Анализ формирования структурных зон в стружковом материале из сплава AD31, полученного обработкой давлением

Автор: Ковалева А.А., Аникина В.И., Загиров Н.Н.
Журнал: Журнал Сибирского федерального университета. Серия: Техника и технологии @technologies-sfu
Статья в выпуске: 3 т.7, 2014 года.
Бесплатный доступ
В статье представлена схема переработки стружки из сплава АД31 методом совмещенной прокатки - прессования с последующим волочением пресс-изделий до размеров проволоки. Исследовано формирование структуры материала по длине пресс-изделий.
Стружковый материал, структурная зона
Короткий адрес: https://sciup.org/146114844
IDR: 146114844 | УДК: 621.771:
Analysis of the formation of structural zones in the alloy AD31 swarf material prodused by pressure treatment
In this work the scheme of processing swarf from AD31 alloy by the method of combined rolling - pressing followed by drawing a press-product to the size of the wire is presented. The formation of the structure of the material by the length of the press-product has been investigated.
Текст научной статьи Анализ формирования структурных зон в стружковом материале из сплава AD31, полученного обработкой давлением
Изготовление полуфабрикатов и изделий из сплава АД31 связано с образованием большого количества отходов в виде стружки.
Основным методом утилизации металлической стружки является ее переработка методом литья. Однако этот метод имеет существенные недостатки. Низкая плотность стружки снижает производительность плавильных агрегатов. Большая удельная поверхность стружки приводит к повышенному угару и окислению содержащихся в ней легирующих компонентов. Смазочно-охлаждающая жидкость (СОЖ) на поверхности стружки увеличивает содержание газов, серы и других примесей, что ухудшает качество выплавляемого металла.
Альтернативным вариантом методу переплава выступает использование стружки, минуя ее плавильный передел. Это позволит переработать достаточно большой объем стружки (в месте их предполагаемого образования) в изделия с требуемым комплексом механических характеристик за минимальное число необходимых для этого операций, а также получить новый композиционный материал, обладающий определенным, в некоторых случаях уникальным, сочетанием свойств, обусловленных спецификой происходящих в материале структурных изменений [1].
Естественно предположить, что исходным сырьем должна служить разделенная по фракциям и химическому составу сыпучая стружка, а также по степени чистоты поверхности частиц по загрязнениям особого рода, которые обычно не учитывают при соблюдении общих требований химического состава. Особенно это относится к материалам с сильно развитой удельной поверхностью.
По аналогии с получением порошковых материалов в данной работе стружковый материал изготавливается метом прессования, совмещенного с брикетированием и последующим волочением проволоки до нужного размера.
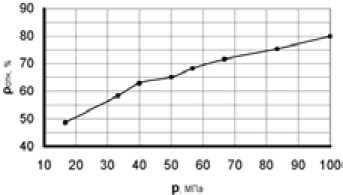
Было установлено влияние давления холодного брикетирования на плотность прямоугольных брикетов в зависимости от массы насыпки.
Массу насыпки брали равной 130, 150 и 180 г. Результаты экспериментов представлены на рис. 1. По данным, полученным экспериментальным путем, видно, что для обеспечения относительной интегральной плотности брикетов, равной 60…70 %, необходимо давление со стороны инструмента не ниже 40 МПа.
Заготовки-брикеты под последующую обработку получали компактированием стружки при давлении 100 МПа. Масса насыпки составляла 150 г, размеры брикета 15x23x200 мм, относительная плотность 80 %.
Процесс совмещенной прокатки-прессования (СПП) осуществляли на установке, смонтированной на базе прокатного стана ДУО 200. Рабочая клеть представляла собой две стальные станины закрытого типа, скрепленные между собой стяжными болтами и смонтированные на общем основании с двигателем, коробкой передач, редуктором и шестеренной клетью. В подушках на бронзовых подшипниках скольжения установлены оси, на которых крепятся валки, образующие закрытый калибр, у которого все стороны являются тянущими.
Брикеты перед прокаткой-прессованием нагревали до температуры 500±20 °С. Параллельно проводили подогрев валков установки СПП до температуры 80-100 °С.
Подачу брикетов в закрытый калибр, образованный валками, осуществляли последовательно, стремясь к сокращению до минимума пауз между их поступлением в очаг деформации. Это требовалось для обеспечения более качественной сварки между брикетами и создания тем самым относительно непрерывной подачи заготовки.
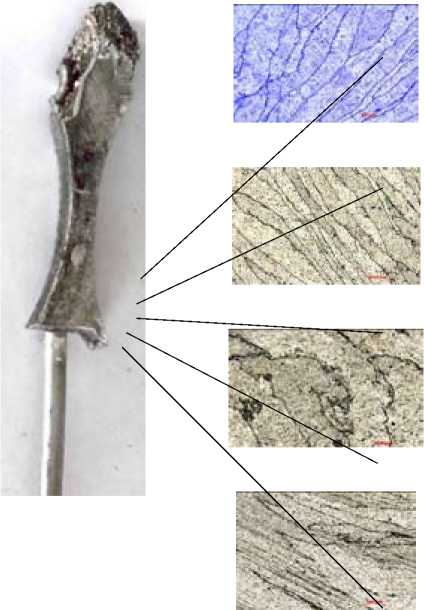
После задачи в валки последней заготовки процесс прессования до конца не доводят, привод валков отключают, в результате чего образуется так называемый недокат, вид которого приведен на рис. 2.
На нем четко просматривается наличие в зоне деформации трех характерных областей:
-
- обжатия брикета валками с одновременным уплотнением предварительно скомпакти-рованной массы стружки, что полностью соответствует стадии прокатки;
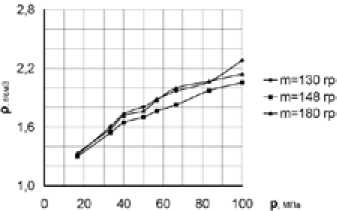
Рис. 1. А – зависимость плотности брикетов от давления брикетирования при различных значениях массы насыпки; б – зависимость средней относительной плотности брикетов от давления брикетирования
б
поперечное сечение
а
б
в
продольное сечение

г


д
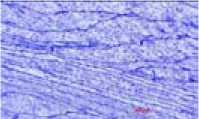
Рис. 2. Формирование структуры в зоне «недоката»
-
– распрессовки металла в расширяющейся части калибра:
-
– выдавливания металла в калибрующее отверстие матрицы, установленной на выходе из калибра.
Зазор между валками, составляющий 7–8 мм, обеспечивает уплотнение стружки на стадии прокатки до относительной плотности 85–90 %. Следовательно, в зону распрессовки поступает уже уплотненный металл, что облегчает деформацию осадки металла стружки в поперечном направлении калибра в очаге распрессовки.
Уменьшение минимальной высоты калибра нецелесообразно из-за снижения секундного объема металла стружки, проходящего через минимальное сечение калибра.
Увеличение зазора отрицательно сказывается на всем процессе прокатки-прессования, так как в силу поступления в зону распрессовки недостаточно уплотненной массы стружки последняя протекает неустойчиво или полностью отсутствует.
Анализ структур образцов, вырезанных из различных мест недоката, представленного на рис. 2, свидетельствует о том, что по мере перемещения металла стружки по очагу деформации изменения в структуре происходят соответственно схеме течения металла.
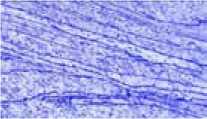
После прохождения заготовки, имеющей прямоугольное сечение, через наименьшее сечение калибра стружковый материал попадает в зону распрессовки, в которой перемещение металла происходит как в направлении истечения из матрицы, так и в сторону увеличения размера калибра по высоте.
Структура приповерхностных слоев в этой зоне имеет более тонкое строение, чем внутри прутка. Металл стружки деформируется здесь в условиях всестороннего сжатия, различного уровня напряжений и характера распределения деформации, поэтому в отдельных сечениях зоны распрессовки структуры будут различными.
В центральных слоях, располагающихся вдоль оси прессования, деформация сжатия проявляется в большей мере, чем около поверхности, что определяет некоторое расплющивание стружки и вытягивание ее в направлении истечения из матрицы (рис. 2). Пустот и пор на микроструктурах не наблюдается, что свидетельствует о достаточно компактном состоянии материала.
В области, расположенной непосредственно перед матрицей (рис. 2в), начинается формирование очага деформации, свойственного обычному процессу прямого прессования. У торцевой поверхности (зеркала) матрицы образуются упругие зоны металла, участвующие в пластической деформации и тормозящие течение металла, а зона интенсивной деформации, по форме напоминающая конус, характеризуется преимущественным течением центральных слоев и несколько сдерживающим течением периферийных.
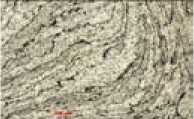
Такая тенденция наглядно прослеживается на микроструктуре образца, вырезанного в продольном направлении, где четко видно постепенное искривление формы стружек со специфическим ориентированием мест прогиба (выпуклостей), образующихся из-за повышенных скоростей перемещения металла в направлении движения прессуемого металла. При этом в этой области одновременно происходит смещение металла от периферии калибра к центру, что вызывает некоторое перекрещивание потоков и находит свое отражение на структуре образца, вырезанного в поперечном направлении.
Отставание движения периферийных слоев от центральных в направлении, параллельном оси прессования, приводит к окончательному формированию структуры в области выхода из очка матрицы (рис. 2г). В ней изгиб стружек достигает максимума, а стрела прогиба четко ориентирована в определенном направлении.
Форма изгибов течения материала показывает, что все кольцевые слои пресс-изделия подвергаются кроме основных деформаций (осевой или поперечной) деформации простого сдвига, которая увеличивается от внутренних слоев к периферийным. Таким образом, деформация в направлении течения, являющаяся результирующей основных и сдвиговых усилий, увеличивается от внутренних слоев к периферийным.
Обжимающая часть матричного канала переходит в калибрующую (калибрующий поясок). Основное силовое воздействие калибрующего пояска на прессуемый металл заключается в торможении контактными силами трения выходящего из матрицы металла. Вследствие относительной целостности металла создается соответствующее силовое противодействие (подпор)
и этим несколько уменьшается опережение движения периферийных слоев внутренними, что позволяет сформировать окончательную структуру пресс-изделия в продольном и поперечном направлениях (рис. 2д).
Результатом проведенных полупромышленных испытаний по предлагаемому методу явилось получение стружкового материала, обладающего качественной структурой, не имеющей между стружками несплошностей, который может быть использован в качестве полуфабрикатов.
