Анализ эффективности присадки олова для улучшения условий стружкообразования при обработке конструкционных сталей

Автор: Никитин Михаил Сергеевич, Рябов Андрей Валерьевич
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Краткие сообщения
Статья в выпуске: 1 т.13, 2013 года.
Бесплатный доступ
Анализируется влияние олова на условия стружкообразования в процессе резания низколегированных конструкционных сталей. Проведена предварительная оценка обрабатываемости резанием стали марки 30ХМ с использованием методики ОАО «АвтоВАЗ».
Автоматная сталь, обрабатываемость резанием, олово, эффект ребиндера
Короткий адрес: https://sciup.org/147156799
IDR: 147156799 | УДК: 669.187:669.15
Analysis of effectiveness of tin addition for improving chip formation in machining structural steels
The paper analyses the effect of tin on chip formation during cutting of low-alloy structural steels. Machinability of the 30KhM steel is preliminarily estimated using the technique of JSC “AvtoVAZ”.
Текст краткого сообщения Анализ эффективности присадки олова для улучшения условий стружкообразования при обработке конструкционных сталей
Широко известные недостатки автоматных сталей [1], обеспечивающих возможность комплексной автоматизации производства, обусловливают продолжение поиска новых способов улучшения условий процесса резания металлических материалов, в том числе и за счет альтернативных легирующих элементов, в качестве одного из которых может рассматриваться олово [2, 3].
В настоящее время на машиностроительных предприятиях зачастую используются ускоренные методы определения обрабатываемости резанием. В частности, между процессами в зоне первичной деформации и на передней поверхности инструмента существует тесная взаимосвязь. Любое изменение условий трения на площадке контакта влияет на протекание деформационных процессов и характер стружкообразования [4]. В свою очередь, форма образующейся стружки является одним из важнейших критериев оценки обрабатываемости стали и может рассматриваться в качестве показателя ее сопротивления резанию. В связи с этим в работе была проведена предварительная оценка механической обрабатываемости металла с повышенным содержанием олова по методике ОАО «АвтоВАЗ».
В качестве объекта исследования была выбрана сталь марки 30ХМ с базовым составом по
ГОСТ 4543–71. Выплавка производилась в лабораторной индукционной печи. Для легирования использовали олово квалификации ЧДА в соответствии с ТУ 6-09-2704-88. Перед выпуском стали из печи отбиралась проба для определения химического состава методом атомно-адсорбционного анализа, результаты которого представлены в табл. 1.
Слитки подвергались горячей обработке давлением методом свободной ковки на молотах до получения прутков квадратного профиля, которые впоследствии перетачивались на круг диаметром 20 мм. На полученных заготовках были сформированы четыре участка, каждый из которых подвергался механической обработке на токарновинторезном станке типа 16К20 инструментами из быстрорежущей стали марки Р6М5 по соответствующему режиму. Технологические параметры процесса резания приведены в табл. 2. Внешний вид образцов до и после механической обработки изображен на рис. 1.
В ходе изучения условий процесса резания производили оценку формы и характера стружки, образующейся при точении базовой стали 30ХМ и стали, дополнительно легированной оловом. Форма и характер стружки представлены на рис. 2.
В процессе точения образцов без добавок олова, как и в случае лезвийной обработки боль-
Таблица 1
Химический состав стали
|
Номер слитка |
Содержание элементов, мас. % |
|||||||||
|
С |
Mn |
Si |
P |
S |
Cr |
Ni |
Mo |
Cu |
Sn |
|
|
1 |
0,30 |
0,57 |
0,31 |
0,018 |
0,014 |
0,90 |
0,18 |
0,18 |
0,11 |
0,006 |
|
2 |
0,29 |
0,45 |
0,21 |
0,020 |
0,012 |
0,86 |
0,15 |
0,18 |
0,14 |
0,145 |
Таблица 2
Режимы резания
|
Номер режима |
Элементы режима резания |
||
|
Скорость резания, м/мин |
Подача, мм/об |
Глубина резания, мм |
|
|
1 |
15 |
0,1 |
0,5 |
|
2 |
30 |
0,1 |
1,0 |
|
3 |
45 |
0,1 |
1,0 |
|
4 |
60 |
0,1 |
1,0 |
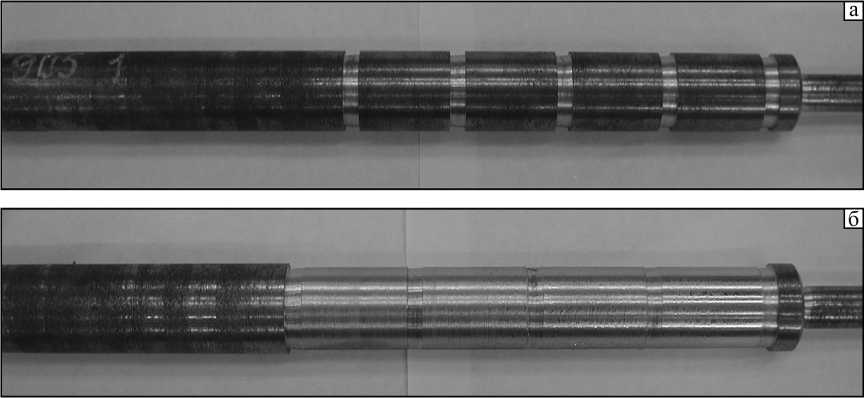
Рис. 1. Вид образцов до (а) и после (б) проведения испытаний

Рис. 2. Стружка образцов стали 30ХМ: а – без добавок олова; б – c 0,145 % олова
шин ст ва лег и р о ва нн ы х с т а л ей , по м е р е у в ел и че н ия с к о р о с ти р е з ани я с т ружка с к а л ыва ни я п ер е х о д и т в с ливную (р и с. 2 , а). Он а схо ди т в ви д е дл и н н ых п оло с и л и с пи р али и на м а т ыв ае т с я н а м е х а н и змы с т а нк а, ин с т ру ме н т и о б р а б ат ы вае мую з аготовку, что особенно недопу сти мо в у с л о вия х а вт о матизи р о ва нн о г о п р о и з во д с т ва . Пр и п о вы шен н о м сод ер ж а н ии о ло ва в стал и н а б лю д ае т ся ул уч ше н и е у с ло в ий п р о ц е с с а р е за н и я , ч т о в ыра ж а ется в фо р м и р о в ан ии лом к о й с т ружки, и м е ю щей н е р ег ул я рн у ю фо р м у (ри с. 2 , б ).
Стружка, которая сходит в виде длинных прямых или свернутых в спирали большего или меньшего радиуса полос (рис. 2, а), обматывается вокруг режущего инструмента и детали. Стружка такой формы угрожает безопасности рабочего персонала и может привести к преждевременному износу резца и повреждению обрабатываемой заготовки, а также к понижению производительности станка. Кроме того, она загромождает цех, по- скольку ее объем может в десятки раз превышать объем снятого металла. Наряду с этим короткая завитая или дробленая ломкая стружка (рис. 2, б) занимает в несколько раз меньший объем, чем стружка базовой стали. Она скручена в тугие спирали небольшого радиуса, что уменьшает площадь ее соприкосновения с передней гранью инструмента и снижает силы трения на контактных площадках, обусловливая повышение стойкости резцов [5].
Вид образующейся стружки во многом определяется физико-механическими свойствами обрабатываемого материала. В частности, уменьшение его пластичности и вязкости оказывает существенное влияние на процесс лезвийной обработки и способствует получению более благоприятной стружки в форме спирали или отрезков небольшой длины [6].
Улучшение условий резания стали с присадкой олова обусловлено несколькими причинами. Во- первых, олово образует с железом твердый раствор замещения и вызывает твердорастворное упрочнение, повышая временное сопротивление стали.
Во-вторых, в результате дополнительного легирования снижается пластичность ферритной составляющей структуры, что связано прежде всего с уменьшением энергии межзеренного сцепления, обусловленным сегрегацией олова на границах зерен. Вследствие этого происходит переход к интеркристаллитному хрупкому разрушению и уменьшение ударной вязкости металла [7].
Кроме того, облегчение деформации и разрушения поверхностных слоев стали связано с явлением адсорбционного понижения ее прочности и пластичности. В результате адсорбции олова в междендритных пространствах и на границах зерен проявляется так называемый внутренний эффект Ребиндера, который приводит к охрупчиванию обрабатываемого материала. Это вызывает уменьшение работы образования новых поверхностей и облегчение распространения микротрещин, возникающих и развивающихся по дефектам структуры или в результате скоплений дислокаций [8], формированию которых, как уже было отмечено ранее, способствует и присутствие в кристаллической решетке железа атомов олова.
Повышение обрабатываемости резанием при некотором понижении прочности и пластичности готовых изделий из представленных конструкционных марок стали имеет суммарный положительный эффект, связанный с увеличением производительности механической обработки.
Выводы
Условия процесса стружкообразования при механической обработке резанием конструкционных низколегированных сталей могут быть несколько улучшены за счет их дополнительного легирования оловом. Положительный эффект объясняется твердорастворным упрочнением и эффектом Ребиндера.
Исследование выполнено при финансовой поддержке РФФИ в рамках научного проекта № 13-0800638.
Список литературы Анализ эффективности присадки олова для улучшения условий стружкообразования при обработке конструкционных сталей
- Никитин, М.С. К вопросу об оценке степени усвоения и равномерности распределения олова при легировании стали/М.С. Никитин, А.В. Рябов//Вестник ЮУрГУ. Серия «Металлургия». -2011. -Вып. 17. -№ 36 (253). -С. 26-29.
- Application of Grain Boundary Engineering in Lead-free «Green Steel»/A.J. Deardo, C.I. Garcia, M.J. Hua, M.K. Miller//ISIJ International. -2003. -Vol. 43, no. 12. -P. 2023-2027.
- Никитин, М. С. Получение сталей повышенной обрабатываемости резанием с применением нетоксичных легирующих элементов/М.С. Никитин, А.В. Рябов//VI Междунар. науч.-техн. конф. «Современные методы и технологии создания и обработки материалов»: сб. материалов. В 3 кн. -Минск: ФТИ НАН Беларуси, 2011. -Кн. 1. -С. 222-227.
- Бобров, В. Ф. Основы теории резания металлов/В.Ф. Бобров. -М.: Машиностроение, 1975. -344 с.
- Вульф, А.М. Резание металлов/А.М. Вульф. -2-е изд. -Л.: Машиностроение, 1973. -496 с.
- Ящерицын, П.И. Теория резания: учеб./П.И. Ящерицын, Е.Э. Фельдштейн, М.А. Корниевич. -2-е изд., испр. и доп. -М.; Минск: Новое знание, 2007. -512 с.
- Утевский, Л.М. Обратимая отпускная хрупкость стали и сплавов железа/Л.М. Утевский, Е.Э. Гликман, Г.С. Карк. -М.: Металлургия, 1987. -222 с.
- Основы трибологии (трение, износ, смазка): учеб. для вузов/А.В. Чичинадзе, Э.Д. Браун, Н.А. Буше и др.; под ред. А.В. Чичинадзе. -М.: Машиностроение, 2001. -664 с.
