Анализ методов проектирования станочных приспособлений для операций механообработки на основе разработки бизнес процессов

Автор: Блюменштейн Алексей Александрович, Черников Михаил Сергеевич, Железнов Олег Владимирович, Салихов Радик Ильхамович
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Механика и машиностроение
Статья в выпуске: 4-3 т.14, 2012 года.
Бесплатный доступ
Научно-исследовательский центр CALS-технологий разработал автоматизированную систему управления жизненным циклом УСП, которая позволяет организовать процесс заказа, разработки и сборки УСП.
Универсально-сборочные приспособление, механообработка, жизненный цикл, технологическая оснастка, авиастроение
Короткий адрес: https://sciup.org/148201298
IDR: 148201298 | УДК: 67.02
Analysis methods for designing machine accessories machining operations based business development process
Scientific Research Center of CALS-technologies has developed an automated system lifecycle management UPD, which allows organizing the ordering process, design and assembly of UPD.
Текст научной статьи Анализ методов проектирования станочных приспособлений для операций механообработки на основе разработки бизнес процессов
этому автоматизация и оптимизация технологической подготовки производства (ТПП) при
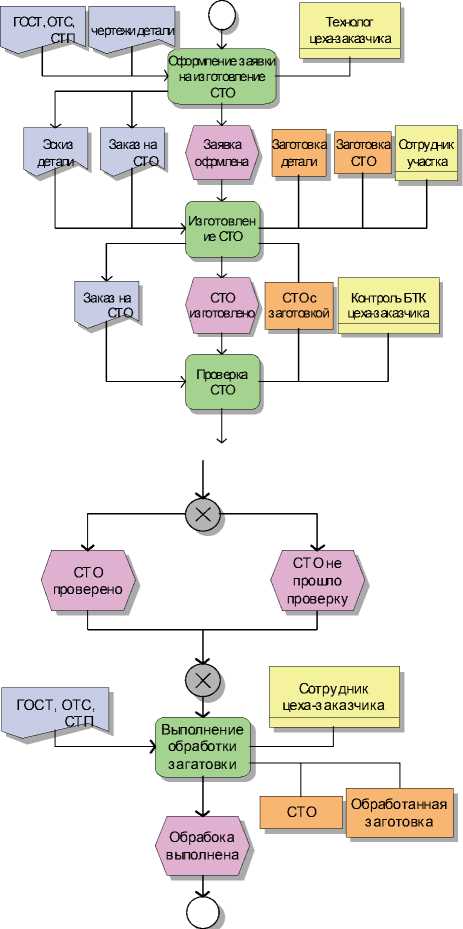
Рис. 1. Схема бизнес-процесса изготовления СТО
проектировании станочной оснастки является существенным фактором успеха авиастроительного предприятия. Использование универсально-сборных приспособлений (УСП) для оснащения операций механообработки всей возможной номенклатуры деталей требует проведения организационно-технических мероприятий по разработке и внедрению нового жизненного цикла УСП от момента его заказа на проектирования и сборку до демонтажа. Для дальнейшего ана- лиза совершенствования методов проектирования оснастки будет рассматриваться только метод проектирования с помощью УСП.
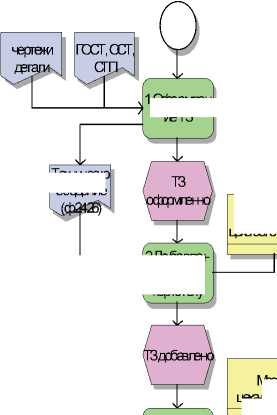
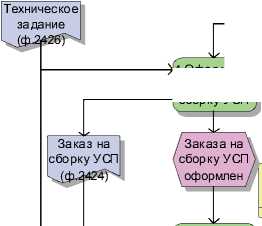
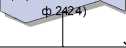
На данный момент на предприятии ЗАО «Авиастар СП» изготовление оснастки с помощью УСП (рис. 2) ведется без использования,
1.Оформлен ие ТЗ основной цех производства
Техническое задание
3.Оформлен ^ иезаказа на сборку УСП
Техническо езадание
Кладовщик цеха-заготовителя
2.Добавлен
■} ие ТЗ в картотеку

Заказ на
Заказа на
сборку УСП сборку УСП (ф.2424) оформлен
Мастер цеха-заказчика
Кладовщик участка УСП
Техническое
4.Назначение ^ исполнителя заказа
ЭлементыУСП
Слесарь участка УСП
5.Сборка
9 приспособл ения
Сборка УСП
Сопроводительная ведомость (отрывной талон к
Слесарь участка УСП
Кладовщик участкаУСП
6.Сдача собранного приспособления
Сопроводительная ведомость сдатой выдачи
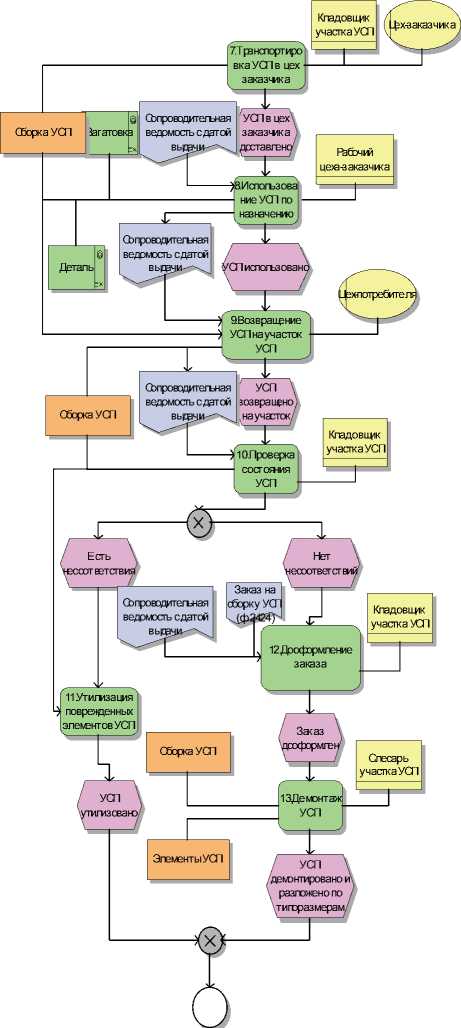
Рис. 2. Схема бизнес-процесса проектрования УСП каких либо информационных систем, то есть не ведется учёт как слесарь-инструментальщик собирал УСП и какие элементы УСП использовал при сборке. Это приводит к тому, что при повторной сборки УСП для той же детали на проекти-рование/сборку УСП затрачивается столько же времени, сколько и при первоначальной сборке. И используется в основном при необходимости быстро произвести обработку самолетной детали. Расширение номенклатуры обрабатываемых деталей с использованием УСП сдерживается потребностью в большем количестве высококвалифицированных слесарей-сборщиков, которым необходимо проводить расчет базирования заготовок обрабатываемых деталей, анализ их геометрии и создание непосредственной сборок УСП.
В результате анализа существующего бизнес-процесса проектирования УСП было предложено внести изменения в ЖЦ изделия на основе договора между «Авиастар-СП» и НИЦ CALS– технологий УлГУ. Целью данного соглашения является создание организационно-технического комплекса на базе автоматизированной системы управления ЖЦ УСП, интегрированной в PDM систему предприятия.
Автоматизированная система управления (АСУ) жизненным циклом УСП включает в себя ряд взаимодействующих подсистем:
-
. электронный каталог моделей УСП;
-
. автоматизированная система «УЧЕТ УСП»;
-
. автоматизированная система проектирования электронных моделей УСП;
Для ускорения работы производства и сокращению его себестоимости предлагается использовать на этапе проектирования каталог электронных моделей элементов УСП (рис. 3), позволяющего конструировать электронные модели сборок УСП в среде NX (рис. 4), и в последующем хранить их в базе данных предприятия. Подобная реализация обеспечивает оперативный доступ к ранее созданным моделям для повторного их использования.
Основанием для использования САПР NX выступило требование широкого набора функциональных возможностей 3D-моделирования, а, так же, возможностью интеграции с программными продуктами, ориентированными на концепции CALS/PLM.
В программный комплекс встроена возможность формирования спецификации по элементам сборочной единицы, которая в последующем используется для формирования комплекта документации на заказ сборки УСП.
Согласно предлагаемой схеме бизнес-про-цесса проектирования УСП (рис. 5) анализ геометрии заготовки самолетной детали и выбор схем базирования, а так же подбор элементного состава сборок УСП должен производить конструктор с помощью электронного каталога элементов УСП, что существенно упрощает работу слесаря-сборщика.
Для обеспечения функционирования организационно-технического комплекса в информационном пространстве предприятия был проведен анализ схемы заказа и разработки специальной оснастки и предложена система автоматизированного учета жизненного цикла УСП на предприятии ЗАО «Авиастар СП».
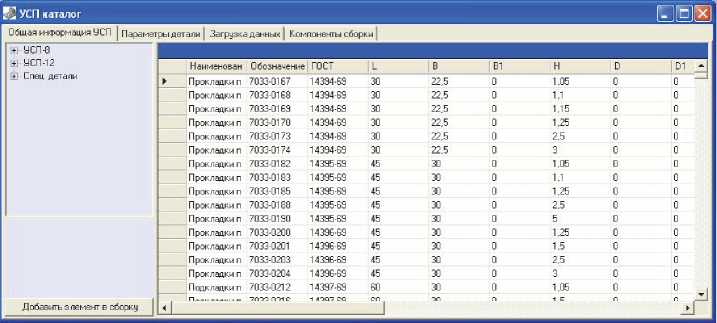
Рис. 3. Электронный каталог элементов УСП
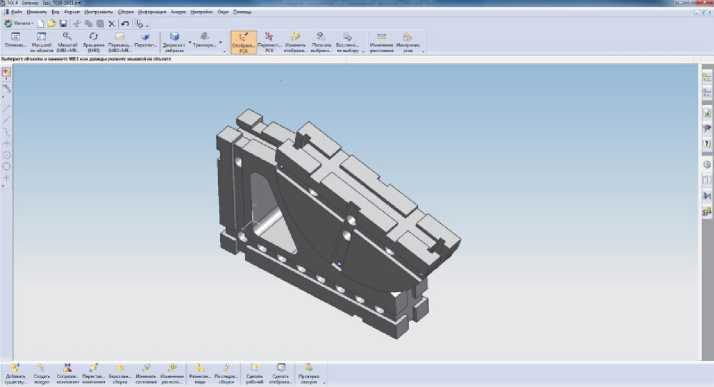
Рис. 4. Среда разработки NX
Система автоматизированного учета являет-
ся связующим звеном между компонентами организационно-технического комплекса и обес-
печивает возможность отслеживать состояние
элементов и сборок УСП от момента ее заказа
на создание электронной модели до непосредственного демонтажа станочного приспособле-
ния в цеху.

осн овн ой цех производства
1.Оформле ние заказа на проектирование УСП

Сборка УСП
Сопроводительная ведомость с датой
8.Транспортировка
УСП в цех заказч ика
Загатовка
9.Использовани е УСП по назначению
Деталь
УСП использ ова но
Модель детали
Заказ на прое ктиро вание оформле н
Конструктор
МодельУСП и спецификация раз работаны
Начальник конструкторс
-)3.Утверждени
-) е модели
УСП
Модель не утверждена
Модель ут верждена
Кладовщик участка УСП
)4.Оформлен ие з аказ а на сборку УСП
5.Наз нач ение исполнит еля заказа
Маст ер цеха-заказч ика
Сборка УСП
Техническое задание
Элементы УСП

сполнител заказа наз начен
Слесарь участка УСП
6.Сб орк а приспособления
Сопр оводит ельная ведомость (отрывной та лон к
риспособлени собрано
Слесар ь у частка УСП
7.Сдач а собранно го приспособлен ия
Кладов щи к у частка УСП
Сопр оводит ельная ведо мост ь с датой
Собранное приспособл ение сдано
Кладов щи к у частка УСП

Рабоч ий цеха-з аказ ч ика
Сопроводительная ведомость с датой

10.Возвраще ние УСП на участок УСП
Сборка УСП
Сопроводительн ая ведомость с датой выдачи
УСП возвращено на участок
-) 11.Проверка состояния
УСП

Кладов щик участка УСП

12.Утилизация поврежденных элементов УСП
Сопров одительная ведомость с датой
Есть есоответствия
Нет несоответствий
Кладов щик
Журнал заполнен
14.Зап олне ние жу рнала сборок и учета УСП
УСП тилизовано
Сборка УСП
Элементы УСП

Кладов щик участка УСП
13.Дооформлен ие заказ а
Заказ оформлен

Слесарь участка УСП
15.Демонтаж УСП
СП демонтировано раз ложено по типораз мерам
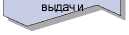
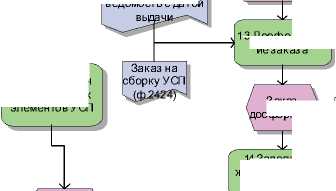
Рис. 5. Схема бизнес-процесса проектирования УСП на основе АСУ
Представленный ЖЦ УСП может показаться более затратным, т.к. подразумевает увеличение трудоемкости ТПП. Однако основная часть по формированию документации и отслеживанию состояния сборок УСП ложится на АС «Учет УСП». Последующие заказы на повторное изготовление сборочных единиц УСП будут обеспечены заготовленными моделями и технологическими процессами сборки УСП.
Конструкторская проработка моделей УСП позволяет исключить необходимость выполнения слесарем-сборщиком анализа геометрии заготовки авиационной детали и подбора соответствующих элементов УСП.
Система заказа на разработку УСП на авиастроительном предприятии с применением АС «Учет УСП», подразумевает изменение существующей схемы ТПП для специальной оснастки с целью исключения возможности одновременного запуска на проектирование по двум видам приспособлений. Для решения данной проблемы было предложено создать ряд правил по заказу на сборку УСП с применением префиксов в наименовании конструкторской документации.
Весь документооборот в АС «Учет УСП» происходит в электронном виде и позволяет существенно увеличить производительность ТПП УСП. Одной из особенностей данной системы является возможность доступа и просмотра информации о текущем состоянии заказа и этапах его проработки должностными лицам с соответствующими правами. Это позволяет легко отследить выполнение работ и скоординировать работу различных подразделений.
Взаимодействие АС «Учет УСП» с уже существующими программными комплексами авиастроительного предприятия позволяет ввести возможность планирования на проектирование и сборку УСП, что является неотъемлемой частью любого производственного процесса.
Основной сложностью в создании электронных моделей УСП является анализ геометрии заготов- ки самолетной детали, а так же необходимость выполнения операций сопряжения электронных моделей УСП. Последним составляющим компонентом организационно-технический комплекса по применению и использованию УСП является автоматизированная система по проектированию УСП (рис. 6). Автоматизированная система включает в себя набор алгоритмов для работы с электронным каталогом элементов УСП в среде NX.
На начальной стадии автоматизированного проектирования УСП разработан удобный интерфейс выбора необходимых компонентов, с учетом вида механической обработки.
После выбора необходимых элементов используется система аналитического подбора оптимальных методов базирования двух и более компонентов относительно друг друга с использованием крепежных элементов, так же заложенных в электронном каталоге.
Зачастую перед конструктором возникает задача подбора элементов под заданные условия. Данную задачу так же можно возложить на автоматизированную систему проектирования сборок УСП, когда автоматически подсчитываются заданные параметры геометрии детали и выставляется набор необходимых элементов УСП с взаимозаменяемыми компонентами в интерактивном виде.
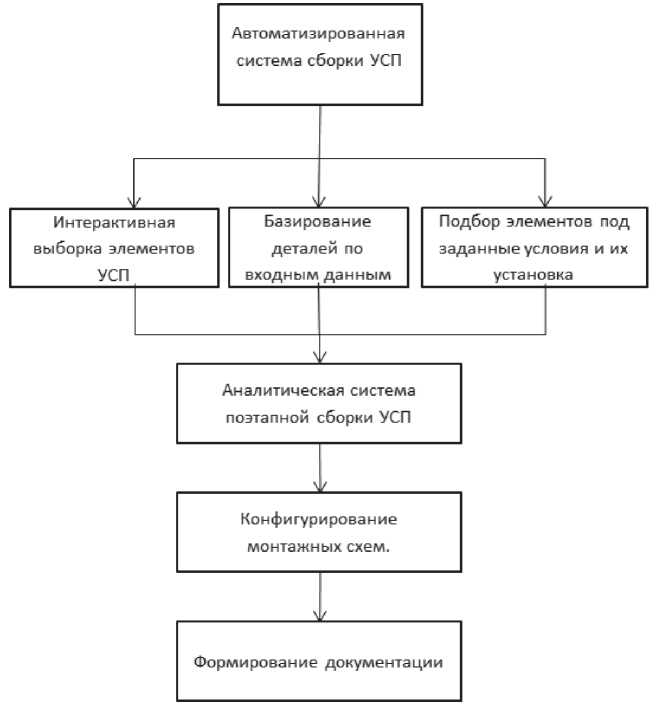
Рис. 6. Блок-схема автоматизированной системы УСП
Для ускорения работы конструкторов предлагается создать теоретическую базу поэтапной сборки электронных моделей УСП, когда программно отслеживаются действия проектировщика и выводится ряд правил и советов в зависимости от вида обработки и геометрии самолетной детали.
Для вывода информации по сборке УСП слесарю-сборщику необходимо разработать конструкторскую документацию, где будут представлены монтажные схемы и правила сборки. Автоматическая генерация подобной документации избавляет конструктора от рутинной работы и дает полноценное представление о методах и способах базирования заготовки самолетной детали.
Вследствие применения организационнотехнического комплекса УСП предполагается на порядок снизить себестоимость изготовления станочных приспособлений на базе УСП без использования специальной оснастки.
Работа выполнена при частичной финансовой поддержке в рамках Государственного контракта № 07.514.11.4064 «Разработка методики и алгоритмов управления станками с числовым программным управлением с использованием современных CAD\CAM систем с целью оптимизации процессов обработки деталей, применяемых в авиастроении».
Список литературы Анализ методов проектирования станочных приспособлений для операций механообработки на основе разработки бизнес процессов
- Кузнецов В.С., Пономарев В.А. Универсально-сборные приспособления. М.: Машиностроение, 1974.
- Шеер А.-В. Моделирование бизнес-процессов. М.: Весть-МетаТехнология, 2000.
