Анализ параметров зевообразования на лентоткацких станках

Автор: Башметов В.С.
Журнал: Вестник Витебского государственного технологического университета @vestnik-vstu
Рубрика: Технология и оборудование легкой промышленности и машиностроения
Статья в выпуске: 1 (32), 2017 года.
Бесплатный доступ
Предметом исследования является процесс зевообразования на бесчелночных лентоткацких станках. В работе проведен анализ параметров зевообразования при синусоидальном законе движения ремизок и анализ параметров движения рапиры при прокладывании уточных нитей в зеве. Показана возможность уменьшения высоты зева в зависимости от ширины вырабатываемых лент, величины заступа на станке и других факторов. Приведены результаты расчетов движения ремизок для условий выработки тканых лент различной ширины. Предложенная методика позволяет определять оптимальные наладочные параметры зевообразования для каждой конкретной заправки лентоткацкого станка с целью снижения высоты зева, уменьшения деформации основных нитей при зевообразовании, снижения их обрывности, повышения качества тканых лент и уменьшения динамических нагрузок.
Технология лентоткачества, процесс зевообразования, высота зева, деформация основных нитей, обрывность, качество тканых лент
Короткий адрес: https://sciup.org/142184988
IDR: 142184988 | УДК: 677.024.83
Analysis of the parameters of shedding on narrow looms
The subject of research is the process of shedding on narrow looms. The article analyses parameters of shedding under a sinusoidal law of motion of the heddles frame and studies motion parameters rapier for weft insertion in the shed. It shows the possibility of reducing the height of the shed depending on the width of the produced ribbons, spade value of narrow looms and other factors. The results of calculations of the motion of the heddles frame for the conditions of the production of narrows of different width are presented. The proposed method allows determining the optimal adjustment parameters of shedding for each specific refueling of narrow looms to reduce the height of the throat, reducing deformation of the warp threads in shedding, reducing breakage, improving the quality of narrow fabrics and reduce dynamic loads.
Текст научной статьи Анализ параметров зевообразования на лентоткацких станках
ТЕХНОЛОГИЯ ЛЕНТОТКАЧЕСТВА, ПРОЦЕСС ЗЕВООБРАЗОВАНИЯ, ВЫСОТА ЗЕВА, ДЕФОРМАЦИЯ ОСНОВНЫХ НИТЕЙ, ОБРЫВНОСТЬ, КА ЧЕСТВО ТКАНЫХ ЛЕНТ
Предметом исследования является процесс зевообразования на бесчелночных лентоткацких станках. В работе проведен анализ параметров зевообразования при синусоидальном законе движения ремизок и анализ параметров движения рапиры при прокладывании уточных нитей в зеве. Показана возможность уменьшения высоты зева в зависимости от ширины вырабатываемых лент, величины заступа на станке и других факторов. Приведены результаты расчетов движения ремизок для условий выработки тканых лент различной ширины.
Предложенная методика позволяет определять оптимальные наладочные параметры зевообразования для каждой конкретной заправки лентоткацкого станка с целью снижения высоты зева, уменьшения деформации основных нитей при зевообразовании, снижения их обрывности, повышения качества тканых лент и уменьшения динамических нагрузок.
TECHNOLOGY OF THE NARROW WEAVING, SHED FORMATION, HEIGHT OF THE SHED, DEFORMATION OF WARP THREADS, BREAKAGES, QUALITY OF THE NARROW FABRIC
The subject of research is the process of shedding on narrow looms. The article analyses parameters of shedding under a sinusoidal law of motion of the heddles frame and studies motion parameters rapier for weft insertion in the shed. It shows the possibility of reducing the height of the shed depending on the width of the produced ribbons, spade value of narrow looms and other factors. The results of calculations of the motion of the heddles frame for the conditions of the production of narrows of different width presented.
The proposed method allows determining optimal adjustment parameters of shedding are
the for
each specific refueling of narrow looms to reduce the height of the throat, reducing deformation of the warp threads in shedding, reducing breakage, improving the quality of narrow fabrics and reduce dynamic loads.
На бесчелночных лентоткацких станках для зевообразования могут применяться механизмы с различными законами движения ремизок.
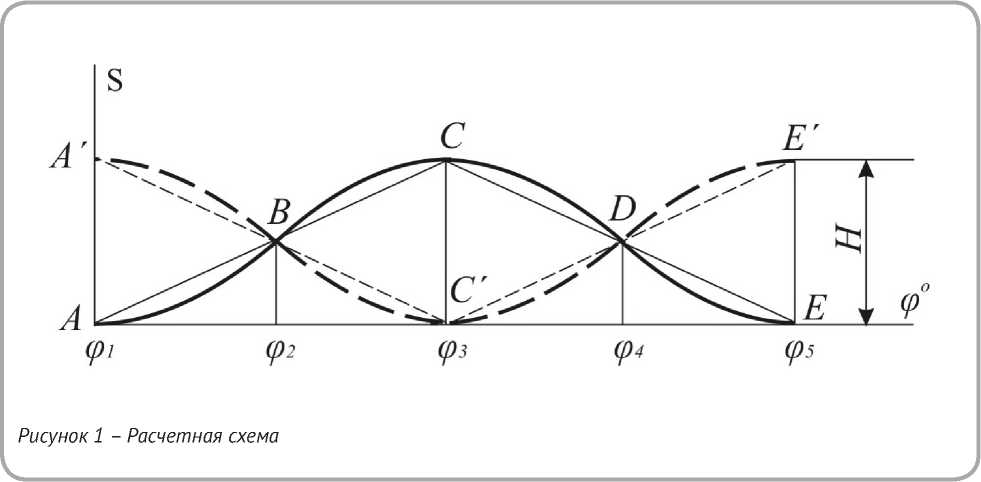
При наиболее простом [1] синусоидальном законе (рисунок 1), суммируя линейный закон S = K1 + K2φ со вспомогательной синусоидой (радиус вспомогательной окружности R = H / / 2π ), можно определить закономерность перемещения ремизок (уравнение 1).
где K1 и K2 – коэффициенты уравнения прямой линии, проходящей через точки À и Ñ ; φ – угол поворота главного вала станка; H – размах движения ремизки; φ1 и φ3 – угловые положения
главного вала станка в момент начала движения ремизки и конца движения ремизки соответственно.
При повороте главного вала станка от φ1 до φ3 одна ремизка движется снизу вверх (сплошная жирная линия ÀÂÑ ), а затем при φ3 меняет направление и от φ3 до φ5 движется вниз (линия ÑDÅ ). Другие ремизки могут иметь такие же или противоположные (штриховая жирная линия) направления движения и свои размахи движения.
Нулевые положения главного вала φ2 и φ4 соответствуют моментам прибоя уточных нитей к опушке ленты ( φ1 = - π рад, φ2 = 0 , φ3= π рад), а при работе станка с нулевым заступом они соответствуют также и моментам начала открытия зева.
Решая уравнение (1) относительно точек À ( φ1 ; 0 ) и Ñ ( φ3 ; Í ), можно определить K1 = H / 2 и K2 = H / 2π .
Тогда
По данной формуле выполнены расчеты перемещений ремизок за цикл зевообразования от φ = 0 рад до φ = 2 π рад. Определена закономерность изменения высоты зева в ре- мизном приборе с учетом высоты глазков галев hг и зазора δ ушек галев с галевоносителем [2]. Далее, с учетом длины l1 передней части зева (расстояние от опушки ленты до первой дальней ремизки) и расстояния lp от опушки ленты до зоны прокладывания уточных нитей, определены параметры зева на участке движения рапиры.
В качестве примера для расчетов принят лентоткацкий станок NFN-42 фирмы J. Muller (Швейцария) в случае применения синусоидального закона движения ремизок. Использованы снятые со станка следующие данные: l1 = 160 ìì, lp = 23 ìì , hг = 2,5 ìì , δ = 1,5 ìì . Размах движения первой ремизки составил H = 50 ìì . Движения других ремизок должны обеспечивать получение чистого зева.
Результаты расчетов представлены на рисунке 2. При работе станка с нулевым заступом сплошные линии 1 и 2 показывают перемещения hв и hí основных нитей в зоне прокладывания утка при движении первой ремизки от среднего положения вверх и вниз. Расстояния между этими линиями 1 и 2 по вертикали показывают высоту зева Hp = hв + hí на участке движения рапиры. При работе станка с заступом эти линии смещены влево. Штриховые линии 3 и 4 соответствуют работе станка с заступом 330°, а штрих-пунктирные линии 5 и 6 – с заступом 300°.
Аналогично при синусоидальном законе определим закономерность движения рапиры во время прокладывания утка (рисунок 3).
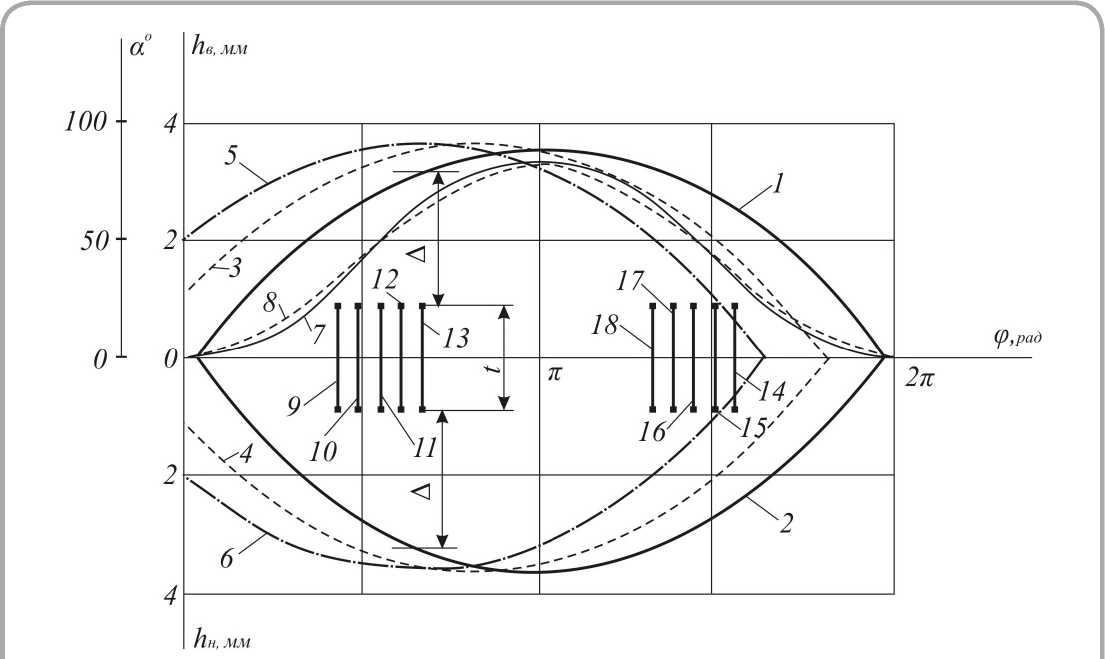
Рисунок 2 – Параметры зевообразования и прокладывания утка
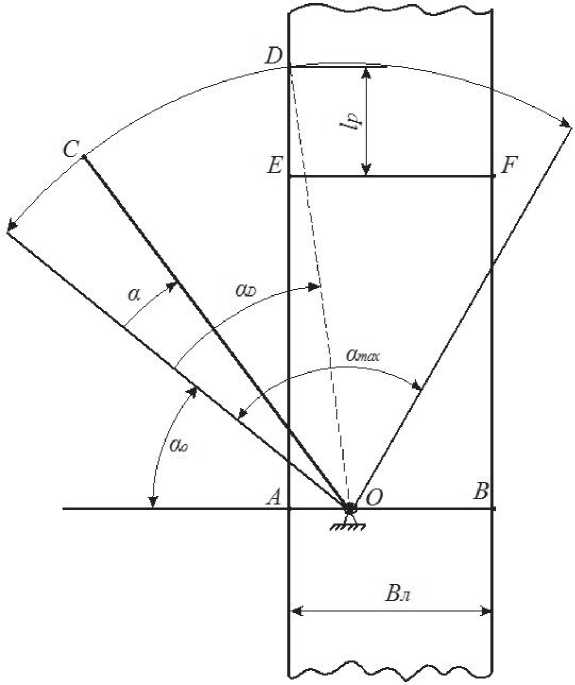
Рисунок 3 – Схема прокладывания уточных нитей
a a _ max
g> - 0,5 sin
где a max - размах угловых движений глазка С рапиры относительно оси О ; ф 1 и ф 2 - угловые положения главного вала станка соответственно в момент начала движения рапиры в зев и конца движения.
Рапира на лентоткацком станке NFN-42 совершает возвратно-вращательное движение вокруг оси О от начального положения a 0 на величину α max для прокладывания уточной нити на ширину ленты Вё . Правая кромка ленты (точка В ) строго фиксирована относительно оси О величиной lOB . Головка рапиры с глазком С проходит в зеве на расстоянии lp от опушки ленты EF . Начальное положение α 0 рапиры соответствует моменту прибоя утка при φ'1 = 0, а конечное положение – при φ'2 = π рад.
Результаты расчетов движения рапиры по синусоидальному закону при прокладывании утка представлены сплошной линией 7 на рисунке 2.
Следует отметить, что при синусоидальном законе движение рабочих органов [1] первая и вторая производные перемещения непрерывны. Такой закон удовлетворяет требованиям работы на высоких скоростях, обеспечивает минимальную вибрацию и отсутствие мягких и жестких ударов в механизмах. Это особенно важно для механизмов, работающих с выстоями: зевооб-разовательных механизмов ткацких станков, механизмов привода рапир лентоткацких станков типа ТЛБ-М [3] и других.
Однако для механизмов, имеющих движение рабочих органов без выстоя в цикле работы (это относится к механизму привода рапир станков типа АЛТБ [3], станков NFN-42 и других), наиболее целесообразно использовать косинусоидальный закон, дающий меньшую величину максимального ускорения и, соответственно, меньшие динамические нагрузки. Тогда угловое движение рапиры будет
. (4)
Результаты расчетов движения рапиры по косинусоидальному закону при прокладывании утка показаны штриховой линией 8 на рисунке 2.
При косинусоидальном законе движения рапиры можно определить значение угла a D в моменты входа глазка С рапиры в зев у левой кромки ленты в точке D и выхода глазка из зева
Тогда угловое положение фD главного вала станка, соответствующее моменту начала нахождения рапиры в зеве, будет
Расчеты угловых положений фD главного вала выполнены для условий выработки тканых лент различной ширины В, при lOB = 28 мм , lOC = 86 мм , lp = 23 мм, a 0 = 40°, a max = 82°. Для ленты шириной Вё = 50 мм вход рапиры в зев соответствует угловому положению главного вала 81,8° и выход из зева - 278,2°. При Вё = = 40 мм - соответственно 88,6° и 271,6°. При Вё = 30 мм - 100,8° и 259,2°. При Вё = 20 мм -"110,5° и 249,5°. При Вё = 10 мм - 120,9° и 239,1°. На рисунке 2 вертикальные линии 9, 10, 11, 12 и 13 характеризуют размер по высоте головки рапиры ( t = 1,8 мм ) и моменты входа ее в зев при значениях ширины ленты Вл соответственно 50 мм , 40 мм , 30 мм , 20 мм и 10 мм . Аналогично вертикальные линии 14, 15, 16, 17 и 18 характеризуют моменты выхода рапиры из зева соответственно при тех же значениях ширины ленты Вё .
В эти моменты входа рапиры в зев и выхода из зева расстояние от рапиры до верхней и нижней ветвей зева (зазоры ∆ ) должны быть минимально возможными, но достаточными для беспрепятственного прокладывания уточных нитей.
Из рисунка 2 видно, что эти зазоры зависят от ширины вырабатываемой ленты и от величи- ны заступа. Например, в данном случае при работе станка с нулевым заступом (линии 1 и 2) и ширине ленты Вё = 10 мм (вертикальные линии 13 и 18) зазоры А = 2,2 мм. Эти зазоры могут быть значительно уменьшены в зависимости от Вё за счет уменьшения высоты зева в ремизном приборе, то есть за счет уменьшения размаха движения ремизок. Снижение высоты зева приведет к уменьшению деформации и натяжения основных нитей при зевообразовании, а значит и к снижению обрывности основных нитей и улучшению качества тканых лент. Кроме того, уменьшение размаха движения ремизок позволит снизить динамические нагрузки, шум, вибрацию и расход энергии.
С увеличением заступа (линии 3, 4 и 5, 6) зазоры ∆ в моменты входа рапиры в зев будут увеличиваться, а в моменты выхода рапиры из зева – уменьшаться.
Для каждой конкретной заправки лентоткацкого станка при наладке должны быть установлены оптимальные зазоры Аопт для получения оптимального размаха движения ремизки Нопт. Таким зазорам при заданной ширине ленты Вё и определенном угловом положении главного вала фв соответствует оптимальное перемещение ремизки при зевообразовании до 33,4 мм (при Вё = 20 мм) и до 32,2 мм (при Вё = 10 мм). Соответственно при чистом зеве на станке уменьшится размах движения и других ремизок. Если станок работает с заступом, то степень уменьшения размаха движения ремизок определяется условиями беспрепятственного выхода рапиры из зева и снижается с увеличением заступа.
Таким образом, данная методика расчетов позволяет определить оптимальные параметры движения ремизок на бесчелночных лентоткацких станках в зависимости от ширины вырабатываемых лент, величины заступа и других факторов с целью снижения высоты зева, уменьшения деформации основных нитей при зевообразовании, снижения их обрывности, повышения качества вырабатываемых тканых лент и уменьшения динамических нагрузок.
Тогда, из (2) с учетом (7) можно определить оптимальный размах движения ремизки
--
^“om'lp^V6 .(8)
опт Фп 1^п’^
--sin-----— я- я- <р3 - <рт
Выполненные расчеты показали, что в случае синусоидального закона движения ремизок на лентоткацком станке NFN-42 при его работе с нулевым заступом применение в качестве оптимальных зазоров А опт = 1 мм позволяет уменьшить размах движения первой ремизки Н с 50 мм : до 39,5 мм (при Вё = 50 мм ),до 37,6 мм (при Вё = 40 мм ), до 34,9 мм (при Вё = 30 мм ),
Список литературы Анализ параметров зевообразования на лентоткацких станках
- Алехнович, Н.В. (1970), Теория механизмов и машин, Минск, Вышэйшая школа, 252 с.
- Гаврилов, А.Н., Хозина, Е.Н., Макаров, В.А. (2015), Взаимодействие элементов ремизки в процессе образования зева, Известия вузов. Технология текстильной промышленности, № 2 (356), С. 103-108.
- Мшвениерадзе, А.П., Спиридонов, Г.К. (1987), Бесчелночные лентоткацкие станки, Москва, Легпромбытиздат, 152 с.
