Анализ производительности и эффективности эксплуатации штрипсовых станков ведущих фирм мира

Автор: Губанов Сергей Геннадьевич, Секретов Михаил Валентинович
Журнал: Горные науки и технологии @gornye-nauki-tekhnologii
Статья в выпуске: 1, 2011 года.
Бесплатный доступ
В статье даны общие сведения о штрипсовых станках для распиливания каменных блоков с маятниковой и выпуклой траекторией движения пильной рамы, проведѐн анализ производительности и удельных энергозатрат процесса штрипсового распиливания для моделей станков ведущих фирм Мира, выявлена всеобщая тенденция к увеличению размеров ширины пильной рамы штрипсовых станков и поставлена научная задача по проектированию таких станков, основанная на 8 разработке прочностных расчѐтов передаточных звеньев привода вертикальной подачи пильной рамы. In article the general data about gangsaws for a cutting of stone blocks with a pendular and convex trajectory of movement of a blade-holding frame are given, the analysis of productivity and specific power inputs of process gangsaw cutting for models of machine tools of leading firms of the World is carried out, the general tendency to increase in the sizes of width of a blade-holding frame of gangsaws is revealed and the scientific problem on designing of such machine tools, based on working of strength analysis of transmission of a drive of vertical giving of a blade-holding frame.
Штрипсовый станок, каменный блок, дробовое распиливание, пильная рама, маятниковая и выпуклая траектория движения пильной рамы, штрипсовая пила, стальная дробь, теоретическая производительность, удельные энергозатраты, ширина пильной рамы, прочностные расчеты
Короткий адрес: https://sciup.org/140215216
IDR: 140215216 | УДК: 622.022
Текст научной статьи Анализ производительности и эффективности эксплуатации штрипсовых станков ведущих фирм мира
Штрипсовые станки применяются для распиливания каменных блоков высокой и средней крепости на плиты-заготовки различной толщины (от 20 мм и более) и с большими размерами по длине и ширине (до 2,5 м). Штрипсовые станки подразделяются на два типа по траектории движения пильной рамы: прямолинейная и криволинейная. Криволинейная траектория движения исполнительного органа может быть маятниковой, выпуклой, спрямлённой и т.д. В статье рассматриваются штрипсовые станки с маятниковым и выпуклым движением пильной рамы (рис. 1). В качестве рабочего инструмента на таких станках применяются стальные штрипсовые (полосовые) пилы, в качестве абразива – стальная дробь. Во время рабочего процесса дробь захватывается рабочей (нижней) кромкой пилы и протаскивается, либо перекатывается по дну пропила каменного блока [1, 3].
Дробовое распиливание является самым дешёвым. Оно в 2 раза дешевле дискового ортогонального и в 3 – канатного. Всё это предопределило широкое распространение штрипсовых станков с маятниковым и выпуклым движением пильной рамы (дробового распиливания) в современной камнеобрабатывающей промышленности.
Одними из ведущих фирм Мира (известными в России) в области производства такого оборудования являются: Barsanti machine (Италия), Masterbreton (Италия), Gaspari Menotti (Италия), Simec (Италия), Keda (Китай) и т.д. Лидером в производстве этих станков является Италия и Китай. Достаточно высоким качеством обладали станки, изготовленные в бывшем СССР марок СМР-043, К-3М, 1925, СМР-032.
Выбор той или иной модели штрипсового станка камнеобрабатывающими предприятиями должен осуществляться на основании следующих параметров: производительность Q (м2/час), качество выпускаемой продукции k, надёжность (коэффициент готовности Kг, вероятность безотказной работы Pб(t)), энергоэффективность рабочего процесса (энергозатраты) HW (кВт∙ч/м2) и т.д.
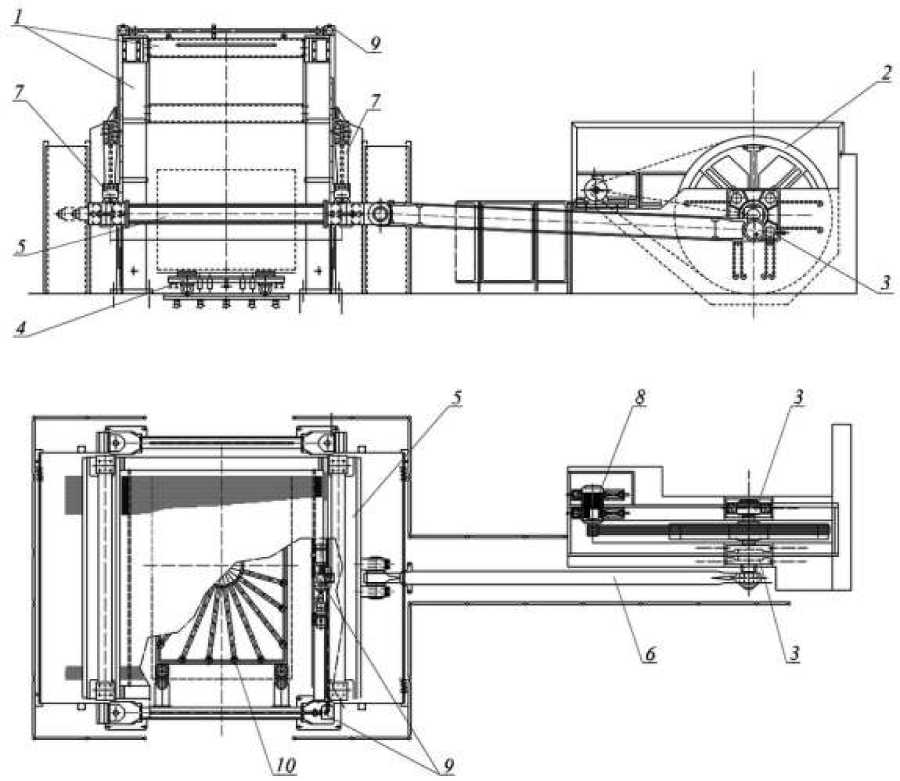
Рис. 1. Схема штрипсового станка MASTERBRETON
1 - каркас (станина); 2 - маховое колесо; 3 - опора махового колеса; 4 -станочная тележка; 5 - пильная рама; 6 - шатун; 7 - маятниковые подвески пильной рамы; 8 - двигатель привода маховика; 9 - привод рабочей подачи и подъёма-опускания пильной рамы; 10 - распределитель пульпы.
Теоретическая производительность штрипсовых станков определяется в единицу времени (м2/час) непрерывной работы с рабочими параметрами, максимальными для соответствующих условий эксплуатации [2]
Q
L 0 S ( m 1) K доп
,
где L 0 – длина распиливаемого блока, мм; подача при распиливании блоков, м/ч; работающих инструментов, шт., m = B
S - максимальная рабочая
m
–
число одновременно
/ b пл , где B
–
ширина
распиливаемого блока, мм; b пл – ширина плиты, мм. Полученное значение m округляют до меньшего целого. В формуле (1) значение K доп – коэффициент, учитывающий уменьшение производительности за счёт врезания инструмента, его перебега или недопила
K доп
H 0
H+y + A
где H 0 – высота распиливаемого блока, мм; y – величина врезания инструмента, мм; Δ – недопил блока, предупреждающий его развал, мм.
Энергоэффективность процесса штрипсового распиливания может быть определена по удельным энергозатратам
HW
Q
кВт∙ч/м2,
(2) мощность привода
где Q – производительность станка, м2/час; Nи.о исполнительного органа, кВт; HW – удельные энергозатраты на штрипсовое распиливание, кВт∙ч/м2.
Вопросы надежности в данной статье не освещаются.
Авторами статьи на основании технических характеристик, данных эксплуатации и формул (1) и (2) был проведен анализ производительности и энергоэффективности 25-ти моделей штрипсовых станков с маятниковой и выпуклой траекторией движения пильной рамы фирм Barsanti machine (Италия), Masterbreton (Италия), Gaspari Menotti (Италия), Simec (Италия), Keda (Китай) [4]. Результаты анализа представлены в виде графиков (рис.2 – 5) и выводов. На графиках представлены точки исходных данных, на основании которых построены аппроксимирующие прямые линии методом линейной регрессии (рис. 2 и 3) и аппроксимирующие кривые методом полиномиальной регрессии (рис.4 и 5).
Графики на рис. 2 и 3 и показывают, что мировая тенденция повышения производительности штрипсовых станков Q связана с увеличением ширины пильной рамы B пр , а следовательно, и ширины распиливаемой ставки из блоков B (рис. 2). Увеличение ширины распиливаемой ставки приводит к увеличению площади верхней грани распиливаемого блока S бл . Зависимость Q ( S бл ) представлена на рис. 3.
Графики на рис. 4 и 5 показывают, что увеличение величины ширины пильной рамы B пр , способствует относительно небольшому повышению удельных энергозатрат процесса штрипсового распиливания. Это в первую очередь обусловлено несовершенством конструкций новых моделей штрипсовых станков с самой большой шириной пильной рамы.
Увеличение размеров пильной рамы ведёт к значительному повышению статических и динамических нагрузок на передаточные элементы привода вертикальной подачи. Одними из слабых звеньев системы вертикальной подачи являются зубчатые передачи редукторов, а также ходовые винты и гайки. Для этих деталей необходимо провести тщательный анализ условий работы и разработать прочностные расчёты, отражающие динамический характер нагрузок в передаточных звеньях.
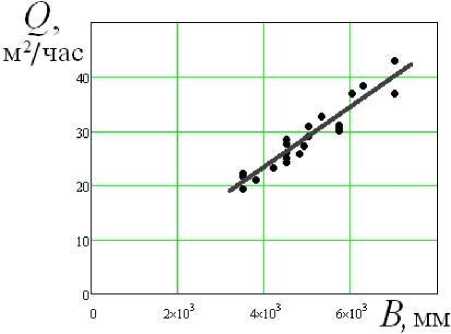
Рис.2. Зависимость теоретической производительности штрипсового станка от ширины распиливаемого блока (пильной рамы)
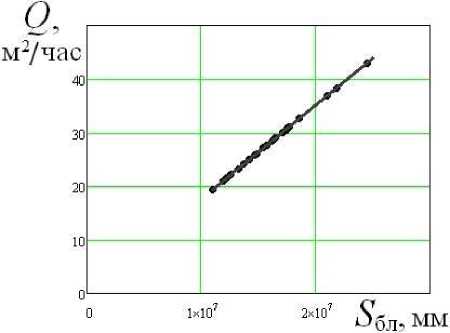
Рис.3. Зависимость теоретической производительности штрипсового станка от площади верхней грани распиливаемого блока (пильной рамы)
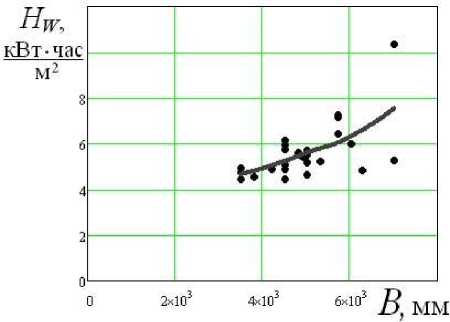
Рис.4. Зависимость удельных энергозатрат процесса штрипсового распиливания от ширины распиливаемого блока (пильной рамы)
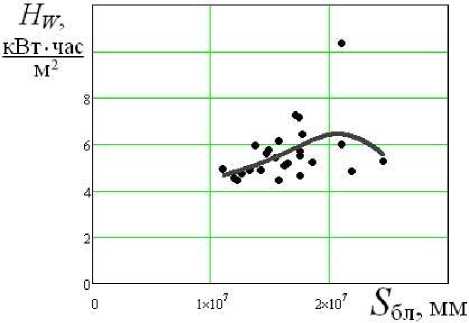
Рис.5. Зависимость удельных энергозатрат процесса штрипсового распиливания от площади верхней грани распиливаемого блока (пильной рамы)
Таким образом, задача повышения производительности и эффективности эксплуатации штрипсовых станков зависит от решения научных задач в области проектирования, конструирования, динамики и прочности деталей машин. Решение этих задач позволит также значительно повысить надёжность станка в целом. Поставленные задачи должны решаться на основе классических методов расчётов с применение новейших компьютерных программ.
Список литературы Анализ производительности и эффективности эксплуатации штрипсовых станков ведущих фирм мира
- Казарян Ж.А. Природный камень: обработка, применение. Справочник. -М. Г.К. Гранит, Петрокомплект, 1997. -252 с.
- Секретов М.В. Обоснование и выбор рациональных параметров штрипсовых станков. Диссертация на соискание ученой степени кандидата технических наук. -М.: МГГУ, 2004.
- Сычев Ю.И., Берлин Ю.Я., Шалаев И.Я. Оборудование для распиловки камня. -Л. Стройиздат, 1983. -288 с.
- Сайты фирм Barsanti machine (Италия), Masterbreton (Италия), Gaspari Menotti (Италия), Simec (Италия), Трансмайстер (Россия).
