Анализ остаточных напряжений в проволоке после волочения в монолитной волоке

Автор: Громов Д.В., Радионова Л.В., Глебов Л.А.
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Обработка металлов давлением. Технологии и машины обработки давлением
Статья в выпуске: 3 т.25, 2025 года.
Бесплатный доступ
В статье представлена компьютерная модель процесса волочения проволоки, которая позволяет рассчитывать методом конечных элементов напряженнодеформированное состояние проволоки в процессе волочения и после его завершения. Верификация разработанной компьютерной модели показала высокую сходимость полученных результатов с аналогичными расчетами, выполненными другими исследователями. В ходе анализа определены технологические параметры волочения, влияние которых на остаточные напряжения в проволоке планируется исследовать в последующих работах. В настоящей работе проведен анализ влияния рабочего полуугла волоки на осевые, радиальные и тангенциальные составляющие остаточных напряжений. Приведено распределение остаточных напряжений по сечению проволоки. Установлено, что уменьшение полуугла волоки с 8 до 4° приводит к снижению осевых напряжений на поверхности проволоки с 750 до 430 МПа, а тангенциальных напряжений – с 400 до 320 МПа. Поскольку качество проволоки в основном определяется величиной и знаком остаточных напряжений на поверхности проволоки, то снижение поверхностных растягивающих напряжений за счет уменьшения полуугла волоки положительно скажется на эксплуатационных свойствах проволоки. Неоднозначность влияния технологических параметров волочения и тем более их взаимное воздействие на знак и величину остаточных напряжений требуют проведения большого количества числовых экспериментов. Наличие специализированных программ для компьютерного моделирования и высокая степень достоверности получаемых результатов открывают возможности не только для расчета отдельных вариантов режимов волочения, но и для проведения комплексных исследований с перспективой получения зависимостей и моделей для прогнозирования остаточных напряжений после волочения проволоки.
Проволока, остаточные напряжения, волочение, напряжение, деформация, полуугол волоки, компьютерное моделирование
Короткий адрес: https://sciup.org/147252245
IDR: 147252245 | УДК: 621.762 | DOI: 10.14529/met250305
Analysis of residual stresses in wire drawing processes in monolithic dies
The article presents a model for simulating the wire drawing process, which allows calculating the stress-strain state of the wire during and after drawing using the finite element method. Verification of the developed simulation model showed high convergence of the obtained results with similar calculations performed by other researchers. During the analysis, the technological parameters of drawing were deter-mined, the influence of which on residual stresses in the wire is planned to be studied in subsequent works. In this paper, the influence of the working half-angle of the die on the axial, radial and tangential compo-nents of residual stresses is analyzed. The distribution of residual stresses over the wire cross-section is given. It was found that a decrease in the half-angle of the die from 8 to 4° leads to a decrease in axial stresses on the wire surface from 750 to 430 MPa, and tangential stresses from 400 to 320 MPa. Since the quality of the wire is mainly determined by the magnitude and sign of residual stresses on the surface of the wire, re-ducing the surface tensile stresses by reducing the half-angle of the die will have a positive effect on the op-erational properties of the wire. The ambiguity of the influence of technological parameters of drawing and especially their mutual effect on the sign and magnitude of residual stresses require a large number of nu-merical experiments. The availability of specialized programs for computer modeling and a high degree of reliability of the results obtained open up opportunities not only for calculating individual options of drawing modes, but also for conducting complex studies with the prospect of obtaining dependencies and models for predicting residual stresses after wire drawing.
Текст научной статьи Анализ остаточных напряжений в проволоке после волочения в монолитной волоке
Остаточные напряжения, причиной которых является неравномерная деформация в процессах обработки металлов давлением и температурная неравномерность, обусловленная контактным трением при волочении, оказывают существенное влияние на эксплуатационные свойства проволоки [1–3]. Наличие остаточных напряжений оказывает влияние на механические свойства, износостойкость и коррозионную стойкость металлопродукции [4, 5]. Для снятия остаточных напряжений применяют термическую обработку – отжиг [6] или дополнительную механическую обработку – правкой на роликах, правкой растяжением, обработкой дробью [7, 8]. Однако применение термической обработки для снятия напряжений или применение дополнительных устройств для поверхностной деформации не всегда допустимо технологией производства проволоки и обоснованно экономически. Поэтому вопросу формирования остаточных напряжений при волочении проволоки было уделено внимание еще такими основоположниками процесса волочения, как Л.А. Красильниковым, И.Л. Перлиным и М.З. Ерманок [9, 10].
Проводимые ранее исследования установили [11, 12], что на величину и характер распределения остаточных напряжений по поперечному сечению стальной проволоки оказывают влияние: подготовка поверхности металла к волочению; величина суммарного обжатия; угол рабочей зоны волоки; содержание углерода в стали; величина единичных обжатий при постоянном суммарном обжатии;
способ термической обработки и конструктивные особенности оборудования.
Однако стоит отметить, что технологии волочения и оборудование, применяемое для их реализации, со временем существенно изменились. В настоящее время для подготовки микроструктуры катанки к волочению активно используется тепло прокатного нагрева, т. е. на смену патентированию в свинцовых ваннах пришла сорбитизация с прокатного нагрева [13]. Химическое травление заготовки все чаще заменяется на удаление окалины механическим способом [14]. Массово применяемые в прошлом столетии станы магазинного типа вытесняются станами прямоточного типа, скорость волочения на которых достигает 40 м/с [15]. По результатам многочисленных исследований, касающихся геометрии монолитных волок, рабочие углы также существенно изменились по отношению к раннее используемым в практике волочения [16]. При производстве проволоки для металло-корда в последние десятилетия заметно увеличилось применение стали с повышенным углеродом, сейчас допустимо и распространено содержание до 0,85…0,90 % С [17]. Технологические смазки и подсмазочные покрытия также претерпели существенные изменения, поскольку высокие скорости волочения требуют их стойкости при повышенных температурах [18].
Технический прогресс коснулся не только волочильного оборудования и технологий, но внес существенные изменения в исследовательские инструменты и методики. Появление специализированных программ для моделирования процессов обработки металлов давлением, в основе которых лежит метод конечных элементов, позволяет исследовать влияние технологических параметров процесса волочения на напряженно-деформированное состояние проволоки и определять остаточные напряжения в ней после волочения [19–21]. Это открыло новые возможности для исследования влияния технологических параметров волочения на напряженно-деформированное состояние проволоки.
Проведение комплексных числовых экспериментов с применением компьютерного моделирования требует больших временных ресурсов и навыков работы со специализированными программными продуктами, такими как QForm, DEFORM-3D, ABAQUS и другие. В настоящее время как российскими учеными, так и зарубежными коллегами этому вопросу уделяется некоторое внимание. Ю.Н. Логинов с коллегой [22] сравнивал напряженное состояние отрезка проволоки, находящегося на выходной стороне волоки в момент волочения с его напряженным состоянием после выхода проволоки из волоки. Ими установлено, что остаточные осевые напряжения после разгрузки уменьшаются примерно в два раза, а тангенциальные напряжения изменяются незначительно. В.А. Харитонов с учениками [23–25] уделил большое внимание влиянию угла волоки и единичной степени деформации на напряженно-деформированное состояние проволоки. Зарубежные исследователи [26–28] анализировали влияние технологических параметров на формирование остаточных напряжений.
Из вышеизложенного следует, что вопрос влияния технологических параметров процесса волочения на формирование остаточных напряжений в проволоке является актуальным и требует комплексного подхода для выявления качественных и количественных зависимостей остаточных напряжений от режимов волочения проволоки.
В настоящей работе планируется разработать компьютерную модель для анализа влияния технологических параметров процесса волочения на остаточные напряжения в проволоке. С помощью разработанной компьютерной модели оценить влияние полуугла волоки на формирование остаточных напряжений в низкоуглеродистой стальной проволоке.
Разработка и верификация компьютерной модели расчета остаточных напряжений при монолитном волочении
Для определения уровня остаточных напряжений использовали метод конечных элементов, реализованный в специализированном программном комплексе DEFORM. Реологические свойства стали использовались из библиотеки DEFORM. Заготовка разбивалась конечными элементами прямоугольной формы. Сетка заготовки в очаге деформации разбита размером от 0,05 до 0,075 мм, что дает более 50 элементов на ширину очага деформации (рис. 1). В ходе исследований анализировали напряжения, деформации и скорости деформации в процессе волочения. После снятия нагрузки определяли осевые, радиальные и тангенциальные остаточные напряжения (рис. 2).
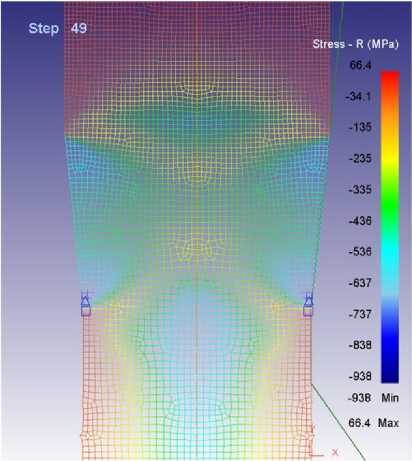
Рис. 1. Компьютерная модель процесса волочения проволоки в монолитной волоке
Fig. 1. Computer model of the wire drawing process in a monolithic die
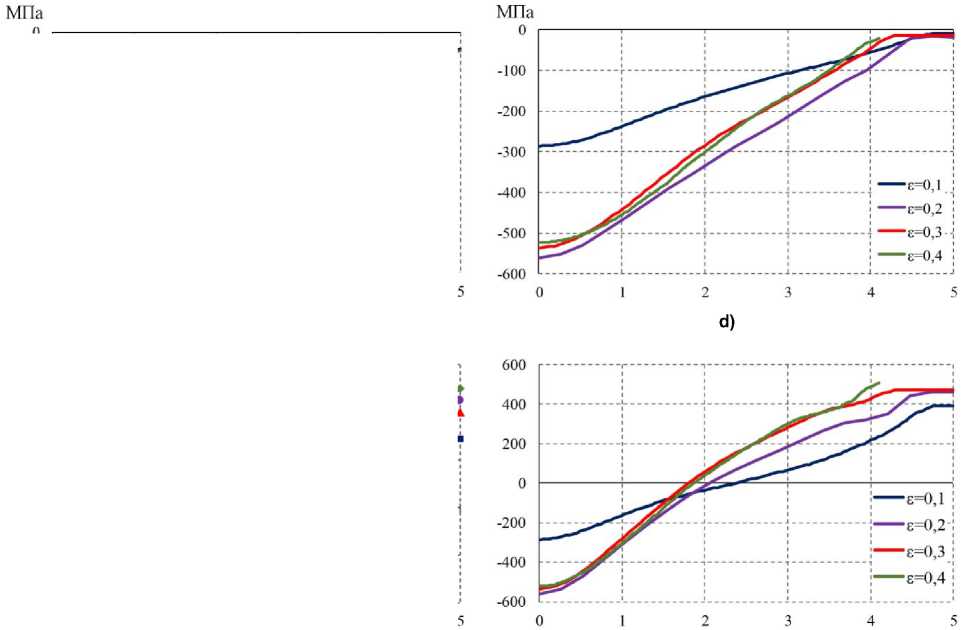
Верификацию разработанной компьютерной модели провели путем сравнения с результатами моделирования, представленными в работе [4]. Проверка модели осуществлялась при расчете распределения остаточных напряжений по радиусу сечения прутка исходного диаметра 10 мм из стали 12Х18Н10Т после волочения с обжатиями (ɛ) = 0,1; 0,2; 0,3 и 0,4 при скорости волочения V = 1 м/с, коэффициенте трения f = 0,08 и полуугле волоки α = 6°. На рис. 3 приведены результаты
a)
b)
c)
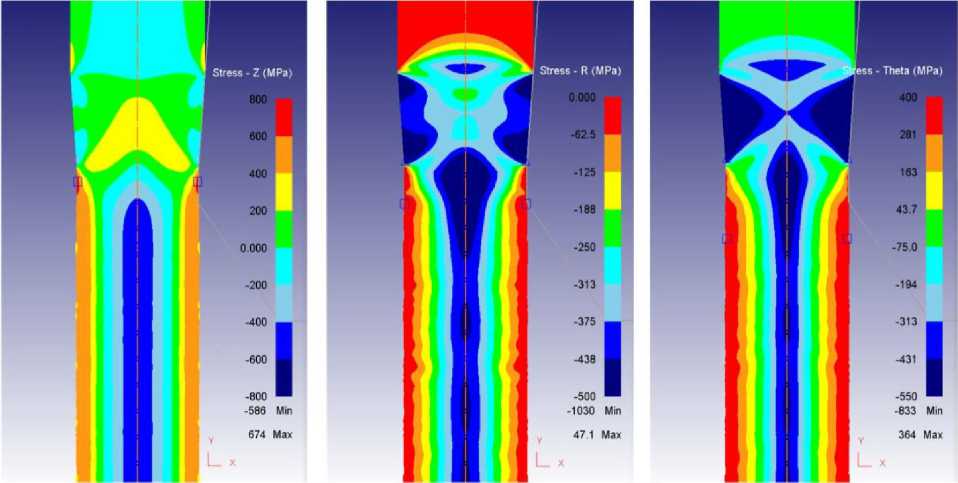
Рис. 2. Напряжения (остаточные) после разгрузки переднего конца проволоки: а – осевые; b – радиальные; c – тангенциальные
Fig. 2. Stresses (residual) after unloading the front end of the wire: a – axial; b – radial; c – tangential
e)
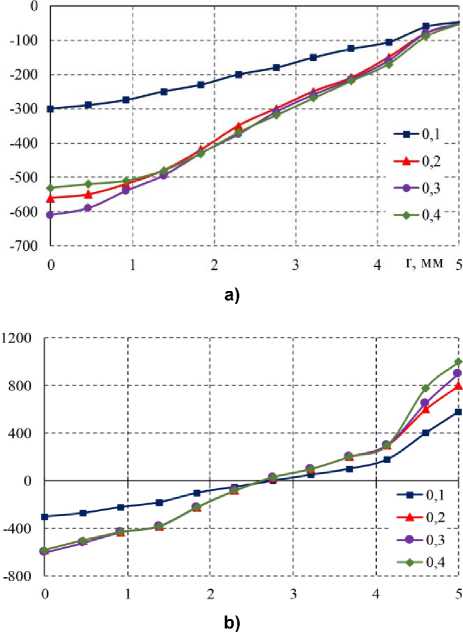
Рис. 3. Сравнение результатов расчета остаточных напряжений при верификации компьютерной модели: а, b, c – полученные в работе [4]; d, e, f – полученные нами; а, d – радиальные; b, e – тангециальные; c, f – осевые (см. также с. 52)
Fig. 3. Comparison of the results of residual stress calculations during verification of the computer model: a, b, c – obtained in [4]; d, e, f – obtained by us; а, d – radial; b, e – tangential; c, f – axial (see also p. 52)
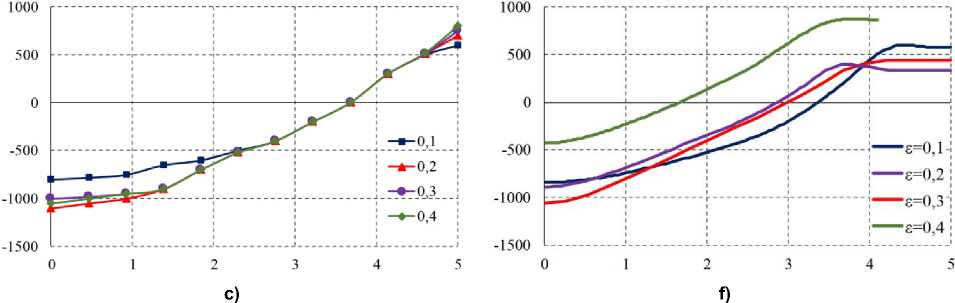
Рис. 3. Окончание
Fig. 3. End
расчета остаточных напряжений, полученные в работе [4] и нами.
Результаты расчетов, полученные нами, качественно и в большинстве вариантов количественно совпадают с расчетами, выполненными в работе [4]. Следовательно, разработанная компьютерная модель может быть использована для проведения числовых экспериментов и анализа влияния технологических параметров на знак и уровень остаточных напряжений при волочении проволоки.
Анализ влияния технологических параметров волочения на остаточные напряжения в проволоке
Согласно ранее проводимым нами исследованиям [19], технологическими параметрами, оказывающими существенное влияние на напряженно-деформированное состояние, являются степень деформации, рабочий угол волоки, коэффициент трения. Не меньший интерес вызывает оценка влияния скорости волочения, типа волоки и содержание углерода на формирование остаточных напряжений.
Анализ влияния технологических параметров процесса проводился на проволоке-заготовке диаметром d0 = 3,5 мм из стали марки 10 (AISI 1015) и 65Г (AISI 1070). При проведении численных (вычислительных) экспериментов заготовка диаметром d0 = 3,5 мм протягивалась через монолитные волоки с рабочим полууглом а = 3; 4; 5; 6; 7 и 8° при ко эффициенте трения f = 0,01; 0,05 и 0,10 (закон
Кулона). Обжатие (единичное)
е = 2ln

= 0,05; 0,1; 0,2; 0,3. Скорость волочения при нималась равной Квол = 0,1 и 10 м/с. Начальная температура волочения tнач = 20°.
Учитывая большой объем полученных результатов, в данной статье мы ограничимся только анализом влияния угла волоки на формирование остаточных напряжений.
Распределение осевых, радиальных и тангенциальных напряжений после выхода проволоки из волоки с разными углами приведено на рис. 4. Моделирование проводилось для следующих условий волочения: сталь марки 10 (AISI 1015), диаметр заготовки d 0 = 3,5 мм; диаметр проволоки после волочения с обжатием ( е ) = 0,2 составил 3,2 мм; скорость волочения V = 1 м/с, коэффициент трения f = 0,05.
Качественные и количественные значения полученных напряжений согласуются с результатами, полученными в работе [22].
Остаточные напряжения в проволоке са-моуравновешены. Осевые уравновешены распределением по сечению, а тангенциальные и радиальные - за счет осевой симметрии. В волоке центральные слои металла получают большее удлинение, чем периферийные. Выравнивающее действие упругих областей проволоки приводит к тому, что центральные слои при разгрузке укорачиваются и все компоненты нормальных напряжений в центре становятся сжимающими.
Для наглядности и удобства проведения анализа влияния рабочего угла волоки на величину и тип остаточных напряжений результаты числовых экспериментов представлены в виде графиков изменения величины остаточных напряжений по сечению проволоки после волочения (рис. 5-7). Из графиков распределения напряжений следует, что все виды напряжений в центре проволоки имеют отрицательные
а)
b)
c)
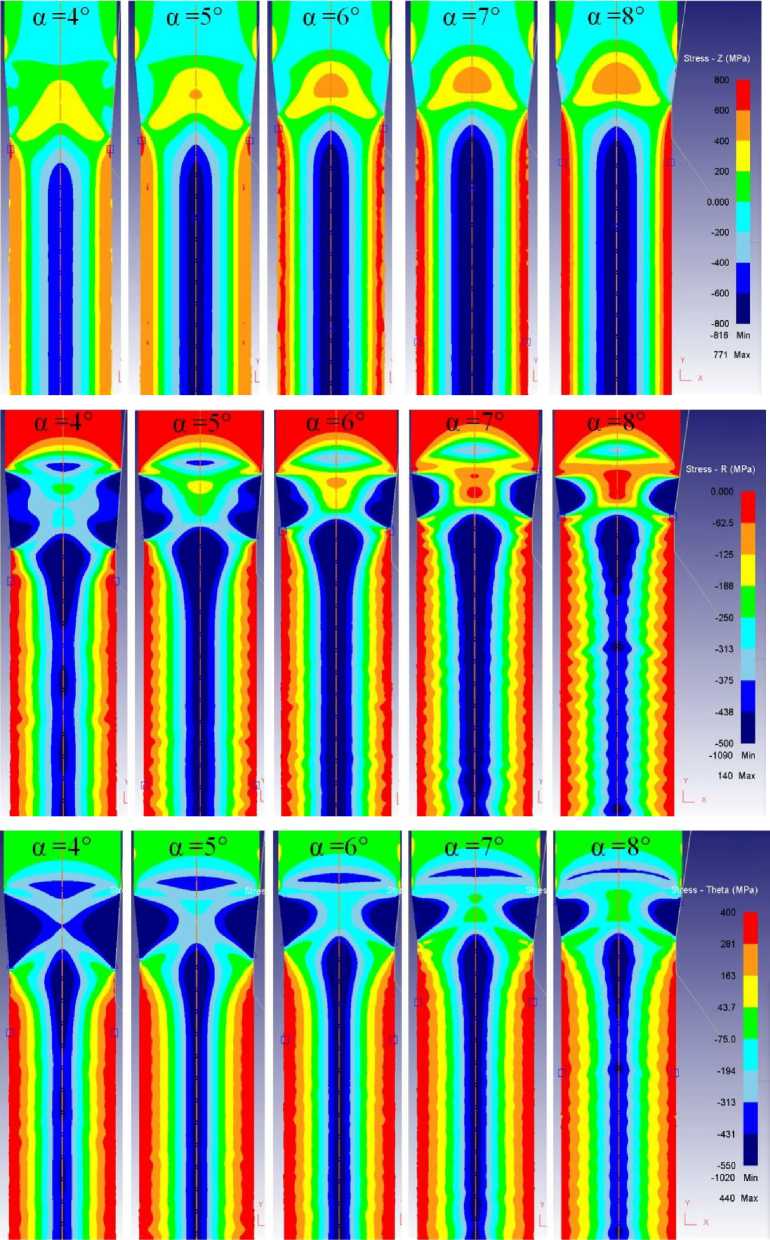
Рис. 4. Результаты расчета остаточных напряжений после волочения проволоки-заготовки диаметром d = 3,5 мм из стали марки 10 (AISI 1015) через монолитные волоки с рабочим полууглом α = 3; 4; 5; 6; 7 и 8° при коэффициенте трения f = 0,05, обжатии ε = 0,2 и скорости волочения Vвол = 0,1 м/с: а – осевые; b – радиальные; c – тангециальные
Fig. 4. Results of calculating residual stresses after drawing a wire blank with a diameter of 3.5 mm made of grade 10 steel (AISI 1015) through monolithic dies with a working half-angle of 3; 4; 5; 6; 7 and 8° at a friction coefficient of 0.05, reduction of 0.2 and a drawing speed of 0.1 m/s: a – axial; b – radial; c – tangential
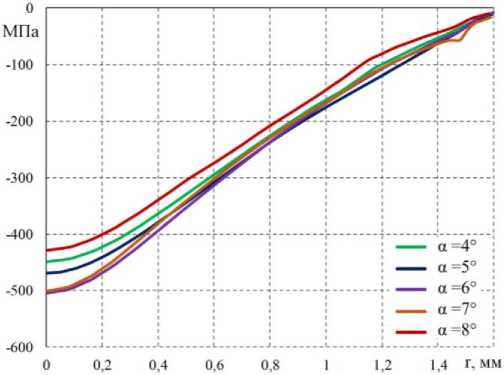
Рис. 5. Радиальные остаточные напряжения после волочения с разными полууглами волок Fig. 5. Radial residual stresses after drawing with different drawing half-angles
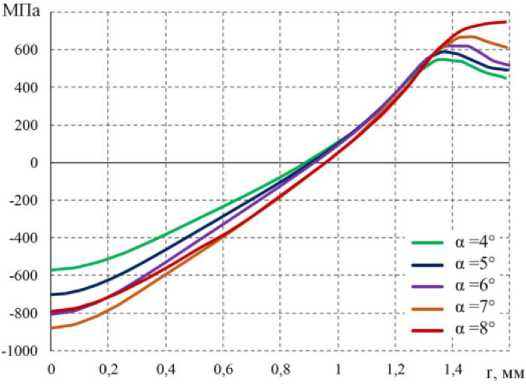
Рис. 6. Осевые остаточные напряжения после волочения с разными полууглами волок Fig. 6. Axial residual stresses after drawing with different drawing half-angles
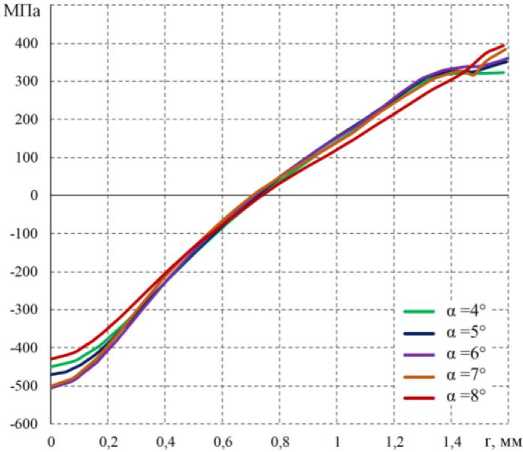
Рис. 7. Тангенциальные остаточные напряжения после волочения с разными полууглами волок Fig. 7. Tangential residual stresses after drawing with different drawing half-angles значения, т. е. это напряжения сжатия. Сжимающие напряжения в центре проволоки создают благоприятные условия для поддержания высокой пластичности металла в этой области.
Радиальные остаточные напряжения в поверхностных слоях проволоки независимо от угла волоки близки к нулю. В центральном сечении проволоки наблюдается некоторое влияние угла волоки на величину сжимающих напряжений. Увеличение полуугла волоки α с 4 до 6° приводит к повышению сжимающих напряжений с 425 до 500 МПа. Дальнейшее увеличение полуугла волоки приводит к снижению сжимающих напряжений. Эти результаты требуют дополнительной проверки и более глубокого анализа причин такого изменения радиальных составляющих остаточных напряжений. В то же время стоит отметить, что в работе [29] при анализе влияния углов волок в 12, 14, 16 и 18° при степенях деформации 10, 30 и 55 % было показано, что на уровень радиальных остаточных напряжений оказывает совместное влияние степени деформации и угла волоки. В этой работе при проведении расчетов в пакете ABACUS было получено, что при степени деформации 10 и 30 % сжимающие напряжения в центре проволоки с увеличением угла волоки уменьшаются, а при 55 % деформации при увеличении угла волоки – возрастают. Это может быть связано с неравномерностью деформации по сечению проволоки, которое определяется углом волоки, единичной степенью деформации и значением коэффициента трения, что подробно рассмотрено в работе [30].
После волочения с разными углами волок в поверхностных слоях проволоки возникают растягивающие осевые напряжения. В отличие от центральных слоев здесь четко прослеживается положительное влияние уменьшения угла волоки на величину остаточных напряжений. Уменьшение полуугла волоки с 8 до 4° приводит к снижению напряжений на поверхности проволоки с 750 до 430 МПа. Аналогичным образом оказывает влияние полуугол волоки на поверхностные тангенциальные остаточные напряжения. Уменьшение полуугла волоки с 8 до 4° приводит к снижению тангенциальных напряжений на поверхности проволоки с 400 до 320 МПа.
Поскольку качество проволоки в основ-
Анализ остаточных напряжений в проволоке после волочения в монолитной волоке ном определяется величиной и знаком остаточных напряжений на поверхности проволоки, то снижение поверхностных растягивающих напряжений за счет уменьшения полуугла волоки положительно скажется на эксплуатационных свойствах проволоки.
В то же время неоднозначность влияния технологических параметров волочения и тем более их взаимное воздействие на знак и величину остаточных напряжений требуют проведения большого количества числовых экспериментов. В свою очередь наличие специализированных программ для компьютерного моделирования и высокая степень достоверности получаемых результатов открывает возможности не только для расчета отдельных вариантов режимов волочения, но и для проведения комплексных исследований с перспективой получения зависимостей и моделей для прогнозирования остаточных напряжений после волочения проволоки.
Заключение
Таким образом, авторами разработана компьютерная модель процесса волочения проволоки, позволяющая методом конечных элементов рассчитывать напряженно-деформированное состояние проволоки в процессе волочения и после его завершения. Верификация разработанной компьютерной модели показала высокую сходимость полученных результатов с аналогичными расчетами, выполненными другими исследователями. Определены технологические параметры волочения, влияние которых на остаточные напряжения в проволоке планируется исследовать в последующих работах. В настоящей работе проведен анализ влияния рабочего полуугла волоки на осевые, радиальные и тангенциальные составляющие остаточных напряжений. Установлено, что уменьшение полуугла волоки с 8 до 4° приводит к снижению осевых напряжений на поверхности проволоки с 750 до 430 МПа, а тангенциальных напряжений – с 400 до 320 МПа. Поскольку качество проволоки в основном определяется величиной и знаком остаточных напряжений на поверхности проволоки, то снижение поверхностных растягивающих напряжений за счет уменьшения поллугла волоки положительно скажется на эксплуатационных свойствах проволоки.
