Alloys Compd. -2008. -Vol. 448. -Р. 316-320 DOI: 10.1016/j.jallcom.2006.10.135
- Золоторевский, В.С. Структура и прочность литых алюминиевых сплавов/В.С. Золоторевский. -М.: Металлургия, 1981. -192 с.
