Анализ и проектирование технологии получения проволоки ювелирного назначения из новых сплавов драгоценных металлов

Автор: Сидельников Сергей Борисович, Дитковская Юлия Дмитриевна, Лебедева Ольга Сергеевна, Лопатина Екатерина Сергеевна, Рудницкий Эдвард Анатольевич, Леонтьева Елена Сергеевна
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Обработка металлов давлением. Технологии и машины обработки давлением
Статья в выпуске: 4 т.15, 2015 года.
Бесплатный доступ
Приведена технология изготовления длинномерных деформированных полуфабрикатов для изготовления ювелирных цепей из сплавов на основе золота, серебра и палладия. С применением авторских методик расчета деформационных и энергосиловых параметров холодной сортовой прокатки и волочения проведен анализ и спроектированы новые технологические режимы обработки для ряда новых сплавов драгоценных металлов, прошедшие опытно-промышленную апробацию на ОАО «Красноярский завод цветных металлов им. В.Н. Гулидова» и позволившие повысить эффективность производства ювелирных изделий. Разработанные маршруты позволяют обеспечить равномерное распределение вытяжек по проходам, тем самым создавая благоприятные условия для обработки металла и снижения вероятности возникновения брака готовой продукции. Так при изготовлении по предложенной технологии из нового сплава красного цвета 585 ювелирной цепи типа НЦ 12-078 «Снейк», которая характеризуется наиболее сложной технологией цепевязания и повышенными требованиями к механическим свойствам деформированных полуфабрикатов, выход годного готовой продукции в виде проволоки по диаметру 0,25 мм составил 79,65 % при среднем значении на сплавах-аналогах 69,92 %, а по диаметру 0,35 мм - 79,43 % при среднем значении 77,97 %.
Системы автоматизированного проектирования, технологические процессы, ювелирные цепи, проволока, сплавы драгоценных металлов, сортовая прокатка, волочение
Короткий адрес: https://sciup.org/147156965
IDR: 147156965 | УДК: 65.011.56: | DOI: 10.14529/met150414
Analysis and technology design for the production of jewelry wire from new precious metal alloys
The technology of long deformed semi-finished products for manufacturing jewelry chains from alloys based on gold, silver and palladium is described. New technological modes of processing new precious metal alloys are analyzed and designed based on the authors’ methodologies of calculation of deformation and power parameters of cold section rolling and drawing. These technological modes were tested at JSC “The Gulidov Krasnoyarsk Non-Ferrous Metals Plant” and enabled to increase the efficiency of jewelry production. Designed directions provide uniform distribution of draws along the passes creating favourable conditions for metal treatment and reducing product defects. For instance, in the production of a NTs 12-078 “Snake” jewelry chain from a new red-coloured alloy 585 which has a complex technology and high requirements for mechanical properties of semi-finished products, the yield of 0.25 and 0.35 mm wire was 79.65% and 79.43 % respectively, while analogous alloys provided average values of 69.92 % and 77.97 %.
Текст научной статьи Анализ и проектирование технологии получения проволоки ювелирного назначения из новых сплавов драгоценных металлов
В настоящее время наблюдается повышение спроса на ювелирные изделия, однако отечественным производителям трудно конкурировать с западными из-за высокой стоимости, низкого качества и узкого модельного ряда продукции. Совершенствование материалов, технологий их обработки, проектирование и моделирование технологических процессов с помощью специализированного программного обеспечения является актуальной задачей в рамках развития ювелирного производства и обработки цветных металлов в целом. Данное исследование направлено на повышение конкурентоспособности и эффективности производства ювелирных цепей из сплавов драгоценных металлов. В связи с этим ведется создание новых сплавов на основе золота, серебра и палладия, разработка программного обеспечения для анализа, проектирования и моделирования технологических процессов, совершенствование технологий ювелирного производства.
Одной из таких типовых технологий является применяемая на ОАО «Красноярский завод цветных металлов им. В.Н. Гулидова» (ОАО «Красцветмет») технология изготовления ювелирных цепей из сплавов драгоценных металлов (рис. 1).
Она характеризуется высокой трудо- и энергоемкостью, большим количеством технологических переделов, сравнительно низкими показателями экономической эффективности производства. Основными операциями для изготовления длинномерных деформированных полуфабрикатов являются многопереходные процессы холодной сортовой прокатки и волочения. При этом литая заготовка диаметром 8–10 мм в процессе обработки металла изменяет свою форму и размеры вплоть до получения проволоки диаметром 0,25–0,35 мм. Если обрабатываемый сплав имеет повышенные прочностные свойства и сравнительно низкую пластичность, дробность деформации при прокатке и волочении может привести к быстрому упрочнению металла и обрывам. В связи с этим возникает задача правильного распределения деформационных показателей (коэффициентов вытяжки) по
Непрерывное литье заготовки
Сортовая прокатка прутка
Промежуточный отжиг
Волочение проволоки до заданного диаметра
Отжиг в непрерывной печи
Передел приемки драгметаллов и сырья
Цепевязание
Финишные операции
Рис. 1. Типовая схема изготовления ювелирных цепей переходам, определения энергосиловых параметров процесса, расчета и прогнозирования свойств деформируемого металла при его обработке на каждом из технологических переделов.
Эта задача усложняется, когда необходимо получить длинномерную продукцию из новых сплавов драгоценных металлов. В последнее время разработаны и запатентованы составы целого ряда ювелирных сплавов драгоценных металлов, обеспечивающие получение качественных изделий с повышенными механическими и эксплуатационными характеристиками.
Новые сплавы [1, 2] белого (сплав 1) и красного (сплав 2) цвета на основе золота 585 пробы обладают высоким уровнем прочностных свойств, а применение рутения в качестве модификатора обеспечивает их равномерное распределение по длине и сечению слитка и измельчение зеренной структуры. При создании сплава [3] белого цвета на основе серебра 925 пробы (сплав 3) преследовалась также и задача увеличения коррозионной стойкости. Предложенный состав сплава [4] на основе палладия 850 пробы (сплав 4) позволяет достичь высокого уровня механических и эксплуатационных свойств, а также снизить порообразование при сварке. Таким образом, новые сплавы пригодны для изготовления изделий методами литья и обработки давлением, гипоаллергенны, обладают значительным диапазоном технологических свойств и однородной мелкозернистой структурой, что обеспечивает высокое качество готовой продукции и широкие возможности их применения в ювелирном производстве.
Трудоемкие расчеты многопереходных процессов можно автоматизировать, что актуально для проектирования технологии изготовления деформированных полуфабрикатов для ювелирных цепей. Как показал анализ научно-технической литературы, разработка систем автоматизированного проектирования (САПР) велась изначально для обработки сплавов черных металлов и производства прессованных алюминиевых профилей. Поэтому методики, составляющие основу алгоритмов этих программ, непригодны для проектирования технологических режимов холодной деформации цветных металлов и их сплавов, включая драгоценные. Учеными кафедры обработки металлов давлением института цветных металлов (ИЦМиМ) Сибирского федерального университета (СФУ) были разработаны методики, алгоритмы и программное обеспечение для расчета формоизменения и энергосиловых параметров холодной сортовой прокатки и волочения цветных металлов и их сплавов [5]. На основе этих разработок создана САПР PROVOL, позволяющая анализировать существующие и проектировать новые технологические режимы деформации металла (рис. 2), производить расчет калибровки валков при сортовой прокатке, моделировать прокатный инструмент и его изготовление, в том числе и для производства ювелирных изделий [6]. Особенностью данной программы является адаптация САПР к производственным условиям ОАО «Красцветмет». В ней заложены алгоритмы расчета сортовой прокатки прутков в восьмигранных калибрах в непрерывных группах клетей прокатных станов и расчета процесса многократного волочения проволоки со скольжением, применяемые на предприятии при изготовлении различных видов ювелирных цепей из драгоценных металлов.
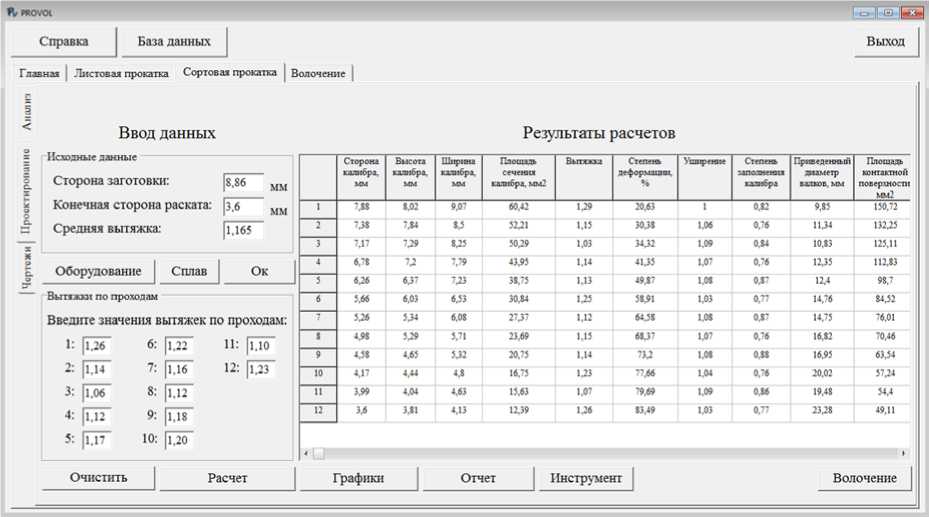
Рис. 2. Окно программы PROVOL для расчета параметров сортовой прокатки
Таблица 1
Разработанные режимы сортовой прокатки новых сплавов драгоценных металлов
|
№ калибра |
Сплав 1 |
Сплав 2 |
Сплав 3 |
Сплав 4 |
||||||||
|
λ |
P п , кН |
М п , Н·мм |
λ |
P п , кН |
М п , Н·мм |
λ |
P п , кН |
М п , Н·мм |
λ |
P п , кН |
М п , Н·мм |
|
|
1 |
1,58 |
50,7 |
0,94 |
1,58 |
49,3 |
0,91 |
1,95 |
26,9 |
0,53 |
1,95 |
55,0 |
1,07 |
|
2 |
1,23 |
46,3 |
0,45 |
1,23 |
53,3 |
0,51 |
1,18 |
28,5 |
0,28 |
1,18 |
54,2 |
0,52 |
|
3 |
1,19 |
43,4 |
0,20 |
1,19 |
50,6 |
0,23 |
1,40 |
25,8 |
0,19 |
1,22 |
48,7 |
0,24 |
|
4 |
1,24 |
40,0 |
0,31 |
1,24 |
46,3 |
0,36 |
1,36 |
24,7 |
0,20 |
1,33 |
42,3 |
0,35 |
|
5 |
1,31 |
35,7 |
0,21 |
1,31 |
40,7 |
0,24 |
1,57 |
21,9 |
0,16 |
1,33 |
37,1 |
0,21 |
|
6 |
1,34 |
32,3 |
0,25 |
1,34 |
36,1 |
0,28 |
1,35 |
21,0 |
0,14 |
1,39 |
20,4 |
0,15 |
|
7 |
1,38 |
17,5 |
0,10 |
1,59 |
16,6 |
0,11 |
1,37 |
7,3 |
0,03 |
1,55 |
21,9 |
0,13 |
|
8 |
1,17 |
18,5 |
0,09 |
1,59 |
20,2 |
0,15 |
1,27 |
8,7 |
0,04 |
1,20 |
23,1 |
0,11 |
|
9 |
1,33 |
18,1 |
0,08 |
1,51 |
20,6 |
0,10 |
1,18 |
9,7 |
0,02 |
1,24 |
22,3 |
0,07 |
|
10 |
1,20 |
18,7 |
0,09 |
1,23 |
20,6 |
0,09 |
1,43 |
10,5 |
0,06 |
1,21 |
21,8 |
0,10 |
|
11 |
1,24 |
18,5 |
0,06 |
1,53 |
19,3 |
0,08 |
1,09 |
7,7 |
0,02 |
1,41 |
20,5 |
0,08 |
|
12 |
1,21 |
18,6 |
0,08 |
1,18 |
13,1 |
0,05 |
1,64 |
9,4 |
0,04 |
1,13 |
17,5 |
0,06 |
|
13 |
1,41 |
18,0 |
0,07 |
1,15 |
16,2 |
0,02 |
1,14 |
11,8 |
0,04 |
1,37 |
20,0 |
0,07 |
|
14 |
1,13 |
15,7 |
0,05 |
1,14 |
18,2 |
0,06 |
1,19 |
12,7 |
0,02 |
1,18 |
22,6 |
0,08 |
|
15 |
1,37 |
16,4 |
0,06 |
1,19 |
19,6 |
0,03 |
1,20 |
13,7 |
0,04 |
1,10 |
23,3 |
0,01 |
|
16 |
1,18 |
17,9 |
0,06 |
1,20 |
20,9 |
0,07 |
1,23 |
23,7 |
0,08 |
|||
|
17 |
1,10 |
18,6 |
0,00 |
1,17 |
24,0 |
0,03 |
||||||
|
18 |
1,23 |
19,1 |
0,07 |
|||||||||
|
19 |
1,17 |
19,8 |
0,03 |
|||||||||
С помощью этой программы были спроектированы режимы сортовой прокатки и волочения для новых сплавов белого и красного золота, серебра и палладия. В табл. 1 приведены рассчитанные деформационные (коэффициент вытяжки λ) и энергосиловые параметры (усилие Pп и момент прокатки Мп) предложенных маршрутов сортовой прокатки новых сплавов драгоценных металлов. Расчет проводился для имеющегося на предприятии оборудования и в соответствии с применяемой на производстве схемой прокатки заготовки диаметром 8 мм до полуфабриката восьмигранного сечения со стороной 1 мм для дальнейшего волочения – в три этапа с применением промежуточных отжигов. Предложенные режимы учитывают высокие прочностные свойства сплавов, их упрочнение в процессе обработки, а также энергосиловые ограничения, обусловленные характеристиками применяемого оборудования.
Разработанные маршруты позволяют обеспечить равномерное распределение вытяжек по проходам, тем самым создавая благоприятные условия для обработки металла и снижения вероятности возникновения брака готовой продукции.
Следует отметить, что о целесообразности внедрения предложенных режимов свидетельствует их сравнение с существующими маршрутами сортовой прокатки деформированных длинномерных полуфабрикатов для изготовления ювелирных цепей. В табл. 2 представлены энергосиловые пара-
Таблица 2
Заводской режим сортовой прокатки полуфабрикатов из сплавов драгоценных металлов
|
№ калибра |
λ |
Сплав 1 |
Сплав 2 |
Сплав 3 |
Сплав 4 |
||||
|
P п , кН |
М п , Н·мм |
P п , кН |
М п , Н·мм |
P п , кН |
М п , Н·мм |
P п , кН |
М п , Н·мм |
||
|
1 |
1,37 |
56,6 |
0,98 |
53,0 |
0,91 |
29,7 |
0,51 |
65,9 |
0,54 |
|
2 |
1,01 |
56,1 |
0,02 |
61,0 |
0,02 |
31,4 |
0,01 |
70,3 |
0,08 |
|
3 |
1,07 |
55,1 |
0,31 |
60,8 |
0,35 |
31,4 |
0,18 |
69,3 |
0,32 |
|
4 |
1,15 |
49,6 |
0,22 |
56,2 |
0,25 |
29,5 |
0,13 |
62,7 |
0,23 |
|
5 |
1,19 |
46,4 |
0,34 |
53,7 |
0,40 |
29,2 |
0,22 |
58,3 |
0,26 |
|
6 |
1,20 |
42,5 |
0,20 |
49,4 |
0,24 |
28,1 |
0,14 |
52,7 |
0,17 |
|
7 |
1,18 |
40,4 |
0,27 |
46,8 |
0,31 |
27,9 |
0,19 |
49,2 |
0,18 |
|
8 |
1,10 |
38,9 |
0,08 |
44,7 |
0,09 |
27,6 |
0,06 |
46,6 |
0,09 |
|
9 |
1,20 |
36,3 |
0,24 |
41,3 |
0,27 |
26,3 |
0,17 |
42,8 |
0,14 |
|
10 |
1,19 |
33,8 |
0,13 |
38,0 |
0,15 |
25,1 |
0,10 |
39,1 |
0,09 |
|
11 |
1,12 |
33,1 |
0,17 |
36,7 |
0,19 |
24,9 |
0,13 |
37,6 |
0,10 |
Окончание табл. 2
|
№ калибра |
λ |
Сплав 1 |
Сплав 2 |
Сплав 3 |
Сплав 4 |
||||
|
P п , кН |
М п , Н·мм |
P п , кН |
М п , Н·мм |
P п , кН |
М п , Н·мм |
P п , кН |
М п , Н·мм |
||
|
12 |
1,20 |
30,6 |
0,12 |
33,5 |
0,13 |
23,4 |
0,09 |
34,2 |
0,07 |
|
13 |
1,14 |
25,5 |
0,14 |
28,6 |
0,16 |
18,1 |
0,10 |
30,0 |
0,06 |
|
14 |
1,11 |
21,0 |
0,04 |
24,4 |
0,05 |
13,4 |
0,03 |
26,3 |
0,03 |
|
15 |
1,16 |
20,9 |
0,11 |
24,3 |
0,13 |
13,8 |
0,07 |
25,9 |
0,04 |
|
16 |
1,21 |
20,4 |
0,08 |
23,7 |
0,09 |
14,1 |
0,05 |
24,9 |
0,03 |
|
17 |
1,19 |
20,4 |
0,11 |
23,4 |
0,12 |
14,5 |
0,08 |
24,3 |
0,04 |
|
18 |
1,16 |
20,1 |
0,05 |
22,8 |
0,06 |
14,7 |
0,04 |
23,5 |
0,03 |
|
19 |
1,12 |
20,2 |
0,08 |
22,6 |
0,09 |
15,0 |
0,06 |
23,3 |
0,03 |
|
20 |
1,18 |
19,6 |
0,06 |
21,8 |
0,06 |
14,8 |
0,04 |
22,3 |
0,03 |
|
21 |
1,24 |
25,1 |
0,13 |
28,3 |
0,14 |
17,7 |
0,09 |
29,7 |
0,06 |
|
22 |
1,26 |
14,3 |
0,04 |
16,7 |
0,05 |
9,4 |
0,03 |
17,8 |
0,02 |
|
23 |
1,16 |
22,3 |
0,09 |
25,9 |
0,10 |
15,4 |
0,06 |
27,2 |
0,04 |
|
24 |
1,13 |
15,1 |
0,02 |
17,4 |
0,02 |
10,7 |
0,02 |
18,1 |
0,01 |
|
25 |
1,18 |
22,9 |
0,09 |
26,0 |
0,10 |
16,5 |
0,06 |
27,0 |
0,04 |
|
26 |
1,15 |
15,4 |
0,02 |
17,3 |
0,03 |
11,4 |
0,02 |
17,8 |
0,01 |
|
27 |
1,21 |
23,2 |
0,09 |
25,8 |
0,10 |
17,5 |
0,07 |
26,4 |
0,04 |
|
28 |
1,19 |
15,5 |
0,03 |
17,0 |
0,03 |
11,9 |
0,02 |
17,4 |
0,01 |
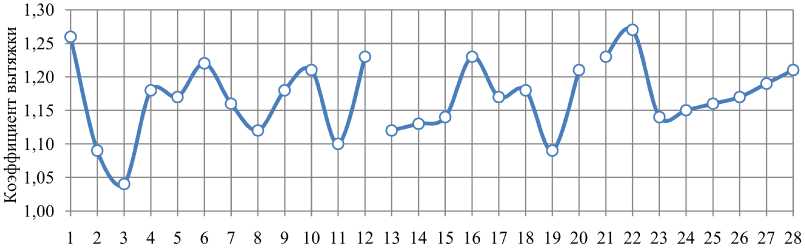
Номер прохода
Рис. 3. Изменение коэффициента вытяжки сортовой прокатки по проходам
метры обработки для новых сплавов драгоценных металлов, полученные для расчетов технологии, применяемой в условиях ОАО «Красцветмет».
Анализ полученных данных показал, что распределение деформации по проходам для принятого режима весьма неравномерно, при этом не учитывается упрочнение материала при холодной деформации, и в конце первого и второго этапов прокатки коэффициенты вытяжки λ растут (рис. 3). Это неблагоприятно сказывается на обработке металла, ведет к повышению энергосиловой загрузки оборудования и появлению трещин на раскате.
Следует отметить, что данные деформационные режимы применимы для сплавов, характеризующихся повышенными пластическими свойствами, так как не приводят к браку по указанным выше причинам. Однако обработка сплавов с повышенными прочностными характеристиками неизбежно приводит к его появлению, в том числе и в результате быстрого упрочнения металла. Так, при обработке нового сплава на основе палладия 850 пробы (сплав 4), усилие прокатки превышает допустимое, обусловленное техническими характеристиками оборудования.
Проведен анализ существующих маршрутов волочения проволоки (табл. 3). Характер распределения коэффициентов вытяжки по переходам неравномерный (рис. 4), достигаются значения, близкие к предельно допустимым.
Кроме того, оно максимально в первом проходе, что приводит к увеличению напряжения волочения и возможности обрывов проволоки. Перераспределение вытяжек по проходам при волочении позволило добиться более равномерного изменение деформации, при этом значения усилий волочения ( Р в) не превышают допустимых величин (табл. 4). Кроме того, повышаются значения коэффициента запаса (η), свидетельствующие о снижении риска образования брака в виде обрыва проволоки.
Промышленная апробация предложенных режимов сортовой прокатки и волочения проводилась на ОАО «Красцветмет» и показала, что их применение для изготовления цепей из новых
Таблица 3
Заводской маршрут волочения проволоки из новых сплавов драгоценных металлов
|
Номер прохода |
λ |
Сплав 1 |
Сплав 2 |
Сплав 3 |
Сплав 4 |
||||
|
η |
Р в , Н |
η |
Р в , Н |
η |
Р в , Н |
η |
Р в , Н |
||
|
1 |
1,56 |
1,39 |
383,5 |
1,68 |
387,7 |
1,49 |
132,1 |
1,48 |
286,2 |
|
2 |
1,27 |
2,12 |
216,6 |
2,16 |
269,0 |
2,23 |
84,0 |
2,12 |
172,3 |
|
3 |
1,31 |
1,91 |
197,6 |
1,92 |
251,0 |
2,01 |
84,0 |
1,90 |
156,8 |
|
4 |
1,36 |
1,70 |
173,0 |
1,70 |
220,4 |
1,78 |
79,9 |
1,69 |
135,8 |
|
5 |
1,44 |
1,45 |
147,6 |
1,44 |
186,6 |
1,51 |
73,1 |
1,44 |
114,2 |
|
6 |
1,24 |
2,20 |
80,1 |
2,20 |
100,2 |
2,24 |
41,8 |
2,20 |
61,2 |
|
7 |
1,27 |
2,04 |
69,6 |
2,03 |
86,4 |
2,06 |
37,3 |
2,03 |
52,7 |
|
8 |
1,31 |
1,85 |
59,4 |
1,84 |
73,2 |
1,87 |
32,6 |
1,84 |
44,7 |
|
9 |
1,36 |
1,66 |
49,4 |
1,65 |
60,4 |
1,67 |
27,6 |
1,65 |
36,9 |
|
10 |
1,46 |
1,42 |
40,4 |
1,42 |
49,1 |
1,43 |
23,0 |
1,37 |
30,6 |
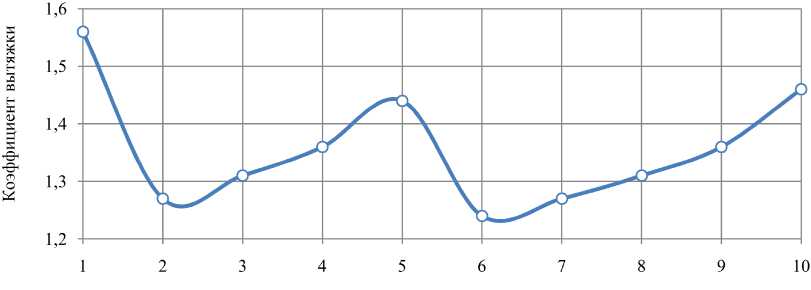
Номер прохода
Рис. 4. Изменение коэффициента вытяжки по проходам для существующего маршрута волочения
Таблица 4
Предложенный маршрут волочение проволоки из новых сплавов драгоценных металлов
Таким образом, с помощью разработанных программных средств были проанализированы и усовершенствованы маршруты волочения и сортовой прокатки для получения длинномерных деформируемых полуфабрикатов из запатентован- ных сплавов на основе золота, серебра и палладия, обладающих повышенным уровнем механических и эксплуатационных свойств. Спроектированные режимы позволяют снизить трудоемкость производства, повысить качество готовой продукции, увеличить выход годного и снизить процент брака при изготовлении ювелирных изделий. Так при изготовлении ювелирной цепи типа НЦ 12-078 «Снейк», которая характеризуется наиболее сложной технологией цепевязания и повышенными требованиями к механическим свойствам деформированных полуфабрикатов, выход годного готовой продукции в виде проволоки по диаметру 0,25 мм составил 79,65 % при среднем значении на сплавах-аналогах 69,92 %, что на 9,73 % выше среднего статистического; а по диаметру 0,35 мм, соответственно 79,43 % при среднем значении 77,97 %, что на 1,46 % выше среднего. В связи с этим предложенная технология получения длинномерных деформированных полуфабрикатов для изготовления ювелирных цепей из сплавов драгоценных металлов может быть рекомендована к внедрению в промышленное производство ОАО «Красцветмет».
Список литературы Анализ и проектирование технологии получения проволоки ювелирного назначения из новых сплавов драгоценных металлов
- Пат. 2430982 Российская Федерация. Сплав на основе золота белого цвета 585 пробы/С.Б. Сидельников, Э.В. Мальцев, Н.Н. Довженко, Д.Р. Шульгин, В.С. Биронт, А.В. Столяров, А.П. Шубаков, И.В. Усков, С.В. Беляев, Е.С. Лопатина, О.С. Лебедева, О.В. Бабушкин; заявители и патентообладатели: Открытое акционерное общество «Красноярский завод цветных металлов имени В.Н.Гулидова» (ОАО «Красцветмет») и Федеральное государственное автономное образовательное учреждение высшего профессионального образования «Сибирский федеральный университет». -№ 2010121640/02; заявл. 27.05.2010; опубл. 10.10.2011, Бюл. № 28.
- Пат. 2514898 Российская Федерация. Сплав красного цвета на основе золота 585 пробы/Н.Н. Довженко, С.Б. Сидельников, Е.С. Лопатина, А.В. Столяров, С.В. Беляев, И.В. Усков, О.С. Лебедева, Ю.Д. Гайлис; заявитель и патентообладатель Федеральное государственное автономное образовательное учреждение высшего профессионального образования «Сибирский федеральный университет». -№ 2013116285/02; заявл. 09.04.2013; опубл. 10.05.2014, Бюл. № 13.
- Пат. 2513502 Российская Федерация. Сплав белого цвета на основе серебра 925 пробы, модифицированный кремнием/С.Б. Сидельников, С.В. Беляев, А.В. Столяров, И.В. Усков, В.И. Аникина, Д.И. Усков, А.И. Аникин, Д.В. Богданов, Ю.Д. Гайлис, Е.В. Феськов; заявитель и патентообладатель Федеральное государственное автономное образовательное учреждение высшего профессионального образования «Сибирский федеральный университет». -№ 2013117667/02; заявл. 16.04.2013; опубл 20.04.2014, Бюл. №11.
- Заявка 2014130807 Российская Федерация. Сплав на основе палладия 850 пробы/Н.Н. Довженко, С.Б. Сидельников, С.В. Беляев, И.В. Усков, А.В. Столяров, Э.А. Рудницкий, Е.С. Лопатина, Ю.Д. Дитковская, Д.И. Усков; заявитель и патентообладатель Федеральное государственное автономное образовательное учреждение высшего профессионального образования «Сибирский федеральный университет». -Заявл. 24.07.2014.
- Разработка методики расчета технологических параметров получения деформированных полуфабрикатов из сплавов золота 585-й пробы/С.Б. Сидельников, Н.Н. Довженко, О.С. Лебедева и др.//Журнал Сибирского федерального университета, серия «Техника и технологии». -Т. 5, № 6. -С. 615-623.
- Разработка подсистемы САПР технологических процессов производства ювелирных изделий/С.Б. Сидельников, Н.Н. Довженко, Ю.Д. Гайлис, О.С. Лебедева//Известия МГТУ «МАМИ». Научный рецензируемый журнал. Серия 2. Технология машиностроения и материалы. -М.: МГТУ «МАМИ», 2013. -№ 2(16), Т. 2. -С. 216-220.
