Анализ сборочно-резьбообразующего процесса с использованием мехатронной завинчивающей головки

Автор: Леонов В.Н., Охрименко М.И.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение
Статья в выпуске: 1-2 т.12, 2010 года.
Бесплатный доступ
В статье предлагается новый подход к формированию структуры управляющего процесса, основанный на детальном представлении об его параметрах и ходе протекания. Представлена математическая модель, описывающая ход завинчивающего процесса. Обоснована актуальность использования мехатронных систем для решения задач сборки.
Сборочный процесс, мехатронная головка
Короткий адрес: https://sciup.org/148198958
IDR: 148198958 | УДК: 621.993
The analysis of assembly and threadforming process using the mechatronic screwing up head
In article the new approach to formation of structure of the operating process, based on detailed represen-tation about its parameters and courses is offered. The mathematical model describing a course of screw-ing up process is presented. The urgency of use of mechatronic systems for the decision of problems of assemblage is proved.
Текст научной статьи Анализ сборочно-резьбообразующего процесса с использованием мехатронной завинчивающей головки
Технологическая система автоматической завинчивающей машины должна обеспечить все необходимые условия гарантированного сопряжения собираемых деталей в ее координатной системе. При этом реализуются следующие действия:
– точное позиционирование рабочего стола для совмещения осей собираемых деталей;
– автоматическая подача крепежной детали в завинчивающую головку;
– осевое перемещение детали до совмещения с кромкой отверстия;
– совокупность движений для совмещения ниток резьбы гнезда и крепежной детали в случае посадки в резьбовое гнездо;
– в случае посадки в гладкое отверстие или в отверстие листового материала необходимо обеспечить надежное удержание крепежной детали для начального этапа резьбовыдавлива-ния;
– выполнение перехода окончательного завинчивания с необходимой затяжкой в конце;
– освобождение крепежной детали и возврат завинчивающих устройств в исходное положение [1].
Для выполнения сборочно- резьбообразу-ющих операций важно также и качественно выполнить завинчивание. При этом необходимо принимать во внимание силы и моменты, действующие на крепежные детали, в процессе наживления и затяжки. Решение задачи сборки соединений с заданными свойствами может взять на себя мехатронная завинчивающая головка, снабженная адаптивной системой управления и силомоментными датчиками. Рассмотрим вариант завинчивающего устройства с управляемой осевой подачей. Кинематическая схема головки приведена на рис. 1.
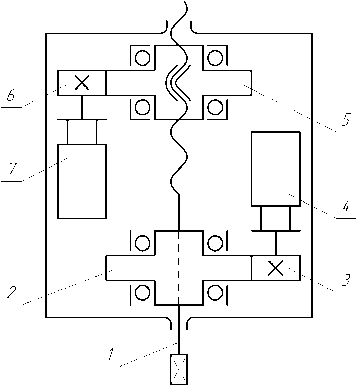
Рис. 1. Кинематическая схема завинчивающейся головки
Главное движение и движение подачи отрабатывается шпинделем головки. Шпиндель 1 посредством шлицевого соединения связан со ступицей зубчатого колеса 2 таким образом, что крутящий момент с этого колеса передается на вал, а в осевом направлении вал может свободно перемещаться. Двигатели 4, 7 представляют собой шаговые двигатели с понижающими редукторами. Редуктор шагового двигателя позволяет получить на выходном валу очень мелкий шаг (доли градуса в полношаговом режиме), что позволяет завинчивающей головке более точно отрабатывать сигналы системы управления и получить довольно большой крутящий момент, что положительно влияет на массо-габаритные характеристики устройства. Осевую подачу в процессе работы устройства обеспечивает пара винт-гайка. Ходовой винт пары винт-гайка является продолжением шпинделя и выполнен с ним «заодно». Ходовая гайка представляет собой ступицу зубчатого колеса 5 с резьбой в осевом отверстии. Таким образом благодаря винтовой части шпиндель головки совершает поступательные движения вдоль оси посредством вращения ходовой гайки, а благодаря шлицевой части шпиндель совершает вращательное движение посредством вращения зубчатого колеса 2.
Работа таких устройств требует определенной логики управления, обоснованной структуры информационной системы и выполнения ряда условий, вытекающих из установления функциональных взаимосвязей между управляющими и управляемыми параметрами.
При любом сборочном процессе можно выделить 4 основных перехода, включая на-живление, завинчивание, затяжку и освобождение головной части крепежного элемента. Каждый из переходов имеет определенные характер изменения угловой скорости to и крутящего момента М . При такой сложной картине изменения указанных параметров встает задача управления ходом завинчивающего процесса.
Для анализа хода сборочного процесса установим координатные оси технологической системы: z – центральная ось машины (ось шпинделя); y – поперечная или радиальная ось. Ход завинчивающего процесса, поведение крепежной детали и ведущего наконечника можно описать следующей системой дифференциальных уравнений [2]:
f Jto = M.- KP®;
ä ì
W = Q , - jY ; (1)
^ mZ = (H - Z) c - kQ • Z.
где J – суммарный момент инерции приводных элементов шпиндельной части; ω – угловая скорость вращения шпинделя; Mä– крутящий момент на валу двигателя главного движения; KM – коэффициент пропорциональности; P – шаг резьбы; m – масса винта и приводных частей завинчивающей головки; Y, Z – поперечная и продольная координаты соответственно; Qè – изгибающее усилие, возникающее в начальный момент наживления; jn – жесткость центральной части завинчивающей головки в радиальном направлении; H – величина сжатия пружины наживления в завинчивающей головке; C – жесткость пружины на-живления; kQ – обобщенная сила сопротивления осевому перемещению винта; k – коэффициент пропорциональности.
Приводной момент главного электродвигателя связан со следующими параметрами
JP • f • I
M a = K . , (2)
p 1
где K n – коэффициент пропорциональности рад/А.с; J p – момент инерции ротора Нмс2/рад; f – частота импульсов тока; I – амплитудное значение импульса [A]; p 1 – число полюсов двигателя.
Приняв частоту вращения ротора пропорциональной частоте следования импульсов ω p = K K f , получим
M
K n a K k
J p • to l p 1
где K K – размерный коэффициент [рад].
Перепишем первое уравнение системы (1) в виде
Jto + KMPto = —• to
M ,
K 1
и приведем его к следующей форме
dto
— = a to , (3)
dt
_ a = Ka. J_pL_
д Kk p1( J + K.P )■
Решение уравнения (3) будет представ лено в виде t„ = — In W\ + c a где ti – время, необходимое для внедрения заходного витка; C – постоянная, связанная с начальными условиями t^ = 0; in [^ = 1. Тогда C=-1/a, и, следовательно,
t^= 11П to —1 =1 (ln to — 1)' aaa
Расчетное время внедрения заходного витка равно t = (d - d0) • 2000 pH 2tgф- tg^ • to- d
где d , d 0 – наружный диаметр резьбы винта и диаметр отверстия, соответственно; φ – угол фаски на торце стержня винта; ψ – угол подъема резьбы.
Воспользовавшись коэффициентом KK, определим необходимую частоту следования импульсов, а на основании зависимости (4) получим значение амплитуды тока в импульсе f = — eatH+1; KK
I = (In ю -1) - KK - P1(J + KmP) tPðíP
Реализация работы завинчивающей головки возможна только на основе разработки подробной схемы идентификации параметров управления. Так, например, работа шагового электропривода главного движения основана на информации о ходе процесса завинчивания, которая поступает из трех источников: – от параметрических датчиков;
– от отдельного блока ввода и хранения расчетных данных;
– от компьютерной модели процесса, представляющего картину формирования параметров сборки по ее этапам.
Шпиндель агрегата и соответственно вал двигателя связан с датчиком крутящего момента и датчиком угла поворота. В блок ввода данных заносятся константы электродвигателя и параметры механических цепей привода. В модели процесса заложены различные варианты таблично-графических представлений о распределении частоты вра- щения по длине завинчивания. Информация с датчиков перерабатывается в соответствии с ходом расчетов по формулам. Данные о поднастройке частоты ±Δf и амплитуды импульсов ±ΔI=F(±ΔM) поступают в устройство управления. Таким образом учитывается реакция системы на внешние возмущения (по M) и по электрическим параметрам [3].
Выводы: представленный подход к формированию структуры управляющего процесса, основанный на детальном представлении об его параметрах и ходе протекания, дает возможность не только создавать системы, основанные на традиционных принципах теории автоматического регулирования, но и позволяет разрабатывать более совершенные и быстродействующие системы, например, на основе нейрорегуляторов.
Список литературы Анализ сборочно-резьбообразующего процесса с использованием мехатронной завинчивающей головки
- Березин, С.Я. Структурный анализ технологических систем сборочных машин-автоматов/С.Я. Березин, Р.Е. Чумаков//Автоматизация и современные технологии. -2003. -№ 5. -С. 25-29.
- Березин, С.Я. Научные основы технологии сборочно-резьбообразующих процессов/С.Я. Березин, Р.Е. Чумаков, В.Н. Леонов. -Чита: ЗабГПУ, 2005. -214 с.
- Охрименко, М.И. Технические средства роботизации сборочно-резьбообразующих операций//Механики XXI веку. VIII Всероссийская научно-техническая конференция с международным участием: сборник докладов. -Братск: ГОУ ВПО «БрГУ», 2009. -С. 114-116
