Анализ критериев эффективности для оценки редуцирования сляба по ширине

Автор: Шитов Михаил Викторович, Соловьв Александр Геннадьевич
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Обработка металлов давлением. Технологии и машины обработки давлением
Статья в выпуске: 3 т.16, 2016 года.
Бесплатный доступ
Выбор критерия эффективности обжатия сляба по ширине является достаточно важной задачей. Критерий должен быть достоверно отражать информацию о происходящем процессе исследования и его закономерностях, измеряемые параметры должны быть доступны для измерения. Только в этом случае критерий можно использовать для назначения эффективной технологии редуцирования раската. Подробно проанализированы формулы для расчёта критерия эффективности многих авторов, созданные для анализа редуцирования с учётом важности того или иного параметра. Методом конечного моделирования прокатаны слябы различных ширин на вертикальных калиброванных валках с последующим горизонтальным обжатием на гладких горизонтальных валках. На основании геометрических параметров результатов моделирования представлен расчёт критериев по анализируемым формулам. По результатам расчёта анализируемых формул отмечены их особенности, область применения. Предложена формула для оценки критерия эффективности с учётов возможных вариантов прокатки, т. е. только при прокатке в вертикальных валках, прокатка в вертикальных валках с последующим проглаживающим проходом и прокатка в вертикальных валках с последующим горизонтальным обжатием. Даны рекомендации по выбору формул для достоверного описания процесса с учётом возможных вариантов прокатки.
Редуцирование, эффективность, ширина, сляб, оценка, формула
Короткий адрес: https://sciup.org/147157050
IDR: 147157050 | УДК: 621.771.23.016.2.08:531.717 | DOI: 10.14529/met160314
Analysis of efficiency criteria for evaluation of slab widthwise reduction
The choice of efficiency criteria of slab widthwise reduction is quite challenging. The criterion should fairly reflect the information about the on-going process of study and its trends, the measurable parameters should be available for measurement. Only in this case the criterion can be used to assign an effective technology of slab reduction. The paper deeply analyzes the formulas presented by many authors for calculating the efficiency criterion, which were created to analyze the reduction considering the importance of various parameters. Using the finite element method slabs of different widths were rolled in vertical grooved rolls with the subsequent horizontal reduction in smooth horizontal rolls. Based on the geometric parameters of the simulation results the calculation of criteria for the analyzed formulas is presented. Based on the calculation results of the formulas being analyzed, their peculiarities and field of application are emphasized. A formula is proposed for the efficiency criterion evaluation considering possible rolling options, i.e. rolling in vertical rolls only, rolling in vertical rolls with subsequent smoothing passage, and rolling in vertical rolls with subsequent horizontal reduction. Recommendations are provided on the formulas selection for a faithful description of the process considering possible rolling options.
Текст научной статьи Анализ критериев эффективности для оценки редуцирования сляба по ширине
Для оперативного управления технологическим процессом при формоизменении сляба в черновой группе широкополосных станов горячей прокатки (ШСГП) очень важен правильный выбор критерия оценки изменения геометрических размеров. Не менее актуальной является научная обоснованность критерия с учётом наиболее значимых параметров, из которых он состоит. Критерий прямым или косвенным образом влияет на изменение технологических параметров процесса прокатки и технических характеристик оборудования, принятие технологической стратегии в линии «разливка стали – прокатка». Использование достоверного и информативного критерия позволяет не только изучить возможные закономерности процесса, но и назначить рациональную и более эффективную технологию получения готовой продукции. Выбор критерия происходит исходя из доступности для наблюдения и измерения исследуемых параметров, преследуемых целей, а также с учётом некоторых технических особенностей оборудования.
Редуцирование сляба в черновой группе ШСГП производят в вертикальных гладких или калиброванных валках и на редуцирующем прессе.
Основные параметры сляба при редуцировании по ширине и горизонтальных проходах представлены на рис. 1.
Изменение ширины раската характеризуют показателем уширения
ДЬ уш дь ,
где ДЬуш - уширение раската, мм;
ДА - обжатие горизонтальными валками, мм.
Данный показатель характеризует приходя- щееся уширение на величину горизонтального обжатия. Область его применения ограничена прокаткой прямоугольных, неискажённых в попереч- ном направление полос, т. е. при отсутствии предварительного вертикального обжатия. Получаемое уширение при прокатке таких полос называют естественным и обозначают ДЬе. Для учёта образовавшихся наплывов от вертикального обжатия в работе [1] предложен следующий показатель, учитывающий данную особенность,
ДЬ уш дь в +дь ’
где ДЬ в - обжатие вертикальными валками, мм.
Показатель по формуле (2) более универсален, но даёт возможность получить одно и тоже равное значение показателя при различных значениях двух параметров, входящих в его знаменатель. При отсутствии вертикального обжатия
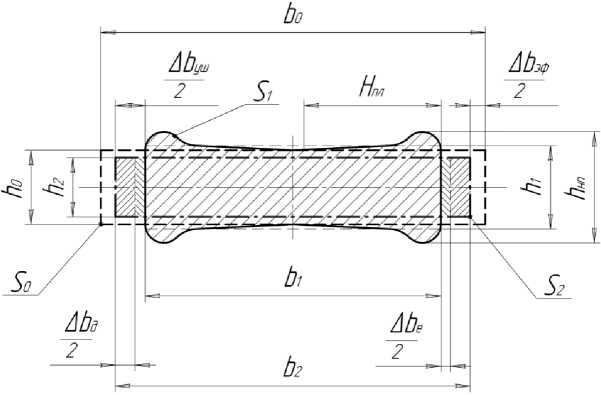
Рис. 1. Поперечное сечение раската при редуцировании по ширине: b 0 , h 0 и S 0 – начальная ширина, толщина и площадь сляба; b 1 , h 1 и S 1 – ширина, толщина и площадь раската после обжатия по ширине; b 2 , h 2 и S 2 – ширина, толщина и площадь раската после горизонтального обжатия; ∆ b в , ∆ h – вертикальное и горизонтальное обжатие; h нп , Н пл – абсолютная высота наплыва и глубина проникновения пластической деформации при вертикальном обжатии; ∆ b уш , ∆ b е , ∆ b д – суммарное, естественное и добавочное уширения раската; – контур сляба (раската), – контур раската после обжатия горизонтальными валками (в качестве допущения стороны раската приняты прямоугольными), – контур сляба после обжатия вертикальными валками
(ДА в _ 0, ДА ^ 0) он превращается в формулу (1), при проглаживающем проходе (ДА = 0, ДА в ^ 0) учитывается только вертикальное обжатие (ДА уш /ДА в ) и в этом случае он характеризует приходящиеся уширение на величину вертикального обжатия без учёта горизонтального, которое называют добавочным уширением и обозначают ДА д . Данное отношение (ДА уш /ДА в ) как отдельная формула почти не встречается, но входит как одно из слагаемых в коэффициент эффективности обжатия (П эф ) [2]:
„ _ (Ьо-^ _ мьв- Д ьУ ш ДЬ уш
Пэф 1ь0-ь1/ v ДЬв / ДЬв, где Ао - начальная ширина полосы, мм;
-
А1 = Ао — ДА в - ширина полосы после вертикального обжатия, мм;
-
А2 = А1 + ДА уш - ширина полосы после горизонтального обжатия, мм.
Данный коэффициент п эф по сути представляет собой коэффициент полезного действия системы «вертикальные – горизонтальные валки», так как в числителе присутствует достигнутый эффект – эффективное изменение ширины раската (ДА эф ), представляющая собой разность между вертикальным обжатием и уширением, а в знаменателе уже упомянутое ДА в . Но данное выражение не учитывает деформацию в горизонтальных валках, так как ДА уш = ДАе + ДА д само по себе без предварительного обжатия ДА > 0 не возникнет. В связи с этим существуют также другие трактовки для вычисления п эф , которые не учитывают естественное
уширение (ДАе) [3], или имеют немного другую
интерпретацию [4, 5]:
_ Ь о -Ь2-ДЬе _ ДЬ в -ДЬ д _ 1 - ДЬ д
П эф “ Ь о -Ь 1 “ ДЬ в “ ДЬ в ,
А эф
—
/ Ь о -Ь2 \ _ ДЬ в
ДЬ в -ДЬе-ДЬ д'
V ДЬв ,
_ ДЬуш
_7Ь" — 1,
_ Ь2-Ь1 _ ДЬ уш и э ф _ “ЬТ _ —.
Формула (5) представляет собой формулу (3) только взятую со знаком минус. Последняя формула (6) представляет собой относительное уширение первого рода и в отличие от формул (3) и (4) чем меньше его значение, тем лучше эффектив-
ность.
Исключение естественного уширения из формулы (4) повышает значение критерия по сравнению с формулой (3) и даёт возможность применять его при любом горизонтальном обжатии, но в тоже время требуется однозначного определения двух составляющих полного уширения. При вертикальном обжатии может возникнуть утяжка в центральной части раската, за счёт проникновения пластической деформации, а не по всей ширине раската, и проглаживающий проход при определённых геометрических сочетаниях может создать утяжку центральных слоёв. Поэтому, несмотря на деление общего уширения на естественное и доба-
вочное при прокатке в вертикальных валках и последующем проглаживающем проходе, неравномерность деформации всё же имеет место. Точно выделить две составляющих уширения при гори-
зонтальном обжатии (Дh ^ 0) представляется трудоёмкой задачей. Можно порекомендовать учитывать горизонтальное обжатие, как в показателе уширения из формулы (2) для расчёта эффективности обжатия, например как в следующей формуле:
ДУ , к эф ДУЬ
1—^=1
Д^ ь
-
1ПЛ _ 1 in 1/Р “
-
fl in 1
i£ (10)
Ь1
Если же представить данный коэффициент с учётом вертикального и горизонтального обжатий
_ / Ь о —Ь 2 ) / ДЬ в ДЬ уш' ^ эф - \(Ьо—Ь1) + (Ьо — Ь1) ДЬ в +ДЬ ,
и того, что при вертикальном и горизонтальном
проходах смещение происходит дважды –
ДЬ в ДЬ уш
---. ДЬ в +ДЬ ДЬ в +ДЬ
Эффективность обжатия в системе вертикальные – горизонтальные валки по формуле (7) будет меньше, чем по формуле (3), но при этом будет учитываться горизонтальное обжатие, так как цель формоизменения в черновой группе не только в изменении ширины, но и в выходе на определённую толщину промежуточного раската, и сама формула выглядит более практичной, чем формула (4). В то же время данная формула показывает более низкое значение эффективности обжатия раската
ДVЬ1 _ Д^ + Д^ (ДVЬ1 _ V • ln |°) и ДVг2_ДVг2 + ^b2(^2_Vlng.
_ ДУ;1+ДУ ; 2 _ ДУЙ1—ДУЙ1+Д^2—ДУ ь 2 _
К эф - ДУЬ1+Д^2 - ДУЬ1+Д^2 -
ь О f 1 f 1 Ь 2 Ь2*2
12 ьт — X+2 f2 —2 Ь1 = 12 ьою
1n b0 +in f1 in boif! ,
Ь1 f2 brb2
по ширине.
В работе [6] в качестве характеристики использования вертикального обжатия предложен коэффициент полезного действия вертикальных валков с точки зрения уменьшения ширины раската:
Ъ ф = £> (8)
где ^x _ h0 + — - приведённая толщина раската Ь 1
после обжатия по ширине, мм;
5нп - площадь прикромочных наплывов, мм2.
При проглаживающем проходе, когда h 2 = h 0
формула (11) принимает вид:
Й2
in 2
Ьо
Кэф Ьо^1 , inbrbo
где Vв - объём металла, пошедший в вытяжку при
прокатке в вертикальных валках;
V q5 - объём металла, снятый (подвергшийся обжатию) вертикальными валками.
Данный показатель напоминает коэффициент эффективности, широко используемый для анализа калибровки в сортовом производстве [7]. Данный коэффициент в общем виде при горизонтальном проходе представляет собой следующую фор-
если в этом случае b 2 = b 0, то коэффициент равен 0, при b 2 > b 0, принимает отрицательные значения, такие же значения коэффициент принимает при h 2 < h 0 .
Возможна оценка эффективности обжатия в
системе «вертикальные – горизонтальные валки» через изменение площадей при прокатке (рис. 2).
В случае вертикального обжатия коэффициент будет иметь следующий вид:
к _ 5 в —5 нп _ ^о^дЬ в ^(^ 1 z^оНЬ о ^ДЬ в ) эф “ s в - Ь о -ДЬ в
мулу:
к _ Д^ _ 1 ДУь _ 1 in Р эф ДУп ДУп in 1/л,
Ь о '(^ о —^ 1 )+^ 1 'ДЬ в b o -ДЬ в '
где ДVг,ДVb,ДVЬ - смещённые объёмы по длине, высоте и ширине;
ln в, ln п - коэффициенты уширения и обжатия.
Представим данный коэффициент только для вертикального обжатия и получим формулу (8), расписанную через смещённые объёмы деформаций.
При горизонтальном обжатии, в случае отсутствия предварительного вертикального прохода:
_ sг—sуш Ь1,ДЬ—Ь2,ДЬуш Ь2,ДЬе
К эф _ __ Ь 1 дь _ 1 - ьТаТ , (13) где Ь1 _ 60,таккак ДЬв _ 0, h2 _ h1 — Дh _ h0 — Дh (индексы в формулах оставлены согласно принятому обозначению: 0 – первоначальные размеры, 1 – размеры после вертикального прохода, 2 – после горизонтального прохода)
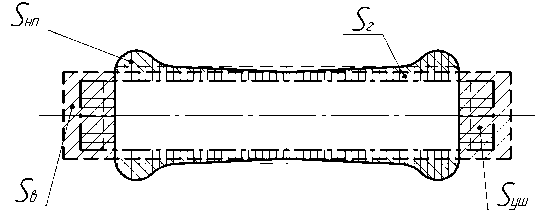
Рис. 2. Площади обжатия раската в системе «вертикальные – горизонтальные валки»: S в – площадь вертикального обжатия; S нп – площадь наплыва; S г – площадь горизонтального обжатия;
S уш – площадь уширения
Формула (13) также может быть представлена, согласно А.И. Гришкову [7], в двух других
разновидностях:
к эф = 1 -
к эф = 1 -
Ь0^ДЬ е b2^^h ’ ^- ср ^ ДЬ е b cp^ h ,
(13 ' )
(13 '' )
^ 0 + ^ 2 где ^ ср ^
^ 0 + ^ 2
° ср = 2
– средняя толщина полосы, мм;
– средняя ширина полосы, мм.
В общем случае при первоначальном верти-
кальном и последующем горизонтальном проходах (в знаменателе собраны все смещаемые пло-
щади, в числителе – разность между смещаемыми и вновь образуемыми при смещении площадей):
Sb ^ нп + ^ нп + S p ^ уш ^ в + S r ^ уш
Кэф = ----------— = ----—
5 в +5 р +5 нп 5 в +5 г +5 нп
^0-ДЬ В +Ь1-Д^-^2-ДЬ у ш
^0-ДЬ в +Ь1-Д^+5нп .
В том случае, когда горизонтальная деформация будет заключаться только в проглаживающем проходе, формула (14) будет следующей:
_ Sb ^ уш ^ 0 ^ДЬ в —^ 2 ^ДЬ д
ЭФ S b +S Hn ^ 0 ^ ДЬ В + ^ НП
(14 ' )
При записи коэффициента только через смещённую площадь вертикальными валками формула (15) даёт возможность прийти к формуле (4) при проглаживающем проходе, т. е. когда h2 = h0 и Д^ уш = Д^ д . Использование её для сравнения дру-
гих процессов имеет смысл только при одном и том же горизонтальном обжатии, как и в формуле (3):
_ S b -5 уш _ ^ 0 ^ДЬ в -^ 2 ^ДЬ уш к эф “ Sb “ ha-ДЬ в "
Формулы (3), (4), широко используемые для сравнения эффективности обжатия по вертикали при разработке новых калибровок валков или для сравнения возможных технологических решений,
не учитывают смещаемые наплывы, которые возникают после обжатия вертикальными валками. Данные формулы оценивают эффективность обжа-
тия вертикальными валками в системе «вертикальные – горизонтальные валки». Для оценки формоизменения раската после вертикального обжатия применимы формулы (8), (10) и (12), но провести точные измерения возможно лишь в трёхмерной математической модели и на лабораторных станах, на действующем агрегате это связано с выводом деформируемого раската из стана и его последующем охлаждении.
Для сравнения коэффициентов эффективности было проведено моделирование методом конечных элементов в программном комплексе Deform 3D V6.1 и V10.0. Прокатка слябов различных ширин проводилась в вертикальных калиброванных валках и в вертикальных валках с гладкой бочкой с последующими обжатиями по горизонтали на 0; 30 и 60 мм на валках радиусом 700 мм. При моделировании были приняты следующие допущения: рассматриваемый процесс считается стационарным, симметричным и изотермическим; материал раската однородный и изотропный; деформируемая среда вязкопластическая; валки несжимаемые. Размеры вертикальных калиброванных валков приняты согласно существующим в черновой группе ШСГП 2000 ОАО «ММК», а именно: глубина вреза – 100 мм, ширина калибра по дну валка – 245 мм, ширина калибра по бочке валка – 290 мм, выпуклость дна калибра – 5 мм. Коэффициенты эффективности приведены на рис. 3, 4.
Из рис. 3 видно, что формула (3) даёт самое большое числовое значение при проглаживающем проходе, графики по формулам (10), (11), (12) и (14) показывают примерно одно и то же значение в пределах 0,1. Различие между формулами (11) и (14) составляет 1–2,5 %, что на графике почти незаметно. Формулы (4) и (7), будучи нанесенными на данный график, полностью совпали бы с формулой (3).
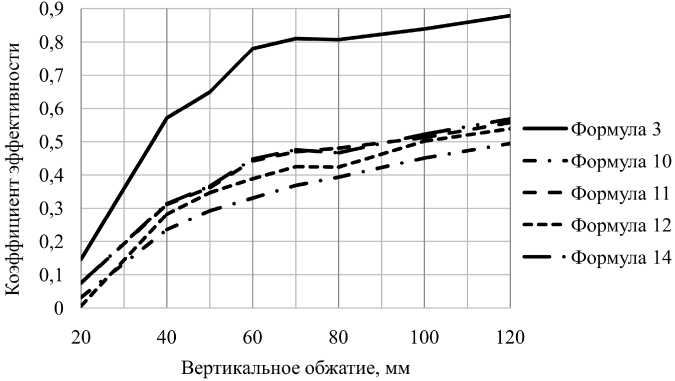
Рис. 3. Эффективность обжатия сляба 1150 x 250 мм вертикальными калиброванными валками с последующим проглаживающим проходом
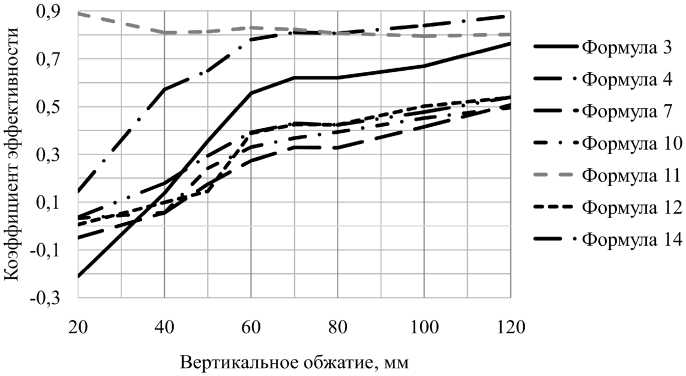
Рис. 4. Эффективность обжатия сляба 1150 x 250 мм вертикальными калиброванными валками с горизонтальным обжатием на 60 мм
При обжатии раската в вертикальных валках и горизонтальных (см. рис. 4) график по формуле (12) сохранил исходное положение. График по формуле (3) сместился вниз и перешёл в область отрицательных значений при обжатии вертикальными валками около 30–35 мм, а его место занял график по формуле (4). Ушёл в область отрицательных значений в том же самом диапазоне вертикальных обжатий и график по формуле (7). Такое поведение формул (3) и (4) объясняется тем, что первая формула учитывает естественное уширение, вторая помимо этого ещё и горизонтальное обжатие. График по формуле (11) значительно изменил своё местоположение, теперь согласно ему эффективность обжатия уменьшается с увеличением обжатия по ширине. Объясняется это увеличением вытяжки раската при горизонтальном обжатии, которая была незначительна при проглаживающем проходе (см. рис. 3).
При анализе формул эффективности обжатия вертикальными валками возникает вопрос о правомерности учёта горизонтального обжатия, в том числе в области отсутствия вертикальных обжатий. Если рассматривать зависимость уширения в линии черновой группы ШСГП при неизменном составе технической составляющей (состав оборудования и его характеристики), то единственным способом воздействия являются технологические составляющие (вертикальное и горизонтальное обжатия, дробность прокатки). Все остальные параметры, такие как диаметр валков, коэффициент трения, скорость прокатки, температура раската и др. остаются неизменными на протяжении долгого времени и их можно не учитывать, пока не произойдёт изменение в технической составляющей [7]. Если сделать допущение о зависимости добавочного уширения от вертикального обжатия, а естественного от горизонтального, то фактически приращение эффективного уширение при прокатке сляба заданной ширины можно представить следующим уравнением.
db3(b = ^ dbB+^- dh = dbB- — dbB - эф dЬ B в dh в dЬ B в
-^dh = (1 -^ )dbB-^dh. (16)
dh dЬ B в dh
Тогда более правильным является закрепле- ние за составляющими уширения тех параметров, которые в значительной мере влияют на добавоч- ное и естественное уширение.
= / Ь0-Ь2-ДЬе \ - ДЬ = 1 - ДЬ д - ДЬ
П эф V ДЬв ) Дh ДЬ в Дh ’
Данная формула применима в диапазоне
ДЬв > 0, Дh> 0, что весьма ограничивает её ис- пользование при равенстве нулю вертикального или горизонтального обжатий, т. е. следует переписать формулу (17) с учётом этих ограничений:
(1 - ^ - ^, еСлИ дь > 0, Дh > 0,
ДЬ в Дh в
Л эф
J 1- ДЬ д ,
ДЬв’
ДЬ е — —
^ Дh ,
если ДЬв > 0, Дh = 0, если ДЬв = 0, Дh > 0 .
Данная формула учитывает возможное изме- нение ширины полосы при прокатке прямоугольных, выпуклых слябов или слябов со скошенными гранями согласно поперечному сечению при отсутствии предварительного вертикального обжатия, где происходит уширение сляба или наблюдаться явление утяжки, т. е. ширина сляба после горизонтального прохода уменьшается. Использование этой формулы подразумевает выделение естественного и добавочного уширения, что при прокатке новой марки стали или для оценки новой калибровки валков требует дополнительных исследований. Эффективность обжатия для сляба 1500 с использованием формулы (18) при горизонтальном обжатии на 60 мм представлена на рис. 5.
Из рис. 5 видно, что значение по формуле (18) при отсутствии вертикального обжатия совпадает
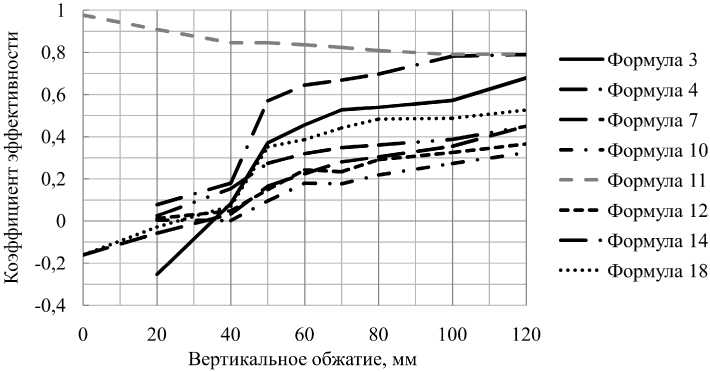
Рис. 5. Эффективность обжатия сляба 1500 x 250 мм вертикальными калиброванными валками с горизонтальным обжатием на 60 мм
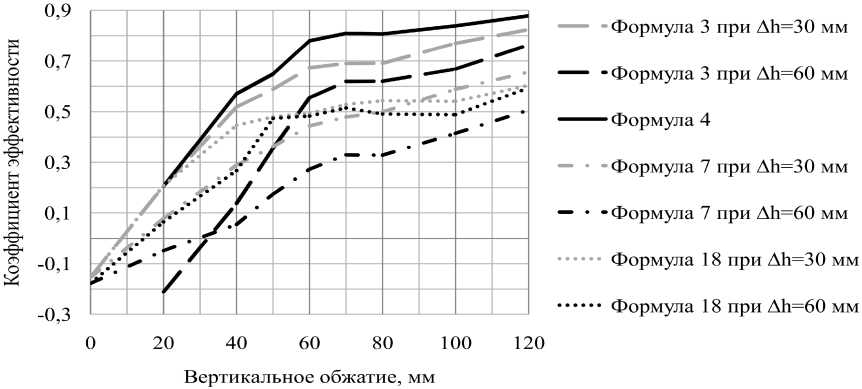
Рис. 6. Эффективность обжатия сляба 1150 x 250 мм вертикальными калиброванными валками с горизонтальным обжатием на 30 и 60 мм
со значением формулы (7), которая в этом случае принимает вид «— ^е». При значении вертикального обжатия более 50 мм графики по формулам (18) и (7) не совпадают. Формула (7) показывает большую эффективность, чем (18) с увеличением вертикального обжатия. График формулы (13) и её разновидностей не приводится, так как полностью совпадает при Д^в = 0 мм со значением формулы (11).
График для формул (3), (4) и (18) при редуцировании сляба 1150 и его обжатии по горизонтали на 30; 60 мм представлена на рис. 6.
Из рис. 6 видно, что график по формуле (18) располагается ниже графика по формуле (7) при обжатии по горизонтали на 30 мм в области обжатия вертикальными валками более 90 мм; при обжатии по горизонтали на 60 мм на всём диапазоне вертикальных обжатий он расположен выше. При обжатии сляба 1850 мм на 30 и 60 мм по горизонтали значения по формуле (18) превышают значе- ния по формуле (7). С учётом того, что формула (18) выведена при некоторых допущениях её использование для оценки эффективности не претендует на абсолютную полноту процесса деформации металла, а служит для повышения достоверности и информативности результатов, что даёт возможность применять её наряду с другими формулами при более точной детализации условий прокатки.
Исходя из приведённого анализа оценки эффективности редуцирования вертикальными валками сляба (раската), при выборе формулы следует придерживаться следующих рекомендаций:
-
1. Если редуцирование производится без последующего горизонтального обжатия, то можно рекомендовать применять формулы (8), (10) и (12).
-
2. При последующих проглаживающих проходах, т. е. рассматривается только деформация по
-
3. При прокатке раската в системе «вертикальные – горизонтальные валки» подойдут формулы (3), (7), (14) и (18).
-
4. При редуцировании в различных технических установках (например, прокатка и прессование) следует выходить на один размер по горизонтали и придерживаться пунктов 2 и 3, в зависимости от величины горизонтального обжатия.
ширине подойдут формулы (3), (4), (7), (11), (14′), (15) и (18).
Список литературы Анализ критериев эффективности для оценки редуцирования сляба по ширине
- Влияние обжатия вертикальными валками на уширение при прокатке на слябинге/М.М. Сафьян, В.И. Симоненко, А.Н. Молчанов и др.//Обработка металлов давлением: сб. науч. тр. -М.: Металлургия, 1976. -№ 59. -С. 149-154.
- Width Control in Hot Strip Mills/V.B. Ginzburg et al.//Iron and Steel Engineer. -1991. -No. 6. -P. 25-39.
- Применение вертикальных клетей в листовых и полосовых станах для уменьшения разноширинности/А.И. Герцев, В.П. Калинин, И.А. Берштейн и др.//Сталь. -1967. -№ 9. -С. 828-831.
- Прокатка толстых листов/П.И. Полухин, В.М. Клименко, В.П. Полухин и др. -М.: Металлургия, 1984. -284 с.
- Knauschner, A. Untersuchungen zur Modellierung des Warmbandwalzens, insbesondere des Stauchwalzens/A. Knauschner, F. Haupt, F. Unger//Freiberger Forschungshefte B. -1992. -No. 270. -P. 1-93.
- Сафьян, М.М. Прокатка широкополосной стали/М.М. Сафьян. -М.: Металлургия, 1969. -460 с.
- Эффективность деформации сортовых профилей/С.А. Тулупов, Г.С. Гун, В.Д. Онискив и др. -М.: Металлургия, 1990. -280 с.
- Соловьёв А.Г., Шитов М.В. Исследование условий и факторов, влияющих на выбор способа редуцирования в технологической системе МНЛЗ -ШСГП/А.Г. Соловьёв, М.В. Шитов//Моделирование и развитие процессов обработки металлов давлением: сб. науч. тр./под ред. В.М. Салганика. -Магнитогорск: ФГБОУ ВПО «МГТУ», 2015. -Вып. 21. -С. 95-104.
