Аналитическое исследование температурного поля поверхностного слоя валков горячей прокатки алюминиевых сплавов

Автор: Гречников Ф.В., Уваров В.В.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Механика и машиностроение
Статья в выпуске: 2 т.5, 2003 года.
Бесплатный доступ
Получено аналитическое решение уравнения теплопроводности для вращающегося цилиндра, подверженного циклическому нагреву в контакте с горячим металлом и последующему охлаждению поверхности эмульсией. Данное решение доведено до рабочей методики расчета температур в зависимости от числа оборотов валка и режимов прокатки для рабочих циклов и пауз между пропусками полос. Рекомендации по стабилизации тепловой выпуклости и доотпуску штатных валков в первой клети для повышения их эксплуатационной стойкости могут быть использованы в практике прокатного производства.
Короткий адрес: https://sciup.org/148197769
IDR: 148197769 | УДК: 621.983.321
Analytical research of a temperature field of surface layer of rolls of hot rolling of aluminum alloys
The analytical solution of a heat conduction equation for the rotated barrel subject to cyclical heating in a contact to ardent metal and the subsequent cooling of a surface by pap is obtained. The given solution is lead up to a working technique of calculation of temperatures depending on roll speed both rolling schedules for duty cycles and spaces between the passing of bands. The guidelines on stabilization of thermal convexity and reannealing of nominal rolls in the maiden cage for increase of their operational stability can be utilized in practice of rolling effecting.
Текст научной статьи Аналитическое исследование температурного поля поверхностного слоя валков горячей прокатки алюминиевых сплавов
-
1 Самарский государственный аэрокосмический университет,
-
2 Волжский филиал Института металлургии и материаловедения им. А.А. Байкова РАН, г. Самара
Получено аналитическое решение уравнения теплопроводности для вращающегося цилиндра, подверженного циклическому нагреву в контакте с горячим металлом и последующему охлаждению поверхности эмульсией. Данное решение доведено до рабочей методики расчета температур в зависимости от числа оборотов валка и режимов прокатки для рабочих циклов и пауз между пропусками полос. Рекомендации по стабилизации тепловой выпуклости и доотпуску штатных валков в первой клети для повышения их эксплуатационной стойкости могут быть использованы в практике прокатного производства.
Температурный режим поверхностного слоя валков горячей прокатки алюминиевых сплавов определяет как качество горячекатаных полуфабрикатов (плит, полос и рулонов), так и срок службы валков и зависит от целого ряда технологических параметров процесса прокатки и условий охлаждения валков.
В процессе прокатки поверхностный слой рабочих валков прокатного стана подвергается циклическому нагреву в контактной зоне и последующему эмульсионному охлаждению при выходе из контакта на каждом обороте валка. Амплитуда колебаний температуры в течение оборота с удалением от поверхности валка интенсивно уменьшается, и на некоторой глубине становится равной нулю. В более глубоких слоях она при длительной прокатке монотонно возрастает. В паузах между пропусками полос охлаждение эмульсией приводит к снижению температуры как в поверхностном слое, так и в более глубоких слоях валка.
Детальное систематическое исследование температурного поля активного поверхностного слоя, а так же глубинных слоев валка экспериментальными методами трудно осуществимо. Поэтому в данной работе, используя общие подходы к решению подобных задач [1, 2], приводятся расчетные методы и их результаты применительно к реальным режимам эксплуатации валков горячей прокатки алюминиевых сплавов многоклетьево-го стана 2800 [7].
Используя аддитивные свойства интегралов уравнения теплопроводности, температурное поле в валке рассматривается как сумма температурных полей от отдельных тепловых потоков. Результирующую температуру в момент контакта валка с горячим металлом обозначим через t’, а при отсутствии контакта через t= t» -t’», где t»- температура, обусловленная потоком тепла в массу валка, накопленного тонким его поверхностным слоем в очаге деформации, t’»- температура, обусловленная потоком тепла с поверхности валка при его эмульсионном охлаждении. В расчетах температурных полей используются следующие общепринятые обозначения:
-
X - коэффициент теплопроводности,
а - коэффициент температуропроводности, р - плотность тела, с - удельная теплоемкость, к - коэффициент теплопередачи
(вт/м2град), х - расстояние от поверхности (м), тс - время контакта (сек),
-
V- скорость прокатки (м/сек).
Составляющая tпдля поверхности валка рассчитывается через коэффициент тепло-усвоения идеально контактирующих тел т и функцию передачи тепла от полосы к валку через тонкую пленку эмульсии G по формуле [1]
/ m t П = t 0 + Г G(t пол - t 0 ) , m +1
2т t " = 1 -------- п V т + Ат
- t п ) exP
V
---x----
4 а (т + А т ) у
а величина Ат находится из условия tП = tП при т = 0. Выразив время через число оборотов т = т об ■ n = nD в / V m =
( ^ G p ) пол \ ( Х с Р ) вал
для случая однократного контакта валка с металлом на первом обороте, получим температуру от потока тепла на глубине х
G = 1
-
f к exp -
V
2 a т пол с
X
пол
А f erfc / V
kja т пол с
Х пол
A
/
индекс “ пол ” - относится к прокатываемой полосе, а “ вал ” - к телу валка.
Усреднив теплофизические свойства алюминиевых сплавов и валковых сталей и
// (tП,(р tП,(0)) f Р А tx = A I------Т expl л 2
V n+A2 V n+A J где в = x2 = x2 V
4 a т об 4 a n D в ’
приняв время контакта т с= 0,08 - 0,01 с; к = 50^10 4 вт/м 2 град при 8 = 1 - 2 мкм [1], получим т =2,077, т/(т+ 1) = 0,675, G=0,96, h =Gm/m+1=0,65. Применительно к непрерывному процессу прокатки под т 0 будем понимать температуру поверхности валка перед входом в очаг деформации. Тогда для любого числа оборотов валка n получим
A = - b- = 0,302 4 ^ h п^ об Dd6
тоб - продолжительность одного оборота валка;
A h - абсолютное обжатие в данном проходе.
Для поверхности валка при x=0
t П( n ) = ht 0 + (1 - h ) t П ( n - 1) . (1)
//
// _ ( tП ,(1) t П ,(0) )
tП = А I -----7Г ,. (3)
V n + A
При вычислении составляющей t» момент окончания нагрева поверхности от контакта с полосой т = т с рассматривается как начальный момент распространения тепла вглубь валка от мгновенного плоского источника, интенсивность которого согласно [2,3] равна:
Отрицательный тепловой поток q эм , обусловленный охлаждением эмульсией, имеющей температуру 1эм, будем считать постоянным и равным значениям [3]:
q ЭМ = a [ t П ( t ЭМ t H ) ] (4)
Температурное поле, обусловленно е этим потоком, описывается формулой [2]
„ Xcp , , q = 2J (t П у п
- t п ) \к . (2)
Процесс распространения тепла от такого однократно действующего источника при нулевой начальной температуре в теории теплопроводности описывается формулой [3]
где
Л" _ 2 qЭМ т Д x пх р F V 2 40т )
' x 2 '
= exp--
+ А т ) V 4 а( т + А т ) ,
Тогда
t " = q
J пХ с р ( т

А
/ x 2 ) = exp
4a т
V У
- п
xx ъЕI' erfгЕу
x erf 2 Дит - табулируемая функция
интеграла вероятности,
tП - средне интегральная результирующая температура поверхности валка t n = k1 (tn - t П ) ’ k1 - коэффициент осреднения, равный k1= 1,05-1,10.
Совместное решение уравнений (4) и (5)
при х = 0 дает выражение:
tП ,( n )
где
/// tП
2 ак 4т ^
I—. —f1 2 ак 4т ^ V1 + ж J
t n
V
-
tЭМ
-
t H
k
сти
Результирующая температура поверхно-(без начальной температуры tН) от еди-
ничного теплового источника q и охлаждения эмульсией qЭМ будет равна:
t "_t"'= ___1___P/+ ^k1
t n t n t n ptn + I ----7---------x
2^ оккT
/^ п/c/ 1 1
t 3M t H
.
V
к
Выразив время т через число оборотов n и обозначив
= A^t n .. . )
k = 1
D ( n - k + 1)
tn ,( k - 1)
D ( n - k + 1) ]+ t 3 - Н
Нn
-----;= + I h 1 + н4п
4n - k + 1 + A 2 (1 + H4n - k + 1)"
После аналогичных преобразований температура на глубине х перед входом в очаг деформации выразится формулой:
tx ,( n )
= а ^К 'П. k )
k = 1
- tn ,( k - 1)
) D x ,( n - k + 1) ]+ t 3-Н
Hn ■ F (n ) 1 + H4n
+ tH
(9) здесь
D x ,( n - k + 1) = lexp( - У 2 + V^ H (1 - erfy )J D ( n - k + 1 ;
F ( n - k + 1) = exp( - У 2) - V ^ y (1 - erfy );
2 ак 'jП Db _ „
—I — = Н '
4 лА ср 4V

2 4 а л О в
W = 0,6218 4V при x=5 мм,
t ЭМ t H _ t
= t Э - Н
к с учетом уравнения (3), получим
_ . V n,(l) - tn,(0) ) _nn_ n = ,n +a (1+Hn) 1+Hn -Н.(6)
В реальном процессе прокатки источник q действует многократно, т.е. при каждом обороте валка. Поэтому первый член в формуле (6) должен быть представлен многочленом, в котором каждое слагаемое k пропорцио- нально температурным напорам
/
Vt n,(k) 1 n,(k-1)/> длительность действия которых последовательно уменьшается за время одного оборота. Полная (с учетом начальной) результирующая температура поверхности валка перед входом в очаг деформации применительно к любому полному числу оборотов п = 1,2,3... выразится формулой:
= 2 ak 44D H = 0,00155 a
" 4nA c pv ’ W при D B =
=650мм; (12)
W y=vn^iTT (13)
Процесс прокатки каждой полосы N=1,2,3,… состоит из рабочих циклов длительностью n p и пауз длительностью n пз . В паузах тепловые источники q не действуют, поэтому при
(nр + nпз ) N - n пз + 1 ^ n < (n р + nпз ) N принимается tn(n) = tn(n-1) " (14)
Тогда слагаемые сумм в формулах (7) и (9), соответствующие номерам оборотов в паузах, будут выпадать, так как для них
( t n ( n ) - t n ( n - 1) ) = 0 "
Для любого угла поворота валка отно- сительно точки выхода из контакта с металлом (щ) в приведенных формулах вместо n
следует принимать n 1 + 360 O .
Формулы (7) и (9) справедливы для среднего сечения валка при прокатке широких полос или листов, когда тепловым потоком вдоль оси валка можно пренебречь. В сечениях близких к кромке проката с учетом продольного теплового потока в часть валка, не контактирующую с металлом, но охлаждаемую эмульсией, величина tП в каждом проходе составит:
tП ,( n )
= A £ [ ( ' П« )
k = 1
^^^^^^^»
t П ,( k - 1) ) D ( n - k + 1) R ( n - k + 1) ] +
t x ,( n )
где
+ t Э - Н
R ( n ) + t H ,
^ [(t П,(k) t П,(k-1) )D,(n -k+1)R (n -k+1) ] + k=1
+ t Э - Н
F(,n ) R ( n ) + t H ,
0,2 zW
R ( n - k + 1) = 0,5 + 0,5 erf I , 1
V n - k +1
так как остальные вычисляются ранее при последовательном расчете температур для меньших значений n. С учетом этого положения разработана программа расчета температурного поля в поверхностном слое валка на ПЭВМ. Расчеты выполнялись применительно к пятой и седьмой клетям непрерывной группы листопрокатного стана 2800. В расчетах принималось D в = 640мм, t пол = 400°С, tЭМ = б7°С, tН= 60°С .
Вследствие циклического нагрева от контакта с прокатываемой полосой на дуге захвата и последующего эмульсионного охлаждения поверхности, а также наличия пауз между пропусками полос, изменение температуры в точках поверхностного слоя рабочего валка носит сложный характер. Немонотонное изменение температуры в течение одного оборота с быстро затухающей амплитудой колебания при удалении от поверхности валка приведено на рис.1 . Расчеты значений температур в зависимости от угла поворота валка показали, что такой характер изменения температуры при прокатке по различным режимам распространяется примерно до глубины х = 5 мм (активный слой). На этой глубине и в более отдаленных точках (тепловое ядро) в рабочих циклах прокатки температура монотонно возрастает с каждым
z - расстояние от кромки листа до данного сечения, мм.
Для расчета температур по выведенным формулам для заданного числа оборотов n в силу их рекурентности необходим предварительный последовательный расчет температур для всех предыдущих значений п . В развертке сумм формул (7) и (9) комплекс (n-ck+ 1) меняется от п для первого члена суммы (k =1) до 1 для последнего члена (k=n). На первый взгляд кажется, что расчет по этим формулам требует значительного объема вычислений, связанных с определением всех (от k = 1 до k=n) значений коэффициентов D, D x и F при каждом новом обороте n.
Фактически, при данном n из всех значений D (n - k+1) , D х , (п - к+1) и F (п - к+1) вновь требуется рассчитать только D (n) , D x(n) и F (n) ,
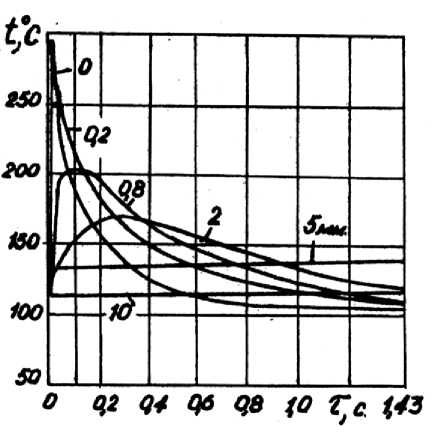
Рис.1 . Изменение температуры в поверхностном слое валка 0 640 мм в течение одного (шестого) оборота при прокатке второй полосы по режиму:
A h = 17 мм, V=1,4 м/с, а =9,700 Вт/(м 2 О С), n р =85, n пз =15.
оборотом валка. Рассчитанная по этой методике температура t x на данной глубине может быть использована в качестве граничного условия для расчета температурного поля в тепловом ядре более простыми известными методами.
Дальнейшие расчеты производились для целочисленных значений n с определением температур поверхности на входе в очаг деформации (tП), при выходе из него (t’П) и температуры на глубине 5 мм (tх). Они показали, что с увеличением числа оборотов n значения указанных температур в рабочих циклах прокатки непрерывно возрастают, но с затухающей скоростью. Во время пауз значения tП и tх снижаются также с замедляющейся скоростью постепенно приближаясь к tЭМ, но из-за их кратковременности далеко не достигая ее (рис. 2). При этом следует иметь в виду, что температура поверхности на каждом обороте циклирует между двумя соответствующими пунктирными линиями, что на рис. 2 не показано.
В процессе непрерывной прокатки полос N = 1,2,3,... со сравнительно короткими паузами между их пропусками через валки, как видно из рис.2, кривые изменения температур tП, tх ,t’П от числа оборотов n распо-
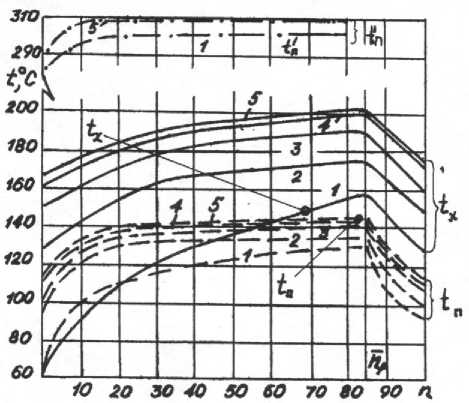
Рис.2 Зависимость температур поверхности валка ∅ 640 мм на выходе (t’ П ), входе (t П ) в очаг деформации и на глубине 5 мм (tx) от числа оборотов (n) при прокатке полос N=1,2….5 gjрежиму: ∆ h = 17 мм, V=1,4 м/с, α =9,700 Вт/(м 2 ОС), n р =85, n пз =15.
лагаются одна над другой с нарастанием N, постепенно сближаясь, но не сливаясь полностью. Однако, учитывая погрешность в выборе значений исходных параметров для расчета и требуемую в практике точность в определении температур порядка 5-10°С, можно считать, что после прокатки 4...5 полос в активной зоне рабочего валка устанавливается квазистационарный температурный режим. К аналогичным выводам пришли авторы работы [2], экспериментально изучавшие тепловой режим работы валков. Установившийся температурный режим в тепловом ядре устанавливается значительно позднее.
Наибольший практический интерес представляют значения температур поверхности и на глубине 5мм для начала прокатки (конца пауз) (tП, n пз , tх, n пз ) и конца прокатки полос (tП, n р , tх, n р ) в квазиустановившемся режиме, наступление которого в дальнейших расчетах принято при прокатке пятой полосы. Для исследования влияния режимов прокатки и охлаждения на значения этих температур проведен расчет 24 вариантов температурного поля поверхностного активного слоя.
Расчеты показали, что на тепловой режим активного слоя оказывает влияние большое число параметров: абсолютное обжатие ∆ h, скорость прокатки V, интенсивность эмульсионного охлаждения, характеризуемая коэффициентом теплоотдачи α , длина прокатанной полосы выраженная числом рабочих оборотов валка n р , длительность пауз τ пз , представленная в расчетах числом оборотов валка в паузах n пз = V τ пз / π Dв .Влияние других параметров режима (tпол, tЭМ, tН) не исследовалось, так как диапазон их изменения незначителен, и они принимались постоянными.
Наибольшее влияние на значения указанных температур оказывает абсолютное обжатие и скорость прокатки. Эта зависимость представлена графически на рис.3, который построен по данным расчета температур по разработанной методике при постоянных базовых значениях других параметров режима : nр =85, τпз ,=20с, α=7500 Вm/
(м 2 град). Зависимость tj,n где j=П,x , n = n р ,
∆h nпз , от A = 0,3024 D при V=const в ис- в следованном диапазоне изменения ∆h - практически линейная, а от скорости V - имеет более сложный характер.
Раздельное влияние каждого из трех ос- тальных параметров i=nр , τпз , α на температуры tj,n(i) оценивалось коэффициентами Kj,n(i), рассчитываемыми по формуле:
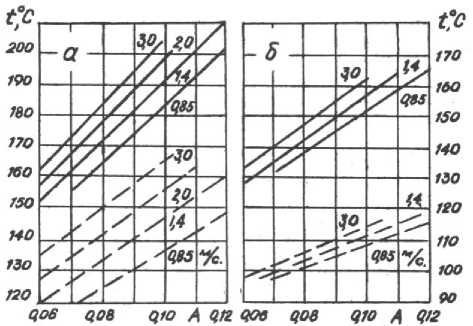
Рис.3. Зависимость установившихся температур поверхности (----) и на глубине
5 мм (-----) валка диаметром 640 мм в конце прокатки
K i , n ( i ) =
t j , n ( i ) - tЭМ tj , n ( i *) - tЭМ
в которой значения tj,n(i) определялись из температурного поля, рассчитанного для двух других, отличных от базового, значений параметров i. При этом для каждого нового значения i расчет температур tj,n(i) производился для двух - трех вариантов режима (сочетаниях основных параметров ∆h и V), для которых величина tj,n(i*) известна для базового значения i* и выбирается по графику (рис.3). Рассчитанные таким образом два-три Kj,n(i) для каждого конкретного значения i практически (с точностью до 3 %) совпадали. Рассчитано также не сколько вариантов режима одновременно с двумя новыми значениями i, отличными от базовых i*. Оказалось, что эффект попарного влияния параметров ( на Kjn(() незначителен (2-3 %) и им можно пренебречь, а совместное их влияние определять произведением значений коэффициентов K. п(г) для соответствующих i, каждо е из которых является однопараметрическим. Следует также отметить, что длительность рабочих циклов n р практически не влияет на температуры tП, nпз , и tх, nпз в конце пауз, а длительность пауз τпз (в диапазоне от 15 до 50 с) - на температуры tП, nр , tх, nр в конце рабочих циклов прокатки полос. В то же время интенсивность эмульсионного охлаждения а влияет на температуры как в конце прокатки, так и в конце пауз, причем более значительно полос при nр = 85 (а) и в конце пауз длительностью
Т пз = 20 с (б) от коэффициента обжатия
A = 0,302 4 ∆ h
в
и скорость прокатки V (цифры у
кривых) для tnan =400° С, tH =60°С , tЭМ =67°СО и а = 7500 Вт/(м 2 град).
на температуры поверхности валка.
Графики зависимости коэффициентов Kj,n от параметров i представлены на рис.4. Используя их совместно с графиками на рис. 3, можно, не прибегая к расчету по формулам (1), (5), (7), определять значения искомых температур из формулы (16) при квази-установившемся режиме прокатки с достаточной для практики точностью.
При проведении технических расчетов необходимо знать коэффициент теплоотдачи
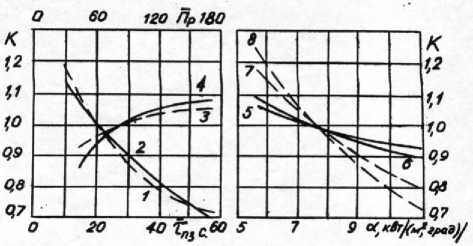
Рис. 4. Зависимость коэффициентов в формуле (18) от параметров режима прокатки и охлаждения :
1 К n ( Т пз ), 2- К , П з ( Т пз ), 3- К п , n р ( n р ),
4- Kx , n р ( n р ), 5- K x П пз ( а ), 6- K x n р ( а ),
7- КпПр (а), 8 - Кп, Ппз (а), а при охлаждении поверхности валка эмульсией, подаваемой из спрейерного устройства (коллектора) под давлением через систему форсунок. Теплофизика и гидродинамика такого процесса весьма сложны; на величину а влияет большое число факторов: удельный расход охладителя, конструкция форсунок и их расположение по углу поворота и длине валка, расстояние от форсунок до поверхности, скорость вращения валка и пр. Расчет α по критериальным зависимостям, полученным в опытах по моделированию процесса спрейерного охлаждения различных объектов [4, 5 ], из-за сложности воспроизведения всех параметров процесса дает резко различные значения - от 2000 до 20000 Вт/{м2 град). Авторы работ [1, 6] рекомендуют α от 12000 до 16000 Вт/(м2 -град). В работе [8] приводятся обобщенные по станам холодной прокатки зависимости а от удельного расхода охладителя q при подаче его через форсунки круглой и щелевой формы различных размеров, при q до 5 л/м.с. Экстраполируя эти данные до значений 10-17 л/м.с, принятых на стане горячей прокатки 2800, получим соответственно α= 6000 + 11000 Вт/{м2.град). Температуры поверхности в конце прокатки полос, рассчитанные при принятых значениях aa, близки к выборочно замеренным на рабочих валках клети № 5 стана 2800 (125 - 145°С) при прокатке по различным режимам [7].
Рассмотрим некоторые практические приложения полученных результатов расчета. Важной характеристикой режима работы стана является устойчивость теплового профиля рабочих валков при прокатке полос по различным режимам и прокатке одной полосы, которая непосредственно связана с величиной изменения температуры tx на поверхности теплового ядра (на глубине 5 мм). Анализ заводских данных по сочетанию параметров ∆ h, V, L( n р ) технологических режимов прокатки разных сплавов показывает, что значение указанной температуры в конце прокатки полос ( tx, n р ) может изменяться от 170 до 215°С в клети № 5 и от 150 до 195 °С в клети №7 при α =7500 Вт/(м 2 . град)=const.
Подчеркнем, что такие колебания температуры (следовательно, и теплового профиля) при переходе от одного режима прокатки к другому могут быть предотвращены (исключая крайние: самый легкий и самый тяжелый) соответствующим изменением интенсивности эмульсионного охлаждения. Однако в практике этот прием используется недостаточно в связи с отсутствием информации о зависимости теплового режима от режимов прокатки и охлаждения. Изменение температуры tx , при прокатке одной полосы от начальной tx, n пз ( в конце пауз ) до конечной tx, n р (в конце прокатки полосы) также связано со стабильностью тепловой выпуклости и проявляется в продольной разнотолщинности листа. Анализ результатов расчета показывает, что увеличение темпа прокатки за счет сокращения длительности пауз и интенсификация охлаждения валков уменьшают разность температур ( tx, n пз - tx, n р ), повышают устойчивость теплового профиля и уменьшают разнотолщинность листа. Напротив, длительные паузы и простои, связанные с нарушением ритма прокатки, дестабилизируют тепловой режим и снижают качество листа по разнотолщинности.
Полученные данные о значениях температуры поверхности валка в контакте с полосой tʼП позволяют судить о соответствии материала валков и температуры их отпуска после закалки условиям эксплуатации. В клети № 5 при температуре полосы 400°С ее значение, соответствующее наиболее тяжелым тепловым режимам прокатки, составляет 320 - 325°С. Отпуск штатных валков при 340°С обеспечивает их структурную стабильность в этих условиях. Рабочие валки реверсивных клетей №1 и №2 имеют более высокую нагрузку, так как температура слитков ряда марок алюминия и сплавов на его основе составляет 450°С, а абсолютные обжатия принимаются 30 - 40 мм в клети №1 и 45 - 50 мм в клети №2. Кроме того, при первых проходах в клети №1 эмульсионное охлаждение валков отсутствует. Дополнительные расчеты, проведенные для ∆h=40мм, V=1м/с, nр= 3 и α = 0 дают tʼП =360°С при tʼпол=450°C. При увеличении температуры слитка до 500°С температура поверхности валка возрастает до 385°С. С ростом температуры разогрева поверхности растет и амплитуда ее колебания в течение оборота валка и пропуска слитка. Поверхность отпущенных после закалки валков при 340°С в этих условиях теряет структурную стабильность в процессе доотпуска при разогреве ее до указанных температур и быстро выходит из строя по трещинам. Температуру отпуска рабочих валков реверсивных клетей рекомендовано повысить до 380 - 400 °С.
