Анализ развития пластической деформации в поверхностном слое при ультразвуковом алмазном выглаживании

Автор: Малышев В.И., Селиванов А.С.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Механика и машиностроение
Статья в выпуске: 4-1 т.12, 2010 года.
Бесплатный доступ
В статье представлена математическая модель эволюции плотности дислокаций в поверхностном слое при ультразвуковой обработке алмазным выглаживанием.
Математическая модель, плотность дислокаций, алмазное выглаживание, ультразвук, поверхностный слой
Короткий адрес: https://sciup.org/148199364
IDR: 148199364 | УДК: 621.787
Analysis of plastic deformation on the surface in the process of ultrasonic diamond burnishing
In article we develop mathematic model of the evolution defects crystal structure in the process of ultrasonic diamond burnishing.
Текст научной статьи Анализ развития пластической деформации в поверхностном слое при ультразвуковом алмазном выглаживании
Величина пластической деформации в поверхностном слое при алмазном выглаживании (АВ) обусловлена приложенной к материалу определенной статической нагрузки. Вместе с тем, согласно эффекта Блага-Лангенеккера [1] при энергетическом воздействии ультразвуковых колебаний возможно снижение предела текучести материала, он становится более пластичным, что обусловлено увеличением плотности подвижных дислокаций в поверхностном слое (ПС). Под действием напряжений движение и размножение дислокаций осуществляется в определенных плоскостях скольжения, различным образом ориентированных в зернах. Действующие плоскости скольжения наблюдаются как система линий скольжения, состоящих из множества выхода дислокационных линий. Развитие пластической деформации во времени происходит в результате увеличения плотности полос скольжения, их расширения, за счет механизма двойного поперечного скольжения (ДПС) и последующего слияния.
Установив закономерности кинетики накопления плотности дислокаций в деформируемом объеме ПС от условий внешнего воздействия при ультразвуковом алмазном выглаживании (УЗАВ), представляется возможным воздействовать на характер протекания пластической деформации в ПС, а следовательно, и управлять его прочностными свойствами и обеспечивать на выходе требуемые параметры качества.
Целью настоящего исследования являлось установление количественной взаимосвязи накапливаемой плотности дислокаций в деформируемом объеме ПС с внешними параметрами процессов АВ и УЗАВ.
РЕЗУЛЬТАТЫ
7 (z ) = 7 0,2 + а‘ G • b • V Р (z ) , (1) где ^ i ( z ) - интенсивность напряжений, Н/мм2, действующих на некоторой глубине z , от поверхности мм; а 0 2 — условный предел текучести; а — коэффициент междислокационного взаимодействия (0,1…0,2 [3]); G – модуль сдвига, Н/ мм2; b - вектор Бюргерса, мм; р (z ) - плотность дислокаций на глубине z , 1/мм2
Из (1) можно получить формулу для расчета плотности дислокаций, в зависимости от действующих напряжений:
Р ( z )
7 i( z ) — 7 0,2
K

где K = а • G • b .
Для расчета плотности дислокаций на глубине z по формуле (2) необходимо знать величину напряжений а ■ ( z ) , действующих на этой глубине.
Для этого следует установить характер их распределения по глубине поверхностного слоя в результате действия внешней нагрузки. Из приближенного решения упруго-пластической задачи о напряженном состоянии в полубесконечном теле при внедрении шара воспользуемся выражением для расчета интенсивности напряжений, полученное Б.А.Кравченко [4]:
7 ( z ) = 7 о •
1,5

(1 + А ) - I (1
z ( r М
---arctg I I I r V z ))
, (3)
где 7 0 - нормальное давление на поверхности контакта инструмента с обрабатываемой поверхностью Н/мм2; Ц - коэффициент Пуассона ( Ц = 0,3 ); r – радиус отпечатка, мм.
Известно и другое выражение для расчета действующих напряжений в поверхностном слое, предложенное Я.И. Барацем [5]:
7 , ( z ) = а 0 •
2 •
r
2 ' ( z/r ) 3
4 1 + ( zlr ) 2
Графические зависимости, построенные по формулам (3), (4) в безразмерном виде
" i /a , = f Vr ) •
показаны на рис. 1.
Как следует из анализа рис. 1 зависимости напряжений по глубине поверхностного слоя близки к показательному (экспоненциальному) распределению. Для аппроксимации графических зависимостей определим физически обоснованную область существования безразмерной координаты
z r . Полагаем, что напряжения изменяются от максимальных напряжений на поверхности контакта ( z = 0 ) до напряжений, действующих на некоторой глубине упрочненного слоя z = А . На глубине А интенсивность напряжений a i = a 02 ,где a 02 — предел текучести. На основании анализа работ в области обработки ППД отношение глубины упрочнен- ного слоя к радиусу отпечатка Ау , характерное для большинства процессов обработки ППД не превышает 3 [5, 6].
Автор [8] установил, что при контакте сферы с пластическим полупространством впервые пластические деформации возникают на глубине z * 0,5 • r .
Аппроксимируя графические зависимости, представленные на рис. 1. в физически обоснованном интервале значений безразмерной координаты zr , изменяющейся от 0,5 до
- / _ Л / _ а ______________ zr = Ц = 3 , получим уравнение:
z ai(z) = a0 • exP( -0,8 • -) . (5)
где a ^ - амплитуда напряжения, Н/мм2, Г узк -радиус отпечатка при ультразвуковом воздействии инструмента, мм.
Для упрощения расчетов в случае ультразвуковой обработки, учтем только действие максимальных напряжений в поверхностном слое, возникающих в результате максимального дополнительного внедрения инструмента в поверхность на величину h д = 12 • 5 , где 5 - амплитуда колебаний, мкм.
Радиус отпечатка при ультразвуковой обработке r УЗК определим из приближенного соотношения, устанавливающего связь радиуса отпечатка с глубиной внедрения инструмента в случае пластического контакта:
r = 2 • R u • h . (7)
Для случая ультразвуковой обработки выражение (7) запишем в виде:
Г узк = V 2 • R • ( h + >2 • 5 ) . (8)
Выполняя некоторые преобразования и учитывая (7) получим:
ГУЗК r Nlxr ,
где К = 1 +—-— - безразмерный коэффициент r 2 • h учитывающий увеличение радиуса отпечатка при ультразвуковой обработке.
Подставляя (5), (6) в (2), а также учитывая (9) и выполняя некоторые преобразования, получим для процесса АВ:
Р< z ) =

- 2
p^- • exp( - 0,8 • z ) - 1 , (10)
a 0,2 r _ для процесса УЗАВ:
Для расчета интенсивности напряжений в случае наложения на инструмент УЗК и, учитывая дополнительное внедрение инструмента в обрабатываемый материал в результате действия амплитудного напряжения, получим решение:
•
( a + ap ) z
• exP( - 0,8 • 7F ) - 1 . (11)
U 0,2 r K r _
a i ( УЗК ) ( z ) = ( a 0 + a 5 ) • exP( - 0,8--) , (6)
r УЗК
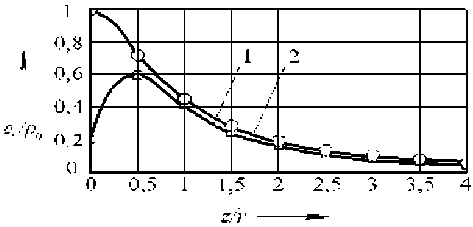
Рис. 1. Зависимости распределения безразмерного напряжения a у по безразмерной координате у :
a 0 r
1 – зависимость по [5]; 2 – зависимость по [4]
Полученные уравнения характеризуют распределение плотности дислокаций в единице объема по глубине поверхностного слоя в зависимости от распределения в нем действующих напряжений. Однако, они не учитывают накопление плотности дислокаций за конечное время действия нагрузки на единичный микрообъем поверхностного слоя. Для расчета кинетики накопления плотности дислокаций в единице микрообъема поверхностного слоя рассмотрим скорость изменения плотности дислокаций по глубине. Расчет выполним для обычного АВ. Продифференцируем выражение (10) по dz :
d p dz
- 2 •
f a 0,2
\2
f a 0 ) 0,8
I K J
I a 0,2 J r
^ ^ )• exp( - 0,8 • z ) - 1
I a 0,2 J r
z
• exp( - 0,8 • ) •x r
Уравнение (12) определяет скорость изменения плотности дислокаций по глубине z . Знак “минус” в выражении (12) показывает, что с увеличением глубины ПС скорость уменьшается.
За некоторый, бесконечно малый промежуток времени dt , дислокации, двигаясь со скоростью V g под действием напряжений, переместятся на расстояние dz . Очевидно, что за конечное время обработки t они распространятся наглубину z = Л (глубина упрочненного слоя). Таким образом, подставляя в (12) вместо dz выражение V g - dt , получим уравнение, характеризующее скорость изменения плотности дислокаций в деформируемом микрообъеме поверхностного слоя на глубине z в зависимости от времени dt действия нагрузки (знак “минус” опускаем):
t = —к- • N , где N - число циклов приложения V
нагрузки:
2 ( р—) = 3,2• k-I-----I- --l^2 I -I 0 |-exp(-0,8- -)•
I r J b ( K J ( — 0,2 J r
° P I- exp( - 0,8 - z ) - 1 0 2 J r
+ р Их .
Принимая выражения для относительной
деформации e = hh^
2 • r
N =--- , учитывая K
s
d р о
= 2 • V dt д
0,8 ,
--exP(
r
х I - ° - I • exp( - 0,8 • — ) - 1
А — 0,2 J r
- 0,8 • — ) х
r
. (13)
В (15) неизвестна скорость дислокаций V g . Принимая во внимание, что скорость дислокаций связана со скоростью пластической деформацией соотношением V g = £ / b • р [2] ( e -скорость пластической деформации, и учитывая связь скорости £ со скоростью деформирования (выглаживания) V в виде £ = 8 Ду)L K ) [6], получим формулу для расчета средней скорости движения дислокаций в микрообъеме ПС:
V g
8 • V
L к • р • b
где ε – относительная деформация, определяемая для обработки выглаживанием из соотношения hвн Rи ; hвн – глубина внедрения инструмента в обрабатываемый материал, мм; Lк – длина контакта инструмента с обрабатываемой поверхностью, мм.
Подставляя (14) в (13) и, вводя некоторые обозначения, получим следующее выражение для скорости накопления плотности дислокаций в единичном микрообъеме ПС:
dP = А • 1
dt р ’
где А = 2 • L • и ° «Ч b L k I K J

• 08 х
r
х exp( - 0,8 • — ) • r

• exp( - 0,8 • — ) - 1 r
Выполняя интегрирование с учетом начальных условий t = 0 и р ( t = o ) = р исх , получим формулу для расчета плотности дислокаций в микрообъеме поверхностного слоя на глубине z за время обработки (время воздействия инструментом на единицу площадки контакта)
r 2
и числа циклов
2 • R и
= a - b - G , получим:
р - ) =
• exp - 0,8 • z ) •
° 2 l- exp - 0,8 - z ) - 1 .— J r
+ f uc .
Для расчета контактного напряжения — 0 воспользуемся соотношением, полученным в [6]:
'
— 0 = c • — 0,2
где коэффициент c = 2,87 •
I -HVz- X
V HV ( z ) J
, HV 0
и
HV ( z ) - соответственно значения исходной (после предшествующей обработки) микротвердости на поверхности и в глубине ПС.
С учетом (20), выражение (19) примет вид:

- f 1 V — 'X - f Н0 X - exp - °S - z ) -Г 2,87- Г Н0 X - exp - °,S - z ) - 1 1+ A 2
I. s JI G J I H K z ) J uc. № r I HV,z ) J исх № r’ J P”
Из (21), приравняв z = 0 , определим поверхностную плотность дислокаций:
1 1 9,2 If r X2 f 1 If — 0,2 X2 f НУ, X L,,, f нур '
,*-J
Ж a 2 • b ж I r J (s j I G J ( HV ( z )1 I HV ( z )1
и Zixx L 'сх^
+ рр сх .
Для процессов механической обработки, предшествующих выглаживанию (точение, шли-
фование), отношение f HV ° 1 примерно равно I HV ( z ) J исх
1 [6]. Анализ зависимости (20) показал, что последний член слагаемого в правой части выражения не оказывает существенного влияния на величину р 0 , поэтому представим итоговую формулу в виде:
рп =
4,15 X • ,a - b 3/2 J
( А 1/2
r И 1 X
V J vu J V s У
f — 02 X .
V G J
С учетом (21) формула(19) примет следующий вид:
р z ) =
I 7. 7
0,53 - ( р 2 - р исх ) - exp( - 0,8 - -) • 2,87 - exp( - 0,8 - -) - 1 + р^.
r
r
Упростим выражение (24), разложив экспо-нециальные члены в ряд и ограничившись первыми двумя членами ряда, а также учитывая, что ( р 0 /р „сх ) 2 >>1,в итоге получим:
Р (z ) = Р о J 1 - 0,8 • z I . V r J
разований, а также учитывая

>>1, фор-
Аналогичным образом получим расчетные соотношения для определения плотности дислокаций, накапливаемых в единице микрообъема ПС при УЗАВ.
С учетом числа циклов приложения нагрузки
мула (25) примет следующий вид:
P ( z ) ( узк ) = Р 0(УЗК )J eXP( - 0,8 r ^TKy ) •
f 2,87 • Kp J
V 2,87 • K p - 1 J
• exp( - 0,8— r ^
zT= ) - 1
K r
при ультразвуковой обработке N =
60 - f s • V
П ' (уузк )
получим следующее выражение:
Р z ) ( узк ) =
А - exp - 0,8 4= ) • r J K r
I- exp - 0,8-4=) - 1
° 0,2 J r • V K
+ pcx исх ,
где
А =
0,3 f r 3 1 f Л f ° 0 + ° — If ° 0,2 I
• -- K • • I I
( a 2 • b 3) V R И J s • V r V ° 0,2 J V G J
Принимая z = 0 в выражении (24) и учитывая принятое обозначение А , получим формулу для расчета поверхностной плотности дислокаций при ультразвуковой обработке:
Таким образом, получены аналитические зависимости для расчета плотности дислокаций накапливаемых в единице деформируемого микрообъема ПС в зависимости от параметров процессов АВ и УЗАВ
Используя полученные уравнения для конкретных условий обработки АВ и УЗАВ, можно составить критериальные уравнения, обеспечивающие взаимосвязь деформационных процессов, происходящих в поверхностном слое с внешними, управляемыми параметрами обработки.
Работа выполнена при поддержке Федерального агентства по образованию рамках ФЦП “Научные и научно-педагогические кадры России на 2009 – 2013 года” по направлению “Создание и обработка кристаллических материалов” (мероприятие 1.2.2, госконтракт № П990).
Р = 03 . f у_ J - f • K 32 • f °Л° — J-f ° , J 2 ГГ °+° — J- f
0( узк ) ( a 2 • b 2) V R 2 J s - V r V ° 0,2 J V G J LI ° 0,2 J _
+ py
Введем безразмерный коэффициент
° 0 + ° #
К p =----- — , характеризующий отношение
° 0
контактного давления при АВ иУЗАВ. С учетом коэффициента Кp , а также выражения (19), учитывая принятые допущения, формула (25) преобразуется к виду:
• [ 2,87 • K - 1 ] + p 2„ p исх .
Список литературы Анализ развития пластической деформации в поверхностном слое при ультразвуковом алмазном выглаживании
- Ультразвук. Маленькая энциклопедия: [гл. редактор И.П. Голямина]. М.: Советская энциклопедия", 1979. 400 с.
- Старков В.К. Дислокационные представления о резании металлов. М: Машиностроение, 1979. 160 с.
- Одинг И.А. Современные методы испытания металлов. Учебное пособие. М. Металлургиздат, 1944. 299 с.
- Кравченко Б.А. Теория формирования поверхностного слоя деталей машин при механической обработке. Куйбышев: КПтИ, 1981. 90 с.
- Барац Я.И. Финишная обработка металлов давлением. Теплофизика алмазного выглаживания. Саратов: СГТУ. 1982. 164 с.
- Суслов А.Г. Качество поверхностного слоя деталей машин. М.: Машиностроение, 2000. 320 с.
- Торбило В.М. Алмазное выглаживание. М.: Машиностроение, 1972, 104 с.
- Одинцов Л.Г. Финишная обработка деталей алмазным выглаживанием и вибровыглаживанием. М.: Машиностроение, 1981. 160 с.
