Анализ процесса проектирования шаблонной оснастки с целью совершенствования технологической подготовки производства

Автор: Чоракаев О.Э., Попов П.М., Савин М.В.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Механика и машиностроение
Статья в выпуске: 4-2 т.13, 2011 года.
Бесплатный доступ
В данной статье рассматривается оптимизация процесса проектирования ПШО за счет введения специализированного инструментального средства, на базе используемого на авиационном предприятии САПР UNIGRAphics. Программный продукт, разрабатываемый с помощью встроенного языка GRaphic Interface Programming, позволит сократить время на проектирование оснастки, увеличить темпы её производства и повысить качество конечной продукции. В качестве демонстрационного примера в статье приводиться процесс разработки модели шаблона обрезки и кондуктора для детали типа «Уголок».
Управление программное, продукция итоговая, перемычка планируемая, модуль специальный, контроль визуальный, метод бесплазовый, моделирование математическое, процесс автоматический, оснастка шаблонная, процедура проектно-технологическая, параметры проектные и отверстия сборочные
Короткий адрес: https://sciup.org/148200164
IDR: 148200164 | УДК: 653.511.012-005
Analysis of design templates tool to improve the preparation process of production
In this article we consider optimization of the design process preschool education through the introduction of a specialized tool, based on the use in the aviation enterprise CAD UNIGRAPHIX. The software, developed with built in language GRaphic Interface Programming, will reduce the time to design tooling to increase its rate of production and improve the quality of the finished product. As a demonstration example in the article the development of a model template, pruning and conductor for the details of the «Corner».
Текст научной статьи Анализ процесса проектирования шаблонной оснастки с целью совершенствования технологической подготовки производства
стояния и переходы между ними. На каждом из этапов однотипные операции заменяются более сложной функцией. Формирование последовательности операций позволяет контролировать процесс в конце каждого этапа, снижая вероятность ошибки исполнителя. Структура процесса представлена в нотации IDEF0 на рис. 1.
В настоящее время расположение по слоям модели не стандартизовано. Временно принято: первый слой – контур шаблона и отверстия, вырезы; второй – риски; третий – твердотельная модель шаблона для проверки на контрольно-измерительной машине (КИМ), четвертый - различная информация, пятнадцатый – ЭМД. На первом подготовительном этапе создаются категории слоев, каждый из которых служит для размещения определенного вида информации, позволяющие в итоге упростить программирование обработки.
Функция построения добавочного материала рассчитывает длину выбранной кривой и по ней определяет количество необходимых перемычек, в местах планируемых перемычек дается точка разметки. Строиться эквидистанта, при необходимости добавок удлиняется.
Функция рассчитывает возможное расстояние между базовыми отверстиями, кратное 50 и размещает их, даются надписи «Доб.» и «БО», базовые отверстия образмериваются.
Следует отметить, что добавочный материал может соединять и несколько частей шаблона, тогда функции надо передать ребра профилей ограничивающие добавочный материал.
Нанесение информации в свою очередь так же проходит в несколько этапов, первый из которых это нанесение номера детали. Номер оп-
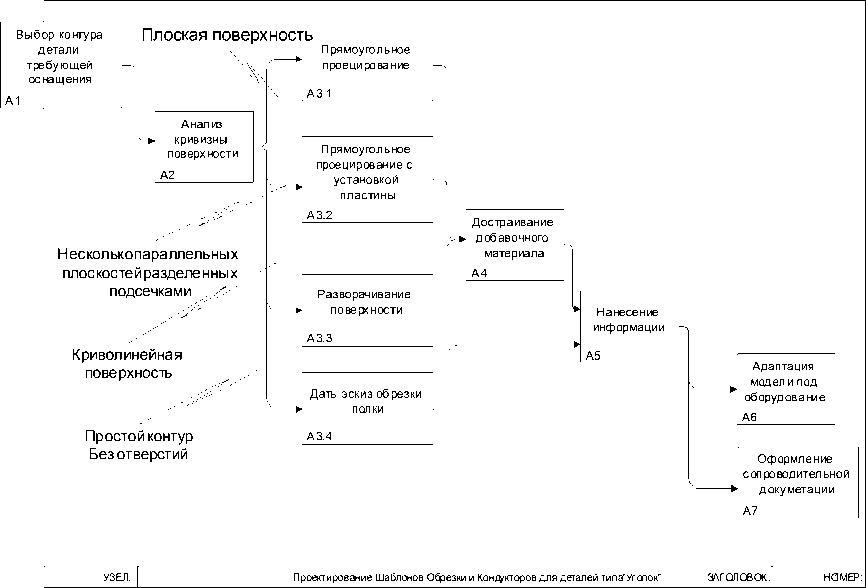
Рис. 1. Схема разбиения процесса проектирования
тимально брать из атрибутов детали, где важным условием является то, что номер детали должен быть вырезан лазерным лучом, то есть должен состоять из простых кривых и находиться на слое с рисками. Для нанесения информации борта вызывается диалог для ввода высоты борта, угла малки и радиуса скругления. Эти данные обрабатываются так, что сначала вычисляется направление борта, определяется – это открытая или закрытая малка, затем отсекаются заведомо неверные исходные данные. После обработки формируется информация, о борте размещенная на слое с информацией в позиции, выбранной проектировщиком.
Правильно оформленная модель шаблона требует нанесения большого количества текстовой информации, такой, как место маркировки и клеймения, обозначение стыковочных кромок, сборочных отверстий. Модуль делает активным слой с информацией, потом располагают рабочую систему координат в необходимой плоскости, затем вслед за этим в черчении наноситься надпись.
Специальные модули контроля и трансляции позволят отказаться от проверки конечных моделей, с помощью третьих средств, адаптируя продукт под используемые станки. Функция проверяет расположение БО относительно координатной плоскости, и правильности прохождения всех предыдущих шагов, при замечаниях выводиться окно с сообщением. Далее просмат- риваются слои с информацией для визуального контроля правильности расположения по слоям. В случае успешного прохождения контроля выводиться информация о марке материала детали и о габаритах заготовки для шаблона.
Стандартизация выходной документации приводит все расчетные технологические карты (РТК) к эталонному виду, исключая разночтения и трудности разборки нанесенной информации.
Сопроводительная документация оформляется с помощью стандартизованной формы «вво-да/вывода» и обработки информации. Программа может принять файл ВПШО, с заполнением поля РТК и файла эскиза в формате BMP. Модуль формирует номер отраженной детали и позволяет выбрать из ВПШО все необходимые позиции оснастки и указать цех-потребителя оснастки. Программа позволяет экспортировать документы в MS Excel, располагая обе стороны РТК на разных листах.
Система автоматизированного проектирования UG NX, для разработки оснастки, обладает широким спектром возможностей, но ввиду специфики поставленных перед проектировщиком задач он тратит большое количество времени на однообразные операции при проектировании. Отсутствие специализированного внутреннего инструментального средства значительно влияет как на производительность структурного подразделения, так и авиационного предприятия в целом.
Рассмотрим некоторые проектно-технологические процедуры перехода плазово-шаблонно-го цеха (ПШЦ) от расчетно-плазового метода к бесплазовому на примере базового предприятия ЗАО «Авиастар-СП», поскольку любое крупное производство в современных условиях характеризуется огромными объемами информации и высокой трудоемкостью производственных процессов. Это обуславливает необходимость мощной информационной подготовки и поддержки производства. В условиях конкурентной борьбы на рынке авиационной техники остро встает вопрос необходимости отказа от устаревших технологий и перехода к более современным методам, позволяющим снизить трудоемкость, сократить издержки, повысить производительность.
Сущность метода бесплазового изготовления оснастки заключается в аналитическом расчете ее геометрических параметров и последующем, независимом от других источников, воспроизведении на оборудовании, обеспечивающем выбранную точность увязки (рис. 2 и 3).
Это достигается если первоисточником увязки элементов оснастки, связанных с обводом, является математическая модель поверхности агрегата, которая может быть представлена в аналитической или дискретной точечной форме. Плавность обводов, стыковка отсеков и отдель-
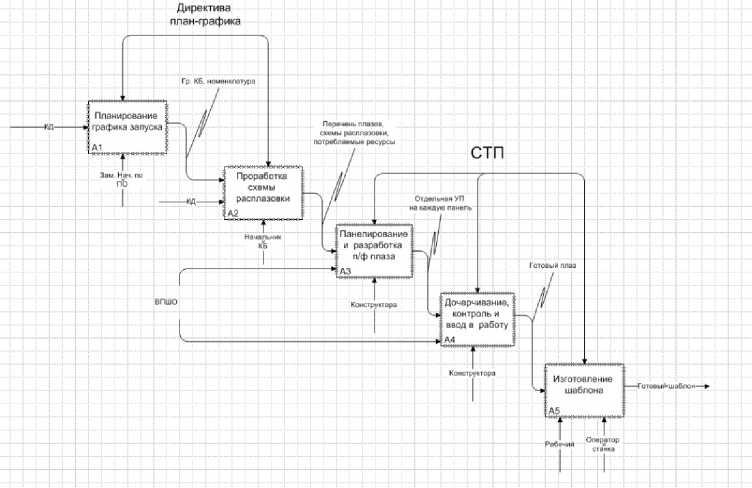
Рис. 2. Расчетно-плазовый метод увязки
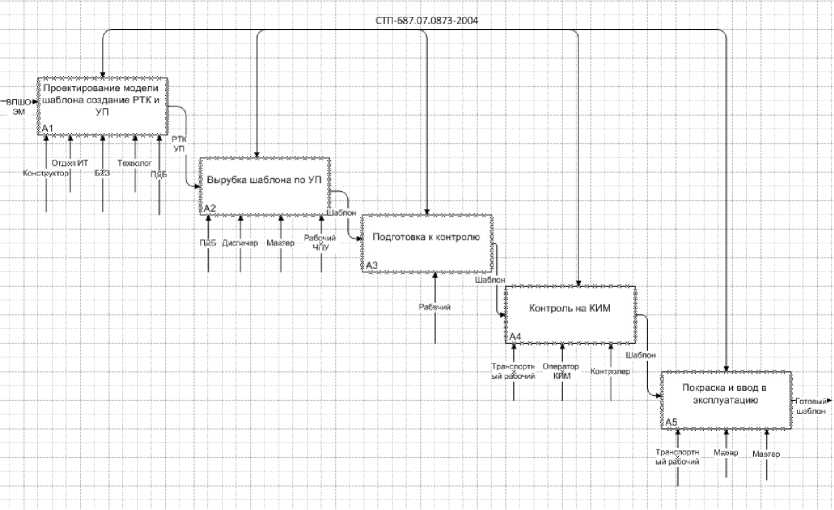
Рис. 3. Бесплазовый метод увязки

Рис. 4. Расчетно-плазовый метод увязки

Рис. 5. Бесплазовый метод увязки
ных плоских контуров гарантируется за счёт математического моделирования сборок и использования оборудования с ЧПУ.
Для примера рассмотрим простейшую производственную цепочку изготовления детали. При расчетно-плазовом методе она выглядит следующим образом (рис. 4).
Допуск на каждом шаге при изготовлении шаблона составляет от 0,1 мм и до 0,5 мм на операции гибки. По шаблонам изготавливаются детали и оснастка как сборочная, так и для изготовления деталей, в итоге отклонения от исходных значений составляло 1,5-2 мм.
Вид аналогичной цепочки при бесплазовом методе показан на рис. 5.
Ввод бесплазового метода позволил избежать многоэтапного переноса информации о формах и размерах и связанной с этим накопления погрешности, снижающей точность увязки сопрягаемых размеров при сборке конструкции; привел к снижению объемов работ по подготовке производства; позволил снизить затраты материалов, энергии и времени, так как производство отказалось от плазов, как жестких носителей форм и размеров.
Техническими средствами увязки при бес-плазовом методе являются:
-
. математические модели;
-
. фрезерные станки с ЧПУ, высечные станки и станки с лазерными устройствами;
-
. инструментальные стенды;
-
. контрольно-измерительные машины.
Независимое формообразование с применением CALS-технологий требует:
-
. единого информационного пространства на предприятии, использование единой математической модели агрегата (узла) на всех стадиях в производстве;
-
. выпуска электронных чертежей без ссылок на плаз и без раскрытия размеров после увязки;
-
. полной автоматизации обработки и контроля контуров оснастки и деталей.
Кроме выше изложенных проблем, существует ряд проблем организационного характера, например несоответствие выполняемых работ должностным инструкциям, отсутствие четкого соблюдения рабочего графика, недостаточный контроль на предыдущем этапе и связанные с этим входные данные не надлежащего качества.
Если на схеме, представленной на рис. 6, отразить необходимые временные ресурсы, то можно увидеть, что узким местом в данной производственной цепочке является проектирование ЭМ шаблона и разработка УП, поскольку этот этап занимает до 78 процентов времени.
В связи с этим на сегодняшней день очевидна необходимость модернизации существующей технологии проектирования оснастки. Модернизация должна коснуться не только методов, но и инструментов работы проектировщика, что ведет
СТП687О7.О873 2ОО4
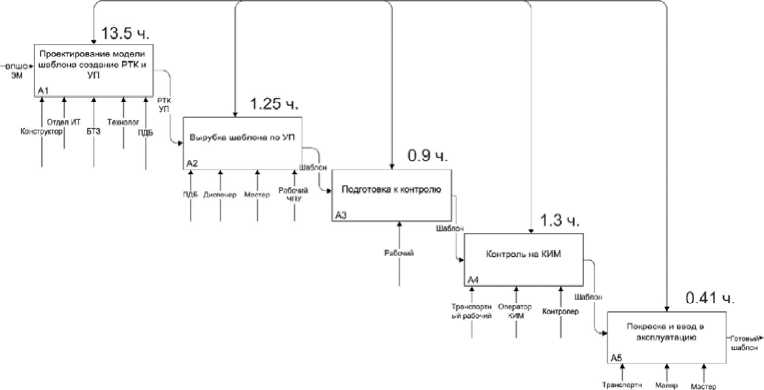
Рис. 6. Распределение времени при производстве шаблонной оснастки
за собой модернизацию ИС подразделения. В качестве возможного решения предлагается разработка специализированного инструментального средства, предназначенного как для сокращения трудоемкости процесса проектирования, так и повышения его качества. Первое реализуется путем сокращения типовых операций выполняемых проектировщиком, часть из которых выполняется автоматически; второе достигается за счет снижения вероятности ошибки, принятия не правильного решения проектировщиком.
Для примера рассмотрим часть подсистемы проектирования ПШО на основе шаблона обрезки кондуктора.
По модели детали, представленной на рис. 7, и ВПШО, представленной на рис. 8, строится модель шаблона.
Интерфейс надстройки является интуитивно понятным проектировщику, поскольку выполнен с помощью штатных средств UG NX4, в виде встраиваемого меню (рис. 9).
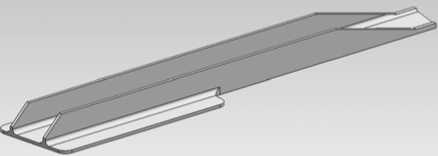
Рис. 7. Электронная модель детали
-
5. формирование РТК.
На рис. 10 представлен результат работы подсистемы.
Для более наглядного представления эффекта от внедрения инструментального средства данные собранны в табл. 1.
Вывод: на 66,9% увеличиться производительность труда проектировщика после внедрения подсистемы.
Экономия высвободившегося времени в денежном эквиваленте отражена в табл. 2.
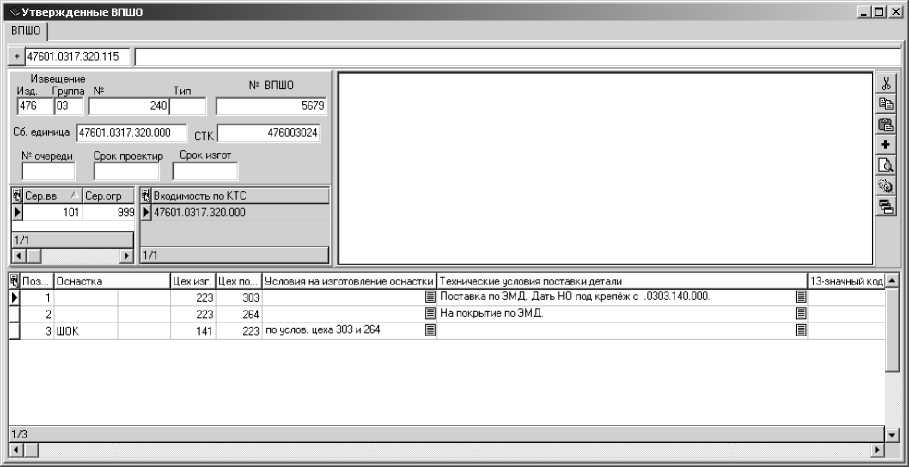
Рис. 8. Ведомость ПШО

Рис. 9. Интеграция ИС в UG NX 4
Процесс проектирования шаблона разделен на этапы, что отражено в структуре меню:
-
1. выбор контуров и их расположение в одной плоскости;
-
2. выбор и добавление добавка, расчет соединительных перемычек и окон;
-
3. нанесение базовых, направляющих и сборочных отверстий;
-
4. нанесение рисок, надписей и прочей информации;
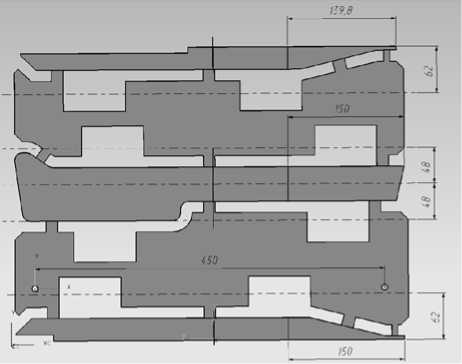
Рис. 10. Модель шаблона обрезки контура
Таблица 1. Сравнительная характеристика по времени
|
№ |
Операция |
Затраты времени, час. |
Экономия от внедрения П.О. |
||
|
До внедрения ИО. |
После внедрения П.О. |
Часы |
% |
||
|
1 |
Оформление РТК |
1,2 |
0,2 |
1 |
80 |
|
2 |
Расчеты для построения развертки |
0,8 |
0,2 |
0,6 |
75 |
|
3 |
Образмеривание шаблона |
0,3 |
0,1 |
0,2 |
66 |
|
4 |
Установка БО |
0,1 |
0,05 |
0,05 |
50 |
|
5 |
Разметка отверстия для крепежа, ММ, МК, линии ШК |
0,1 |
0,05 |
0,05 |
50 |
|
6 |
Построение шаблона |
6 |
1 |
5 |
80 |
|
Итого |
8,5 |
1,6 |
6,9 |
66,9 |
|
Таблица 2. Экономия высвободившегося времени после внедрения ПО
ЗП осн = 7000x27 = 189000 (руб.) для двух операторов
А мес = (27x15000x6%)/(12x100%) = 2025 (руб.) для 27 ПК
Срем = (27x15000x4%)/(12x100%) = 1350 (руб.) для 27 ПК
С эл = 27x1,16x117x 1,2 = 4397,86 (руб.)
Сбаз = 14000+216+125+162,86 = 196772,86 (руб.)
Рассчитаем месячную экономию:
Э = 290896,6-196772,86=94124,24 (руб.)
ИТОГО экономия за год составит:
Экономия = 94124,24x12=1129495,2 (руб.) !
Таким образом, проектно-технологические процедуры и разработанное инструментальное средство позволит производить аналогичное моделирование для других типов оснастки с произвольными размерами, из различных авиационных материалов. Предлагаемые расчетно-технологические карты можно использовать для производства большого количества деталей и узлов авиационной техники.
Список литературы Анализ процесса проектирования шаблонной оснастки с целью совершенствования технологической подготовки производства
- Махитько В.П., Сироткина И.Б. Адаптация в синтезированные информационно коммуникационные системы технологического оборудования с числовым программным управлением//Известия Самарского научного центра РАН. 2010. Т. 12, № 4(2). С. 411-418.
- Попов П.М., Ляшко Ф.Е. Оптимальное управление в ходе эволюционного развития процессов и систем. Учебное пособие. УлГТУ, 2000. С. 180.
