Анализ конструкций электролизеров для производства водорода в промышленных и лабораторных условиях

Автор: Филимонова А.А., Сироткина Л.В., Чичиров А.А., Хайрутдинов А.М.
Журнал: Журнал Сибирского федерального университета. Серия: Техника и технологии @technologies-sfu
Рубрика: Исследования. Проектирование. Опыт эксплуатации
Статья в выпуске: 4 т.19, 2026 года.
Бесплатный доступ
Развитие водородной энергетики обусловливает необходимость совершенствования технологий электролиза воды и оптимизации конструктивных решений электролизеров с целью повышения энергетической эффективности и снижения эксплуатационных затрат. Целью работы являлся сравнительный анализ эксплуатационных характеристик без диафрагменного щелочного электролизера с монополярным включением электродов и протон обменного мембранного (PEM) электролизера с биполярной конфигурацией, с позиции их применимости для лабораторных исследований и потенциального масштабирования. Разработаны и исследованы две экспериментальные установки: щелочной электролизер на основе раствора KOH и PEM‑электролизер, обеспечивающий раздельное измерение объемов водорода и кислорода при варьировании силы тока и давления. Щелочная система продемонстрировала линейную зависимость выхода газов от тока, однако выявила ограниченную пригодность для получения чистого водорода вследствие смешивания продуктов и обратных реакций. В то же время PEM‑конструкция обеспечила чистоту H₂ свыше 99,9 %, соблюдение законов Фарадея и устойчивость параметров при повышенном давлении. Полученные результаты подтвердили определяющее влияние конструкции на эффективность электролиза: бездиафрагменный щелочной электролизер рационален преимущественно для исследовательских задач, тогда как биполярный PEМ‑электролизер демонстрирует промышленную перспективность и оптимальные характеристики для экологически безопасного и масштабируемого производства водорода при интеграции с возобновляемыми источниками энергии.
Водородная энергетика, PEM‑электролизер, щелочной электролизер, энергетическая эффективность, электролиз воды
Короткий адрес: https://sciup.org/146283305
IDR: 146283305 | УДК: 621.357.12:661.961.1
Analysis of Electrolyzer Designs for Hydrogen Production in Industrial and Laboratory Environments
The development of hydrogen energy necessitates the improvement of water electrolysis technologies and optimization of electrolysis cells in order to increase energy efficiency and reduce operating costs. The aim of the work was to compare the performance characteristics of a diaphragm less alkaline electrolyze with monopolar inclusion of electrodes and a proton exchange membrane (PEM) electrolyze with a bipolar configuration, from the perspective of their applicability for laboratory research and potential scaling. Two experimental facilities have been developed and studied: an alkaline electrolyze based on a KOH solution and a PEM electrolyzer that provides separate measurement of hydrogen and oxygen volumes by varying current and pressure. The alkaline system demonstrated a linear dependence of the gas output on the current, but revealed limited suitability for the production of pure hydrogen due to mixing of products and reverse reactions. At the same time, the PEM design ensured an H₂ purity of over 99.9 %, compliance with Faraday’s laws and stability of parameters under increased pressure. The results obtained confirmed the decisive influence of the design on the efficiency of electrolysis: a diaphragm less alkaline electrolyze is rational mainly for research tasks, while a bipolar PEM electrolyze demonstrates industrial prospects and optimal characteristics for environmentally friendly and scalable hydrogen production when integrated with renewable energy sources.
Текст научной статьи Анализ конструкций электролизеров для производства водорода в промышленных и лабораторных условиях
Цитирование: Филимонова А. А. Анализ конструкций электролизеров для производства водорода в промышленных и лабораторных условиях / А. А. Филимонова, Л. В. Сироткина, А. А. Чичиров, А. М. Хайрутдинов // Журн. Сиб. федер. ун-та. Техника и технологии, 2026, 19(4). С. 489–501. EDN: ZAXWFW
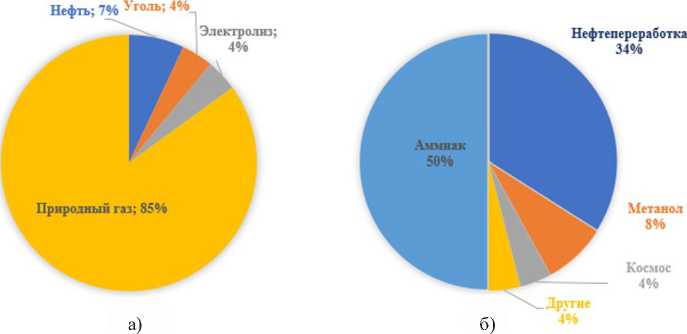
Рис. 1. Структура мирового производства а) и потребления б) водорода
Fig. 1. Structure of global production a) and consumption b) of hydrogen ные выше методы не позволяют получать высокочистый водород, поэтому требуется глубокая очистка, которая приводит к увеличению затрат на его производство.
Поскольку в последние годы наблюдается тенденция потребления водорода, полученного без выбросов углекислого газа, электролизным технологиям и производству водорода из биомассы уделяется особое внимание [3].
В табл. 1 приведен сравнительный анализ основных способов производства водорода.
Хотя электрохимические методы получения водорода характеризуются высокими затратами, они обладают комплексом существенных преимуществ. Основным достоинством является получение водорода высокой чистоты (99,0–99,5 %) при технологической простоте и возможности глубокой автоматизации процесса. Используемое сырьё – вода – общедоступно, а процесс электролиза позволяет выделять ценные побочные продукты, такие как тяжелая вода и кислород. Критически важным технологическим преимуществом считается обеспечение физического разделения газов в ходе электролиза, что способствует повышению безопасности и чистоты продукции [5]. Данные факторы в совокупности компенсируют инвестиционные
Табл. 1. Сравнительный анализ методов производства водорода
Table. 1. Comparative analysis of hydrogen production methods
Электролиз воды представляет собой физико-химический процесс, при котором под действием постоянного электрического тока образуются кислород и водород. Водород и кислород отводятся раздельно. Концентрация щелочи KOH в воде (электролите) равна 30 % по массе. Расход электрической энергии на м3 водорода равен 5,3 кВт·ч или на кг водорода cодержание водорода в продукте 99,5 % [7].
Для реализации электролизной технологии производства водорода применяются воднощелочные электролизеры (ЩЭВ), электролизеры с твердым полимерным электролитом (ТПЭ) и твердооксидные электролизеры. Наиболее разработанными являются ЩЭВ и ТПЭ, в то время как высокотемпературные электролизеры выходят из стадии лабораторных исследований [8].
Основные характеристики электролизеров приведены в табл. 2.
Наиболее распространённой технологией водородного электролиза остаётся щелочной электролиз, отличающийся низкой стоимостью материалов, экологичностью и использованием катализаторов на основе неблагородных металлов [9]. Он широко применяется на атомных станциях с расплавами солей и щелочей, представляя преимущество перед традиционными методами по экологическим параметрам. Недостатки щелочного процесса включают невысокие плотности тока, коррозионно-активный жидкий электролит и необходимость очистки водорода от побочных примесей [10].
Электролизеры с протонопроводящими мембранами (PEM) выделяются компактностью, производительностью и безопасностью, а их мембраны обладают высокой механической прочностью, химической стойкостью и электропроводностью. Передача заряда осуществляется гидратированным протоном [11]. Основным недостатком PEM-электролизеров является высокая стоимость из-за использования перфторированных мембран и благородных металлов в катализаторах. Преимуществом является возможность функционирования в перемен-
Табл. 2. Сравнительная характеристика электролизеров различных типов
Table. 2. Comparative characteristics of electrolyzers of different types
Высокотемпературный электролиз с твердооксидными электролизерами на основе диоксида циркония, модифицированного оксидами редкоземельных элементов, характеризуется высокой электропроводностью. Электролиз воды с использованием возобновляемых источников энергии относится к экологически чистым методам, однако стоимость такого водорода сейчас в 2–4 раза превышает аналог из природного газа [13]. Эффективность высокотемпературного электролиза возрастает при использовании пара и дешёвых источников энергии, что особенно актуально для атомных станций. В промышленности используются два типа электролизеров: монополярные и биполярные [14].
Современные электролизеры для электролиза воды относятся к биполярному типу. В них главным образом используют выносные электроды с перфорированными пластинами или выносные сетчатые электроды, которые обеспечивают внутреннюю циркуляцию электролита [15]. Выделившийся на них газ частично отводится в пространство за ними; их поверхность достаточно развита. На выносных электродах возможна работа с плотностью тока 1500–2500 А/м2. Электроды изготавливают из стали марки (Ст-3). Анодная сторона гальванически покрывается слоем никеля толщиной 100–200 мк. Покрытие должно быть беспористым.
Перед началом проектирования и выбора материалов были сформулированы следующие требования к конструкции:
-
– материал электродов должен быть устойчив к агрессивной среде и обеспечивать долговечность устройства;
-
– необходимо предусмотреть раздельные каналы для перемещения электролитов, чтобы избежать смешивания газов и обеспечить их чистоту;
-
– крайние электроды должны быть подключены к источнику тока;
-
– конструкция должна быть закрытой и герметичной для предотвращения утечки газов, обеспечения безопасности работы и упрощения получения водорода;
-
– должна быть предусмотрена возможность разборки устройства для ухода за ним, что позволит проводить регулярную очистку и обслуживание электролизера, продлевая его срок службы и поддерживая высокую эффективность работы;
-
– конструкция электролизера должна обеспечивать лёгкую разборку для удобства обслуживания.
Цена электролизного водорода определяется капиталовложениями и эксплуатационными расходами, которые зависят от срока службы, загрузки оборудования и удельной производительности установки. В рамках настоящих исследований ставилась задача интенсификации и повышения энергоэффективности процесса электролиза воды. Ключевые подходы включают разработку новых катодных материалов с высокой удельной поверхностью и низким перенапряжением выделения водорода, оптимизацию анодов с повышенным перенапряжением выделения кислорода, а также снижение омических потерь посредством новых конструкций электрореакторов и усовершенствование процесса в бездиафрагменных электролизерах с системой очистки водорода. Особый интерес представляет применение микробных электролизеров, где электрохимически активные бактерии окисляют органические вещества, позволяя получать водород при низкой разности потенциалов (до 0,2 В). Однако необходимость нейтрального рН – 493 – и низкой концентрации солей ограничивает электропроводность, что снижает эффективность их практического применения. Научная значимость работы заключается в получении новых данных о кинетике электрохимических процессов, что позволяет теоретически обосновать выбор конструкции электролизера. Установлены оптимальные температурные режимы (55–65 °C для PEM) и пределы эксплуатации, что углубляет понимание электрохимических процессов. Практическая значимость состоит в возможности оптимизации производства водорода за счет выбора эффективной конструкции. PEM-электролизеры с чистотой H₂>99.9 % и низким энергопотреблением (5.88 кВт·ч/л) подтвердили свою эффективность.
Материалы и методы
В рамках исследования конструкций электролизеров для производства водорода были разработаны и собраны два типа устройств с принципиально разными характеристиками. Первый тип – щелочной монополярный электролизер фильтр-прессной конструкции, изготовленный из оргстекла (толщина 8 мм) с электродами из нержавеющей стали (марка 08Х18Н10) и герметизирующими прокладками из резины ТМКЩ. Данная установка предназначена для совместного получения смеси водорода и кислорода без их разделения. В качестве электролита использовался 10 %-й водный раствор KOH.
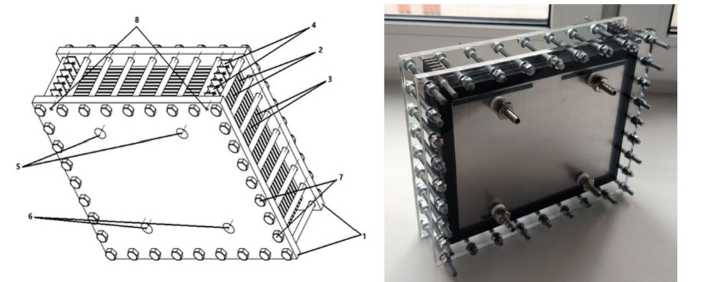
На рис. 2 представлена трёхмерная модель щелочного монополярного электролизера, включая детализацию его ключевых компонентов (электроды, уплотнители, элементы крепления и газоотводящие каналы) и общий вид собранной конструкции.
Второй тип – биполярный электролизер с протонообменной мембраной (PEM), включавший электроды из нержавеющей стали, протонообменную мембрану, турбулизационные сетки и раздельные каналы для отвода газов. Для PEM-электролизера применялась дистиллированная вода, обеспечивающая высокую чистоту процесса.
а) б)
Рис. 2. Трёхмерная модель щелочного монополярного электролизера: а) 1 – наружные пластины из оргстекла; 2 – стальные электроды марки 08Х18Н10; 3 – прокладки из резины ТМКЩ; 4 – контакты электродов; 5 – выходные отверстия; 6 – отверстия для подачи электролита; 7 – стяжные болты; 8 – связующее отверстие; б) вид собранной конструкции
Fig. 2. Three-dimensional model of an alkaline monopolar electrolyzer: a) 1 – outer plates made of organic glass; 2 – steel electrodes of grade 08Cr18N 10; 3 – rubber gaskets TMKShch; 4 – electrode contacts; 5 – outlet holes; 6 – holes for electrolyte supply; 7 – tie bolts; 8 – connecting hole; b) view of the assembled structure
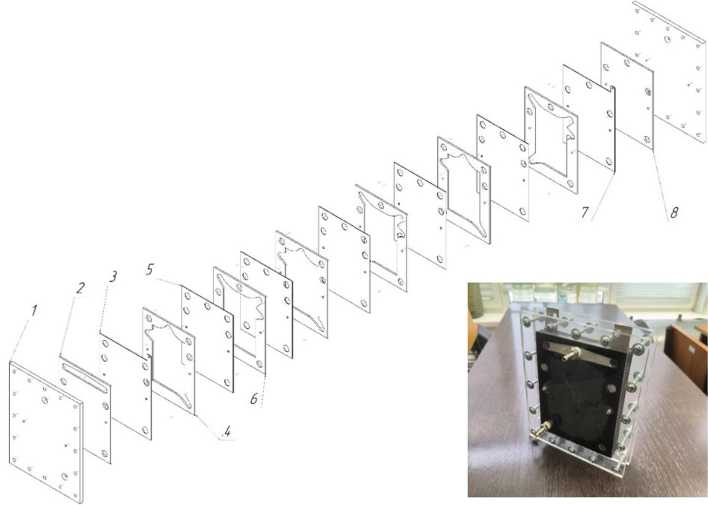
Рис. 3. Электролизер в разобранном состоянии и его общий вид: 1– внешние стенки; 2 – первая концевая резиновая прокладка; 3 – первый концевой электрод; 4 – проставка первой электролитической зоны; 5 – промежуточный электрод; 6 – проставка второй электролитической зоны; 7 – второй концевой электрод; 8 – вторая концевая прокладка
Fig. 3. The electrolyzer in a disassembled state and its general appearance: 1 – outer walls; 2 – first end rubber gasket; 3 – first end electrode; 4 – spacer of the first electrolytic zone; 5 – intermediate electrode; 6 – spacer of the second electrolytic zone; 7 – second end electrode; 8 – second end gasket
На рис. 3 представлена 3D-модель биполярного PEM-электролизера в разобранном виде с детализацией компонентов (электроды, протонообменная мембрана, уплотнители, газовые/ жидкостные каналы) и общий вид собранной конструкции.
Экспериментальная часть работы была сосредоточена на определении оптимальной температуры электролита для обоих типов электролизеров. Для щелочного устройства 10 %-й раствор KOH нагревали до четырех температурных диапазонов: 15–25 °C, 35–45 °C, 55–65 °C, и 75–85 °C. В PEM-электролизере аналогичные диапазоны применялись для дистиллированной воды. Производительность измерялась по объему выделенного газа (л/ч) при фиксированных электрических параметрах: для щелочного электролизера варьировалась сила тока (1–10 А), для PEM-устройства – напряжение (10–40 В). Каждый эксперимент повторялся трижды для статистической достоверности.
Для количественной оценки эффективности процессов были выполнены следующие расчеты.
Скорость электролиза определялась как количество молей вещества ( n ), претерпевшего электрохимическое превращение на единице площади электрода ( S , см²) за единицу времени ( t , с):
Удельное энергопотребление вычислялось как:
/ ■ и
^уд. = — (Дж./л.), (2)
где I – ток (А), U – напряжение (В), v – выделение газа (л./с.).
Данные методики позволили сопоставить эффективность конструкций в идентичных условиях и выявить ключевые параметры их оптимизации.
Результаты и обсуждение
Экспериментальные исследования обоих типов электролизеров выявили четкую зависимость их эффективности от температуры электролита. Для количественной оценки использовались ключевые метрики: объемная скорость выделения газа (л/ч), удельное энергопотребление (кВт·ч/м³), рассчитываемое как отношение электрической мощности к производительности, и скорость электролиза (моль/(см²·с)), отражающая интенсивность электрохимического превращения на единице площади электродов. Сравнение этих параметров для щелочного и PEM-устройств в идентичных условиях позволило не только подтвердить термо-оптимумы, но и объективно сопоставить их эксплуатационные преимущества и ограничения, что представлено в следующем анализе.
На рис. 4 представлены экспериментальные зависимости объёма выделяемых газов (водорода и кислорода) от температуры электролита при разной мощности.
Экспериментальные кривые на рис. 4 отражают зависимость производительности от температуры. Для водорода максимум 0.429 л/ч при 55–65 °C контрастирует с падением до 0.316 л/ч при 75–85 °C, что обусловлено деградацией транспортных свойств системы. Кислородное выделение при температуре электролита 55–65 °C достигает 0.247 л/ч, что демонстрирует аналогичную чувствительность, подтверждая синхронность электрохимических процессов.
На рис. 5 представлены экспериментальные зависимости объёма выделяемого газа Брауна от температуры электролита при разной мощности.
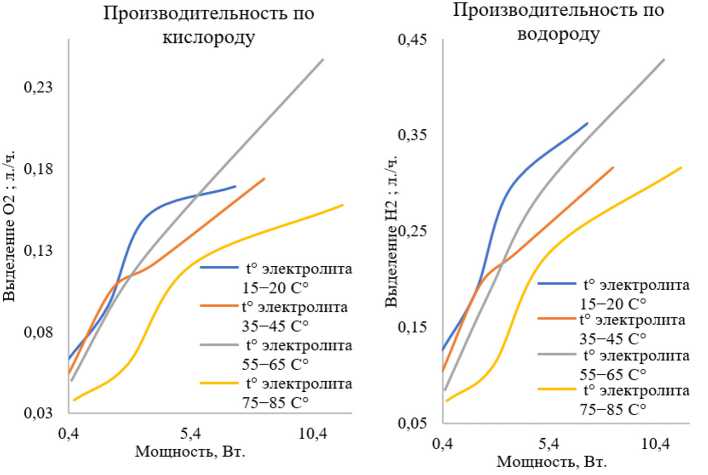
Рис. 4. Зависимость объема выделяемого газа PEM-электролизера от мощности
Fig. 4. Dependence of the volume of gas emitted by the PEM electrolyzer on the power
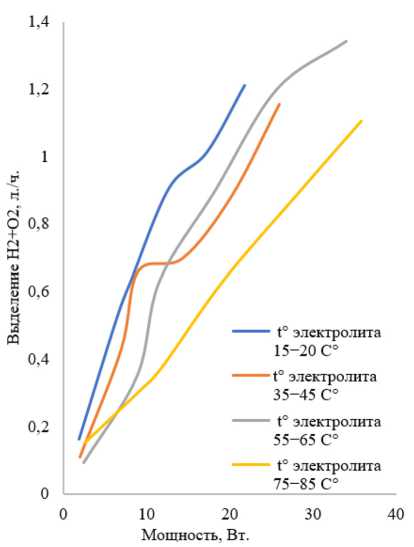
Рис. 5. Зависимость скорости выделения газа от подаваемой мощности на щелочной электролизер
Fig. 5. Dependence of the gas evolution rate on the power supplied to the alkaline electrolyzer
Экспериментальные данные демонстрируют, что максимальная производительность по газу Брауна, достигающая 1.872 л/ч, наблюдалась в температурном диапазоне 55–65 °C при подводимой мощности 34 Вт. В контрасте с этим минимальный выход смеси (1.106 л/ч) был зафиксирован при 75–85 °C, несмотря на более высокую мощность 35.8 Вт, что указывает на существенное снижение энергоэффективности процесса при перегреве электролита.
Для количественной оценки эффективности процессов электролиза были выполнены расчеты скорости электролиза по формуле (1) и удельного энергопотребления по формуле (2). Результаты расчетов скорости электролиза реакции выделения водорода PEM- и щелочного электролизеров представлены в табл. 3.
Для PEM-электролизера максимальная скорость реакции ( U э=6.41*10–9 моль/(см²·с)) наблюдается при 60 °C благодаря увеличению протонной проводимости мембраны на 25 % (в ди-
Табл. 3. Характеристика скорости электролиза при разных температурах электролита
Table. 3. Electrolysis rate characteristics at different electrolyte temperatures
В щелочном электролизере скорость реакции демонстрирует слабую температурную зависимость ( U э=2.66–3.51*10–9 моль/(см²·с)). Пиковое значение (3.51*10–9) достигается при 20 °C, что обусловлено высокой стабильностью щелочного электролита. Снижение до 2.66*10–9 при 80 °C вызвано усилением коррозии электродов и уменьшением концентрации KOH вследствие испарения воды.
Результаты расчетов удельного энергопотребления для реакции выделения водорода PEM-и щелочного электролизеров представлены в табл. 4.
На рис. 6 представлены линии тренда зависимостей удельного энергопотребления от производительности по водороду для PEM- и щелочного электролизеров.
PEM-электролизер демонстрирует минимальные энергозатраты (5.882 кВт·ч/л) при низкой производительности (0.085 л/ч) в оптимальном диапазоне 55–65 °C, сохраняя высокую эффективность даже на пике выработки (25.175 кВт·ч/л при 0.429 л/ч). Щелочной электролизер показывает стабильно высокое энергопотребление (17–48 кВт·ч/л) на всех режимах, достигая максимума 48.553 кВт·ч/л при 0.895 л/ч и температурах выше 65 °C из-за испарения электролита и коррозии. PEM-электролизер значительно превосходит щелочной по энергоэффективности, особенно при 55–65 °C, что критично для промышленного внедрения.
Табл. 4. Удельное энергопотребление для реакции выделения водорода
Table 4. Specific energy consumption for the hydrogen evolution reaction
|
PEM-электролизер |
|||||||
|
t° электролита 15–20 C° |
t° электролита 35–45 C° |
t° электролита 55–65 C° |
t° электролита 75–85 C° |
||||
|
Скорость выделения водорода л/ч |
Энергоемкость, кВт.*ч/л. |
Скорость выделения водорода л/ч |
Энергоемкость, кВт.*ч/л |
Скорость выделения водорода л/ч |
Энергоемкость, кВт.*ч/л |
Скорость выделения водорода л/ч |
Энергоемкость, кВт.*ч/л |
|
0,127 |
3,15 |
0,104 |
3,846 |
0,085 |
5,882 |
0,073 |
8,219 |
|
0,189 |
10,582 |
0,195 |
11,282 |
0,187 |
13,904 |
0,11 |
25,455 |
|
0,295 |
12,203 |
0,228 |
17,105 |
0,293 |
17,406 |
0,227 |
23,789 |
|
0,362 |
19,89 |
0,316 |
26,582 |
0,429 |
25,175 |
0,316 |
36,709 |
|
Щелочной электролизер |
|||||||
|
t° электролита 15–20 C° |
t° электролита 35–45 C° |
t° электролита 55–65 C° |
t° электролита 75–85 C° |
||||
|
Скорость выделения водорода л/ч |
Энергоемкость, кВт.*ч/л |
Скорость выделения водорода л./ч. |
Энергоемкость, кВт.*ч/л |
Скорость выделения водорода л/ч |
Энергоемкость, кВт.*ч/л |
Скорость выделения водорода л/ч |
Энергоемкость, кВт.*ч/л |
|
0,108 |
17,778 |
0,074 |
27,027 |
0,062 |
38,434 |
0,1 |
25,387 |
|
0,349 |
18,603 |
0,287 |
24,271 |
0,235 |
37,689 |
0,201 |
44,765 |
|
0,426 |
19,437 |
0,441 |
20,424 |
0,421 |
27,342 |
0,249 |
47,25 |
|
0,603 |
21,083 |
0,467 |
30,857 |
0,599 |
30,367 |
0,42 |
45,571 |
|
0,675 |
25,613 |
0,589 |
34,383 |
0,799 |
32,027 |
0,589 |
47,411 |
|
0,807 |
27,025 |
0,771 |
33,737 |
0,895 |
37,975 |
0,737 |
48,553 |
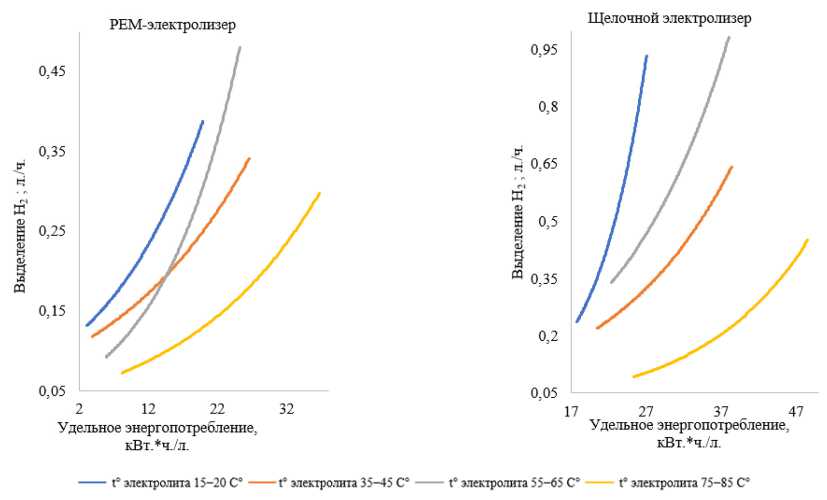
Рис. 6. Зависимость объема выделяемого газа PEM-электролизера от мощности
Fig. 6. Dependence of the volume of gas released by the PEM electrolyzer on the power
Заключение
Проведенный сравнительный анализ подтвердил, что эффективность электролизеров критически зависит от их конструкции и рабочих параметров. Эксперименты с бездиафрагмен-ным щелочным (монополярным) электролизером выявили его принципиальные ограничения: установка генерирует смесь водорода и кислорода без возможности разделения, что снижает чистоту H₂ до ≤99.5 % из-за обратных реакций. Несмотря на линейный рост выхода газа с увеличением тока, система демонстрирует высокое энергопотребление (25–48 кВт·ч/л) и минимальную чувствительность к температуре. При этом перегрев свыше 65 °C усугубляет проблемы – усиливает коррозию электродов и испарение электролита, а максимальная скорость электролиза не превышает скромных 3.51·10⁻⁹ моль/(см²·с).
В контрасте биполярный PEM-электролизер доказал промышленную перспективность. Благодаря протонообменной мембране, исключающей смешивание газов, он обеспечивает чистоту водорода >99.9 %. Особенно значимы его показатели в диапазоне 55–65 °C: здесь скорость электролиза достигает 6.41·10⁻⁹ моль/(см²·с) (на 83 % выше щелочного аналога), а удельное энергопотребление падает до 5.882 кВт·ч/л при производительности 0.429 л/ч H₂. Эта технология также подтвердила соответствие законам Фарадея и устойчивость к перепадам давления, хотя дегидратация мембраны при >75 °C повышает омические потери.
Таким образом, щелочные системы пригодны лишь для исследовательских задач, тогда как PEM-электролизеры оптимальны для промышленного масштабирования. Их компактность, устойчивость к нагрузкам и экологичность делают их идеальными для интеграции с ВИЭ. Для развития «зелёной» водородной энергетики целесообразно сфокусироваться на снижении стоимости PEM-систем (через замену дорогих катализаторов), исследовании гибридных решений – 499 –
(например, твердооксидных электролизеров для АЭС) и разработке отраслевых стандартов безопасности. В итоге PEM-технология демонстрирует все признаки экологичного и масштабируемого решения, соответствующего глобальным целям декарбонизации.
