Анализ качества втулок цилиндров двигателей методом неразрушающего контроля

Автор: Скобло Т.С., Сидашенко А.И., Ровный Е.В., Марченко М.В., Рыбалко И.Н., Сайчук А.В.
Журнал: Агротехника и энергообеспечение @agrotech-orel
Рубрика: Научно-техническое обеспечение процессов и производств в АПК и промышленности
Статья в выпуске: 5 (9), 2015 года.
Бесплатный доступ
Установлено, что коэрцитивная сила в большей мере, чем твёрдость, является параметром, характеризующим качество изделия и по её существенным отклонениям с большей достоверностью можно судить о структуре металла, уровню напряжений в отливке и соответствию её требованиям нормативно-технической документации.
Втулка цилиндров, высокопрочный чугун, качество, коэрцитивная сила, твёрдость, центробежное литьё
Короткий адрес: https://sciup.org/14770117
IDR: 14770117 | УДК: 621.43-222-252.6:005.52.004.12.008.6
Текст научной статьи Анализ качества втулок цилиндров двигателей методом неразрушающего контроля
Согласно данным нормативно-технической документации, такие втулки цилиндров (рис. 1) изготавливают из высокопрочного чугуна (C = 3,4-3,6%; Si = 1,8-2,3%; P ≤ 0,08%; S ≤ 0,01%; Cr ≤ 0,08%; Mn = 0,4-0,7%; Ni ≤ 0,5%; Cu = 0,40-0,60%; Mo = 0,25-0,45%; Mg = 0,04-0,08%), которые подвергают термической обработке – нормализации (твёрдость 229-285НB; временное сопротивление разрыву σв ≥ 539МПа; относительное удлинение δ ≥ 1,5%; толщина азотированного слоя ≥ 0,60мкм и его твёрдость ≥ 460НV; хрупкость – групп I и II). Структура металла должна иметь включения графита
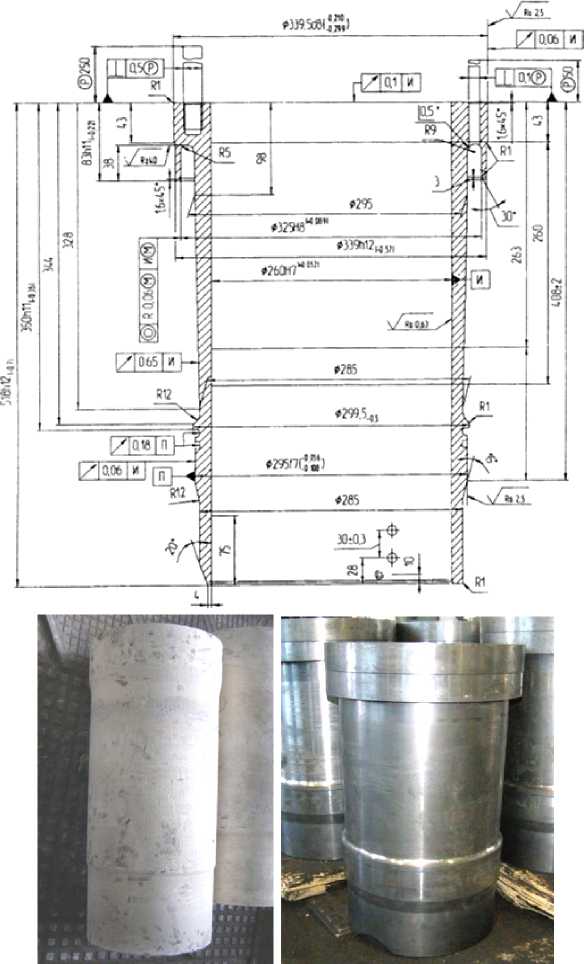
Рисунок 1 - Втулка цилиндра
(шкала 3А) - ШГф3, ШГф4, ШГф5 (ГОСТ 3443), пластинчатый перлит или высокоотпущенный бейнит (ПТ1) до 30% с долей перлита (шкала 6Г) - П, П96, П92, П85; по площади фосфидной эвтектике (шкала 9Г) -ФЭп2000, ФЭп6000 и распределению включений (шкала 9Б) - ФЭр1; по строению включений эвтектики (шкала 9А) - ФЭ1, ФЭ2, ФЭ3, ФЭ4, ФЭ5. Структурно-свободный цементит не допускается.
Измерения коэрцитивной силы производили прибором КРМ-Ц-К2М, а обработку информации осуществляли в соответствии с отраслевым украинским стандартом «Неразрушающий контроль качества магнитным методом деталей при их изготовлении, техническом обслуживании и ремонте» СОУ 29.32.4-37-532:2007 [1].
Целью исследований явилось установление связи в отливках из высокопрочного чугуна «твёрдость - коэрцитивная сила» и «структура металла - коэрцитивная сила». Для реализации поставленной цели провели статические исследования этих показателей.
Результаты исследований. Из всей анализируемой выборки изделий только 48% соответствовало требованиям по уровню твёрдости и 64% по микроструктуре. И лишь 28% изделий соответствовало одновременно требованиям по твёрдости и микроструктуре металла.
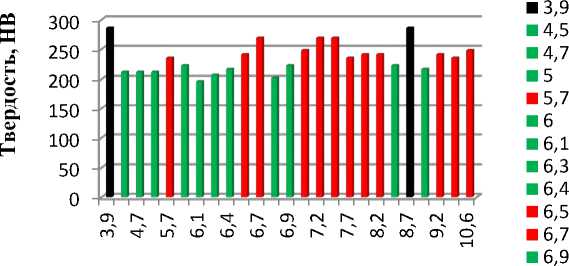
Выбрали 25 втулок для детального анализа (рис. 2). Показана динамика несоответствия втулок требованиям (выше и ниже таких показаний). Из графика видно, что 8% втулок цилиндров по уровню твёрдости находится выше верхнего предела, 44% - ниже нижнего предела и 48% втулок цилиндров соответствуют требованиям.
По данным показаний коэрцитивной силы [2-6], которые были получены на Береславском машиностроительном заводе при статистических измерениях, получили информацию о значениях верхней, средней и нижней зон втулок цилиндров (табл. 1).
Из данных таблицы не просматривается особой закономерности в уровне связи твёрдость-коэрцитивная сила. Коэрцитивная сила изменяется более существенно лишь в отдельных отливках от 20% до 60%, в основном, колебания в одной втулке цилиндров составляют до 5-10%. Как показал анализ, наблюдаемое связано с большим числом факторов: ликвацией компонентов при модифицировании чугуна; неоднородностью процесса кристаллизации втулки цилиндра из-за разной толщины стенки используемой металлической формы; наличием напряжений из-за различных условий кристаллизации верхней и нижней зон изделия. Кроме того, исследованиями было установлено, что имеет место неравномерный нагрев втулок цилиндров в печи при их нормализации.
■ 6,9
Коэрцитивная сила, Нс
Рисунок 2 - Зависимость твёрдость-коэрцитивная сила
– выше верхнего предела значений по твёрдости; – ниже нижнегопредела значений по твёрдости; – соответствует требованиям предела значений по твёрдости
Таблица 1 - Данные показаний коэрцитивной силы
|
1 |
Верхняя часть |
и = |
Средняя часть |
О 1 |
Нижняя часть |
о = |
1 5 |
S |
5 |
1 |
||||||
|
196 |
5,6 |
5,4 |
5,7 |
5,6 |
7,8 |
7,9 |
8,2 |
8,0 |
7,6 |
7,8 |
8,6 |
8,0 |
7,2 |
5,4 |
8,6 |
3,2 |
|
217 |
5,1 |
4,9 |
4,9 |
5,0 |
4,9 |
4,7 |
5,1 |
4,9 |
5,1 |
5,0 |
5,3 |
5,1 |
5,0 |
4,9 |
5,3 |
0,4 |
|
217 |
6,6 |
6,7 |
6,7 |
6,0 |
6,2 |
6,1 |
6,2 |
6,4 |
6,3 |
6,4 |
6,0 |
6,7 |
0,7 |
|||
|
212 |
6,6 |
7,0 |
7,0 |
6,9 |
6,5 |
6,5 |
6,4 |
6,5 |
6,8 |
6,9 |
6,8 |
6,8 |
6,7 |
6,4 |
7,0 |
0,6 |
|
248 |
7,2 |
7,1 |
7,1 |
7,1 |
6,9 |
6,9 |
6,9 |
6,9 |
7,1 |
7,1 |
7,0 |
7,1 |
7,0 |
6,9 |
7,2 |
0,3 |
|
223 |
6,7 |
6,9 |
6,8 |
6,8 |
6,5 |
7,1 |
6,7 |
6,8 |
7,1 |
6,9 |
7,2 |
7,1 |
6,9 |
6,5 |
7,2 |
0,7 |
|
212 |
6,6 |
6,4 |
6,1 |
6,4 |
5,4 |
5,4 |
5,4 |
5,4 |
6,0 |
6,3 |
5,9 |
6,1 |
6,0 |
5,4 |
6,6 |
1,2 |
|
212 |
5,2 |
5,5 |
5,6 |
5,4 |
5,0 |
5,1 |
5,2 |
5,1 |
5,5 |
5,7 |
5,6 |
5,6 |
5,4 |
5,0 |
5,7 |
0,7 |
|
241 |
6,8 |
6,8 |
6,8 |
6,8 |
7,7 |
7,8 |
7,9 |
7,8 |
8,0 |
8,1 |
8,1 |
8,1 |
7,6 |
6,8 |
8,1 |
1,3 |
|
248 |
7,3 |
7,3 |
7,4 |
7,3 |
8,0 |
8,0 |
8,1 |
8,0 |
8,1 |
8,1 |
8,0 |
8,1 |
7,8 |
7,3 |
8,1 |
0,8 |
Все эти факторы оказывают влияние на структурообразование и уровень напряжений, что соответствует показаниям коэрцитивной силы. Минимальный уровень напряжений характерен для верхней части втулки цилиндра, что определяется, в первую очередь, меньшей скоростью её кристаллизации и напряжениями; средняя часть характеризуется промежуточными показаниями коэрцитивной силы. Можно предположить, что существенный вклад в изменение показаний вносит металлическая форма, которая имеет отличающуюся температуру по высоте и способствует различным условиям кристаллизации и структурообразованию.
Анализ химического состава проб, отобранных от втулок цилиндров показал, что основными ликвирующими компонентами являются углерод и сера (в 25% случаев), а также кремний (~ 50% случаев), что подтверждает не качественное модифицирование расплава SiMn-лигатурой.
Анализ структуры металла показал, что наличие цементита до 5% способствует повышению коэрцитивной силы до 10,6А/см, в то время как уровень твёрдости не превышает 248НВ, т.е. соответствует данным нормативно-технической документации.
При низкой твёрдости, равной, в среднем, 196НВ в верхней зоне отливки коэрцитивная сила не превышала Н с = 5,4-5,7А/см, а в нижней (где более тонкая изложница) – она достигала Н с = 7,6-8,6А/см, т.е. такая разница определяется отличающимися (более быстрыми) условиями кристаллизации отливки и появлением 1,5-2% цементита (рис. 3).
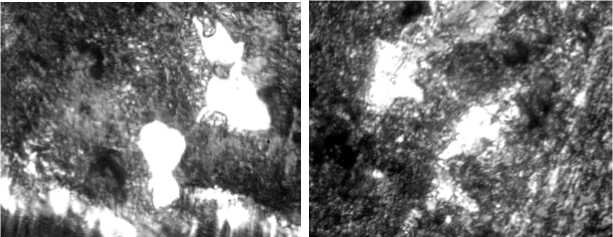
а б
Рисунок 3 - Включения цементита во втулке цилиндра а – на глубине 1-2 мм×1000; б – на глубине 4-5 мм×1000
При этом, доля перлитной (сорбитной) составляющей достигает 88%. Форма и количество графита соответствуют требованиям. Кроме цементита выявлено 3,5% ледебурита, что также не допускается.
Выводы. В результате проведенного анализа можно утверждать, что коэрцитивная сила в большей мере, чем твёрдость, является параметром, характеризующим качество изделия и по её существенным отклонениям можно судить с большей достоверностью о структуре металла, уровню напряжений в отливке и соответствию её требованиям нормативно-технической документации.
Для повышения качества изделий следует рекомендовать использование современных модификаторов типа SUPERSEED® 75 INOCULANT, RESEED® INOCULANT, FOUNDRISIL® 75 INOCULANT, которые предназначены для модифицирования отливок с предотвращением выделений карбидной фазы, а также, включающие компоненты, которые позволяют из одного ковша отливать последовательно ряд отливок, с предотвращением эффекта демодифицирования. К числу таких компонентов, в первую очередь, относится стронций.
Что касается снижения уровня напряжений, то можно рекомендовать программированный нагрев изложниц для отливки втулок с обеспечением их равномерного нагрева и однородных условий кристаллизации изделия по его высоте.
Украина, Харьков, Харьковский национальный технический университет сельского хозяйства имени Петра Василенко
Список литературы Анализ качества втулок цилиндров двигателей методом неразрушающего контроля
- Неразрушающий контроль качества магнитным методом деталей при их изготовлении, техническом обслуживании и ремонте: СОУ 29.32.4-37-532:2007./А.К. Автухов, Г.Я. Безлюдько, В.М. Власовец, М.В. Марченко, Н.Г. Поздняков, А.И. Сидашенко, Т.С. Скобло, П.С. Сыромятников -Действительный от 2008-03-01. -К.: Госпотребстандарт Украины, 2008. -27 с. (Национальный стандарт Украины).
- Анализ качества втулок цилиндров тепловозных двигателей производства ПАО «Бериславский машиностроительный завод»/Т.С. Скобло, А.И. Сидашенко, М.В. Марченко, Е.В. Ровный//Вестник ХНТУСХ им. П.Василенко -Х.: ХНТУСХ, 2013. -Выпуск 133. -С. 3-10.
- Скобло Т.С. Факторы, влияющие на качество втулок цилиндров тепловозных двигателей из высокопрочного чугуна/Т.С. Скобло, М.В. Марченко, Е.В. Ровный//Вестник ХНТУСХ им. П.Василенко -Х.: ХНТУСХ, 2014. -Выпуск 146. -С. 29-34.
- Пат. 45858 Украины. Способ производства высокопрочного чугуна/Т.С. Скобло, А.И. Сидашенко, В.М. Власовец, С.А. Бурцев и др. -№ u 200906843; заявл. 30.06.2009. Бюл. 2009 г., №22.
- Пат. 30541 Украины. Способ контроля свойств изделий из железоуглеродистых сплавов неразрушающим магнитным методом./Г.Я. Безлюдько, В.М. Власовец, М.В. Марченко, Н.Г. Поздняков, А.И. Сидашенко, Т.С. Скобло, П.С. Сыромятников. -№ u 200713586; заявл. 05.12.2007; опубл. 25.02.2008, Бюл. №4.
- Скобло Т.С. Определение измерительного процесса при замере коэрцитивной силы во втулках цилиндров на стабильность средних значений и размахов./Т.С. Скобло, А.И. Сидашенко, М.В. Марченко//Труды 13-й Международной научно -технической конференции "Физические и компьютерные технологии". -2007. -С. 48-52.
