Анализ существующей и разработка новой конструкции перегородок для четырехручьевого промежуточного ковша слябовой МНЛЗ

Автор: Точилкин Виктор Васильевич, Ячиков Игорь Михайлович, Еремин Алексей Николаевич, Подосян Григорий Артурович, Мацко Елена Юрьевна
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Металлургия чёрных, цветных и редких металлов
Статья в выпуске: 1 т.23, 2023 года.
Бесплатный доступ
Актуальность работы. Рассматриваются конструкции оборудования системы «промежуточный ковш - кристаллизатор» слябовой машины непрерывного литья заготовок (МНЛЗ). Выполнен анализ работы конструкций оборудования камер ковша с использованием переливных перегородок. Их наличие обеспечивает заданную ориентацию затопленных струй жидкой стали в процессе поступления металла из сталеразливочного ковша в промежуточный и последующего истечения жидкого металла в кристаллизатор. Совершенствование оборудования системы направлено на рациональное расположение затопленных струй стали в разливочной камере промежуточного ковша и уменьшение нагрузки, действующей на стопоры разливочных отверстий. Цель работы: совершенствование конструкций перегородок для четырехручьевого промежуточного ковша слябовой МНЛЗ для повышения качества разливаемого металла и обеспечения стабильности процесса разливки на основе анализа гидродинамики потоков стали. Новизна. Предложена перегородка и пороги разливочных камер, исключающих динамическое воздействие на стопор разливочного отверстия, а также конструкции защиты металлоприемника приемной камеры промежуточного ковша в виде законченного модуля, компактно расположенного в приемной камере. Результат работы. Разработаны основные положения конструирования в системе «промежуточный ковш - кристаллизатор» на основе результатов анализа основных зависимостей для гидродинамики потоков стали. Практическая значимость. Применение новой конструкции промежуточного ковша - перегородок и металлоприемника приемной камеры - способствует уменьшению скоростей потоков стали до допустимых значений, а также повышению качества получаемой непрерывнолитой заготовки.
Машина непрерывного литья заготовок (мнлз), промежуточный ковш (пк), кристаллизатор, огнеупорные конструкции
Короткий адрес: https://sciup.org/147240357
IDR: 147240357 | УДК: 621.746.047:669.054.2 | DOI: 10.14529/met230102
Analysis of the existing and development of a new design of partitions for a four-strand continuous casting machine
The relevance of the work. The design of the equipment of the tundish-mould system of a slab continuous casting machine (CCM) is considered. The analysis of the work of the structures of the equipment of the ladle chambers with the use of overflow partitions is carried out. Their presence provides a given orientation of the submerged streams of liquid steel, in the process of metal entering from the steel-pouring ladle into the intermediate and subsequent outflow of liquid metal into the mold. Improving the equipment of the system is aimed at the rational arrangement of the submerged steel jets in the pouring chamber of the tundish and reducing the load acting on the pouring hole stoppers. Purpose of work. Improving the design of baffles for the four-strand tundish of a slab caster to improve the quality of the poured metal and ensure the stability of the casting process based on the analysis of the hydrodynamics of steel flows. Novelty. A baffle and sills of pouring chambers are proposed, which exclude dynamic impact on the stopper of the pouring hole, as well as the protection of the metal receiver of the receiving chamber of the tundish in the form of a complete module, compactly located in the receiving chamber. The result of the work. The main principles of designing in the tundish - moold system are developed on the basis of the results of the analysis of the main dependencies for the hydrodynamics of steel flows. Practical significance. The use of a new design of the tundish: baffles and a metal receiver of the receiving chamber help to reduce the steel flow rates to acceptable values, as well as improve the quality of the resulting continuously cast billet.
Текст научной статьи Анализ существующей и разработка новой конструкции перегородок для четырехручьевого промежуточного ковша слябовой МНЛЗ
На металлургических предприятиях в последние годы проводят реконструкцию действующих технологических комплексов или сооружают новые, используя современные разработки, в частности, промежуточных ковшей и кристаллизаторов слябовых машин непрерывного литья заготовок (МНЛЗ). Важнейшей частью МНЛЗ является анализ специфики технологии производства, разработка и совершенствование элементов системы МНЛЗ, прежде всего «промежуточный ковш – кристаллизатор» [1]. Одной из наиболее сложных из существующих машин непрерывного литья заготовок является четырехручье- вая машина (рис. 1), в которой задействовано одновременно два сдвоенных кристаллизатора [2]. В момент разливки жидкого металла отмеченная система агрегатов и узлов должна обеспечивать устойчивую подачу и равномерное распределение потоков стали во все кристаллизаторы четырехручьевой машины [3].
В ряде работ рассмотрена и проанализирована специфика работы системы «одноручьевой промежуточный ковш – кристаллизатор» слябовой МНЛЗ в периоды разливки стали: при начальном периоде разливки стали – при его наполнении и номинальном режиме при полностью наполненном промежуточном коше и открытых разливочных отвер-
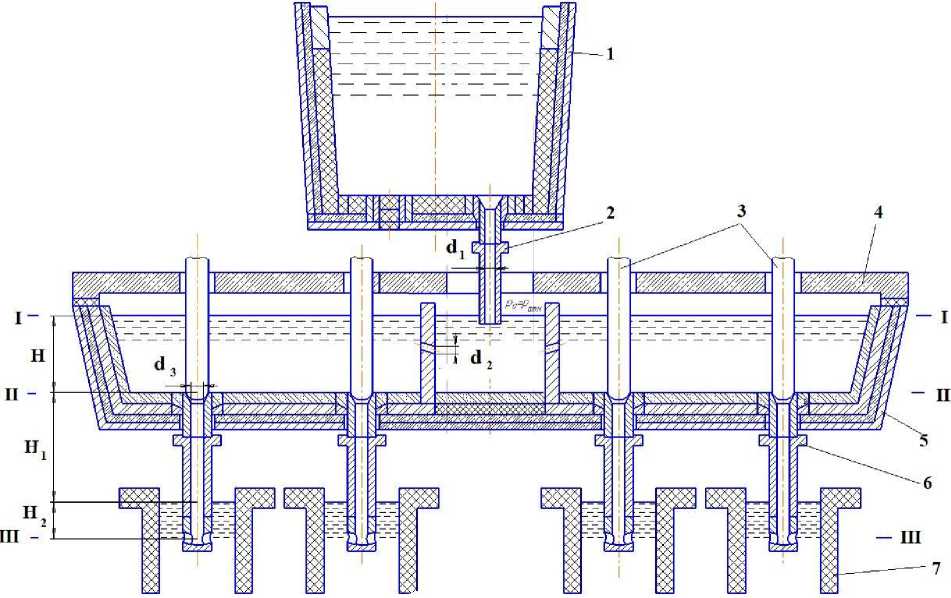
Рис. 1. Расчетная схема для оценки движения потоков стали в системе СК–ПК–К слябовой МНЛЗ: уровни металла в системе: I–I – уровень металла в камерах ПК; II–II – расчетный уровень в разливочных отверстиях; III–III – уровень разливочных отверстий погружного стакана; 1 – cталеразливочный ковш; 2 – защитная труба; 3 – стопоры разливочных отверстий; 4 – крышка промежуточного ковша; 5 – промежуточный ковш;
6 – погружной стакан; 7 – кристаллизатор
Fig. 1. Calculation scheme for assessing the movement of steel flows in the SK-PK-K system of a slab caster: metal levels in the system: I–I – level of metal in the PK chambers; II–II – design level in pouring holes; III–III – the level of pouring holes of the submersible nozzle; 1 – steel ladle; 2 – protective pipe; 3 – stoppers pouring holes; 4 – tundish cover; 5 – tundish; 6 – submersible glass; 7 – crystallizer
стиях. Определено, что для эффективной разливки жидкого металла в начале разливки и далее в номинальном режиме работы МНЛЗ необходимо применение рациональных конструкций по защите оборудования от скоростных потоков жидкого металла в приемной и разливочных камерах [4, 5].
Целью работы является совершенствование конструкций перегородок для четырехручьевого промежуточного ковша слябовой МНЛЗ для повышения качества разливаемого металла и обеспечения стабильности процесса разливки на основе анализа гидродинамики потоков стали.
Методика исследования
В системе машины непрерывного литья заготовок определяющую роль выполняют агрегаты, обеспечивающие продвижение жидкого металла [6]. Промежуточный ковш служит в конечном итоге одной цели – транспортированию стали через разливочные отверстия в кристаллизаторы [7]. Использование сложных комплектов оборудования промежуточного ковша и других агрегатов системы приводит к значительным затратам на подготовку комплекса МНЛЗ к разливке жидкой стали. Применение рациональных конструкций системы машин непрерывного литья заготовок требует проведения анализа движения потоков жидкой стали [7].
Известно довольно большое число работ, связанных с определением характера движения потоков жидкого металла в промежуточных емкостях, например [3, 8]. В них рассматриваются вопросы математического моделирования с использованием решений двумерных уравнений движения металла как ньютоновской жидкости. Основными полученными результатами являются данные о скоростях и направлениях движения потоков стали [3]. C учетом особенностей работы и конструкции оборудования, связанного с движением жидкого металла в системе «промежу- точный ковш – кристаллизатор» четырехручьевой слябовой МНЛЗ, определены основные параметры модернизируемого оборудования, устанавливаемого в промежуточный ковш [8].
Для анализа поведения реальной (вязкой) жидкости (жидкой стали) использовалось уравнение Бернулли
P 1 U P 2 U 2
z 1 + +a 1~ = z 2 + + a 2“ + E h , О)
P g 2 g P g 2 g
Тогда потери давления определяются
A p = и 2 ^fl - + Е^ 2 g I d
Имея в виду, что и = Q/S , где Y = p • g , S – площадь поперечного сечения отверстия, м2, получим
A p = Q 2 X
L Y 2 + E^ 2 g • d • S 2
Y
2 g • S 2 _
= Q 2 • B -
где z – вертикальные координаты центров тяжести сечений потоков; p[ ( p g ) - пьезометрическая высота; p – избыточное давление жидкости; и 21(2g ) - скоростная высота (напор), или удельная кинетическая энергия; и - скорость; а - коэффициент Кориолиса, учитывающий неравномерность распределения скоростей по сечениям и равный отношению действительной кинетической энергии потока к кинетической энергии того же потока, но при равномерном распределении скоростей; Е h - суммарная потеря полного напора между сечениями уровней I–I и II–II, обусловленная вязкостью жидкости.
В расчетах использовалось также уравнение непрерывности для несжимаемой жидкости как алгебраическая сумма расходов, равная нулю:
Е Q , = 0. (2)
Различают два вида входящих в суммарные гидравлические потери напора: местные потери и потери на трение по длине. Местные потери напора происходят в так называемых местных гидравлических сопротивлениях [9] и определяются с использованием формулы Вейсбаха hм = ^м и2/( 2g ) , где и - скорость потока в сечении перед местным сопротивлением (при расширении) или за ним (при сужении); ^м - безразмерный ко- эффициент местного сопротивления.
Потери напора на трение по длине определяются формулой Дарси
, . l и 2
h = X--, т d 2g, где l – длина участка трубы, на котором определяются потери; λ – коэффициент гидравлического трения, при турбулентном режиме он рассчитывается по эмпирической формуле
0,3164
т Re 0,25 .
Посредством коэффициента B учитываются все виды гидравлических сопротивлений и он может быть назван характеристическим коэффициентом сопротивления. Для круглого сечения потока жидкости имеем
B = 8 P X 4 + E^. (4) n 2 L d 5 d 4 J
Для решения гидравлической задачи будем рассматривать истечение стали как при параллельном соединении трубопроводов. В этом случае поток жидкости из входной магистрали разделяется на несколько участков, которые затем вновь соединяются в один магистральный трубопровод, и потери напора во всех трубах, соединенных параллельно, одинаковы A p = A p 1 = A p 2 = A p i . В этом случае число уравнений получается равным числу параллельных трубопроводов A p i = Q i2 • B i .
Полный расход стали до разветвления и после соединения остается неизменным согласно уравнению (2) Q = Q1 + Q2 +. „ + Qm . Все расходы в параллельных трубопроводах можно выразить через один из них, например, через первый Qi = Q1 ^B1 /Bi . Подставляя зна- чение расхода, получим для m параллельно соединенных трубопроводов
B 1- = й У B 1-V b , " : 1\ b ,
Q = Q i + Q i. B 1 + . + Q i
B 2
B
m
Из этого выражения определяется расход через первый участок параллельного соеди- нения
f
Qi= Q/ ^1 + §J B1 J-
Далее можно определить расход через произвольный i -й параллельный участок
Q,= Qi. B(6)
Bi
По найденным значениям расходов для -го отверстия определяется скорость как u= Qi Si -
Запишем уравнение Бернулли (1) для сечений I–I и II–II p υ2 p υ2
z 1 + 1 + α 1 1 = z 2 + 2 + α 2 2 + Δ hl .
ρ g 2 g ρ g 2 g
Используем буквенные обозначения, представленные на рис. 1, получим:
p 1 = 0; υ 1 = 0 ;
при турбулентном течении
α 1 ≈ α 2 ≈ 1 ; z 1 = H + H 1 + H 2 ; z 2 = H 1 + H 2
и далее упростим выражение p υ2 Δp
H= 2+α 2+
ρ g 2 g ρ⋅ g
Запишем уравнение Бернулли для сечений I–I и III–III pυ z1 + 1 + α1 1 =
ρg2
p υ 2 Δ p
= z 3 + 3 +α 3 3 + +Δ hl + Δ h МС.
ρ g 2 g ρ g
Используем буквенные обозначения, представленные на рис. 1, получим:
p 1 = 0 ; υ 1 = 0 ; α 1 = α 3 = α ;
z 1 = H + H 1 + H 2; z 3 = 0 ; p 3 = ρ gH 2
и далее упростим выражение
υ 2 Δ p l υ 2 υ 2
α 3 + +λ +∑ξ м = H + H . (8)
м1
2 g ρ g d 2 g 2 g
Решая совместно (7) и (8), получим
υ32(αd -λl-∑ξмd) = (H +H1)ρg- Δp 2d ρ используя это выражение, определим скорость
|
υ 2 = 3 |
( H + H 1) ρ g - Δ p 2 d ⋅ . (9) |
|
ρ α d + λ l + ∑ξ м d |
Тогда расход жидкой стали через стакан Q ст =ε⋅υ 3 ⋅ S ст .
При нахождении гидравлического сопротивления трубопровода определяется длина канала в перегородке как L = BI cos α ( B = 120 мм) (рис. 2).
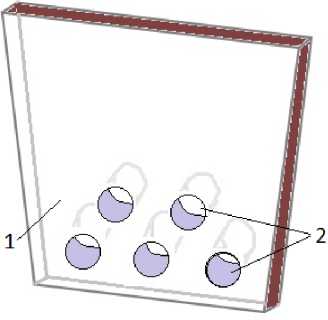
Произведем расчет для исходной перегородки ПК, содержащей m = 5 отверстий диаметром d 2 = 110 мм (рис. 3). Для нижних
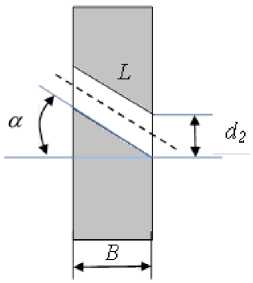
Рис. 2. Основные размеры канала в перегородке
Fig. 2. The main dimensions of the channel in the partition
а)
b)
Рис. 3. Исходная перегородка: а – схема перегородки; b – образец на испытаниях; 1 – передняя плоскость перегородки; 2 – ряды переливных отверстий перегородки Fig. 3. Initial partition: a – partition scheme; b – test sample;
1 – the front plane of the partition; 2 – rows of overflow holes of the partition
3 каналов при а1 = 35° L1 * 146 мм; для двух верхних каналов при а2 = 20° L2 * 128 мм.
Средний расход истечения стали из сталеразливочного ковша Q = m 0 Др-t), где m0 = 385 тир = 7000 кг/м3 - масса и плот- ность стали соответственно; t = 50 мин – вре- мя полного ее истечения из ковша, получим
Q * 0,0183м3/c = 18,3 л/c. Расход жидкого металла через одну перегородку Qпер = Q/2 =
= 9,15 л/c и через каждый из четырех погружных стаканов Qcт = Q /4 = 4,575 л/c.
Для определения скорости найдем суммарную площадь отверстий 2 S = n -n- d 2/ 4 * * 0,048 м 2 .
Найдем среднюю скорость движения металла через отверстия и прибл = Qпер p LS * 0,19м/с.
Для определения режима течения найдем число Рейнольдса Re = прибл—2 * 13 933, где v v = 1,5 10-6 м2/c - кинематическая вязкость жидкого металла. Из полученной оценки Re > 2300 видно, что режим движения стали через переливные отверстия турбулентный.
По формуле (3) находим коэффициент гидравлического трения
X т =
0,3164 Re0,25
* 0,029.
Определим сопротивление каждого отверстия по формуле (4):
B 1 = 4X . Р + ^-Р* 5,97 - 10 7 кг/м7;
n d 2 n d 2
B 2 = АX T L р + У^-р -Ат* 5,95 - 10 7 кг/м7, n 2 d 2 n2 d 4
где У2 = 2, + 22 - сумма коэффициентов местного сопротивления, причем 21 = 1 - местное сопротивление при входе в трубу из резервуара значительных размеров; 22 = 0,5 - местное сопротивление при внезапном рас- ширении потока в резервуар значительных размеров [9].
По формулам (5) и (6) определим расходы через нижний канал
(
Q 1 = Q [ i + 2 +:= 2^ в 2 j
* 1,83 л/c
и через верхний
Q 2 = Q1X Br * 1,833 л/c.
B 2
Далее определим максимальную скорость дви- жения потоков стали через каналы перегородки (при Q2 > Q1) Umax = m^^ * 0,191 м/c.
Результаты исследованияи их обсуждение
Анализ оценки скоростных потоков металла через каналы показал, что через перегородки металл имеет скорость больше допустимой и доп = 0,12 м/с [3]. Это приводит к необходимости создания новых конструкций перегородок, порогов разливочных камер, а также эффективных металлоприемников приемной камеры, созданных с учетом конструкции конкретного промежуточного ковша.
В процессе анализа существующей схемы промежуточного ковша многоручьевых слябовых машин непрерывного литья заготовок с симметричным расположением приемной камеры (см. рис. 1) выявлены следующие недостатки [11].
-
1. В приемной камере промежуточного ковша при разливке открытой струей из сталеразливочного ковша формируются интенсивные скоростные потоки металла. Это приводит к интенсивному захвату неметаллических включений (НВ) на поверхности металла и последующему затягиванию их в металл, а также оголению его зеркала в приемной камере [3].
-
2. Наибольшие скорости потоков металла при номинальном режиме разлива обнаружены в приемной камере промежуточного ковша в местах выхода боковых стенок ковша в районе дна и стыка дно – борт промежуточного ковша.
-
3. В приемной камере отсутствует защитное устройство – металлоприемник.
-
4. В ПК используются на границе приемной и разливочных камер две перегородки с пятью отверстиями. Из-за наличия скоростных потоков металла из перегородок, направленных в сторону стопора ПК, необходимо использовать на границе приемной и разливочных камер конструкций – перегородок или порогов, исключающих динамическое воздействие на стопор.
Анализ работы недостатков работы промежуточного ковша многоручьевой слябовой МНЛЗ показал пути совершенствования его конструкции.
-
• Снизить скоростные потоки металла через каналы в перегородках ковша до допустимого уровня.
-
• Необходима защита дна промежуточного ковша и внутренних покрытий боковых стенок, выполненных в виде специально нанесенной торкрет-массы и применение специальных защитных устройств – металлоприем-ников. Это позволит исключить аварийные ситуации в момент начала разливки и воздействие скоростных струй стали на оборудование ковша. Применение защитных устройств позволит исключить прямое воздействие на дно приемной камеры ковша и соответствующий стык дна и боковых поверхностей.
-
• Защита в приемной камере должна иметь компактную форму в виде законченного модуля, полностью выполняющего отмеченные требования по защите оборудования промежуточного ковша от скоростных струй жидкого металла, интенсивно перемещающихся по дну ковша в начальный период разливки.
Для четырехручьевого промежуточного ковша создан универсальный комплект ме-таллоприемника приемной камеры с перегородкой для слябовой МНЛЗ (рис. 4). Он состоит из двух перегородок со специальными переливными отверстиями и металлоприем-ника. Перегородки устанавливаются на границе приемной камеры, формируя тем самым объемы приемной и разливочных камер. Ме-таллоприемник устанавливается в приемной камере и выполняется с учетом ее геометрии и характера подачи струи стали из сталеразливочного ковша машины.
Для рассматриваемой четырехручьевой машины разработана перегородка с семью отверстиями диаметром 110 мм. Углы наклона отверстий подобраны с учетом уровня жидкой стали в ПК – 1100 мм. Переливные отверстия выполнены в два ряда. Их расположение способствует уменьшению динамического воздействия потоков металла на стопор разливочного отверстия – оси переливных отверстий разнесены относительно миделя стопора. Благодаря рациональному воздействию потоков жидкого металла обеспечивается уменьшение скоростей до значений менее 0,12 м/с в разливочных камерах ПК, а также вынос неметаллических включений в верхнюю часть промежуточного ковша. Применение созданных конструкций дает рациональную подачу потоков стали через погружной стакан в кристаллизатор машины и обеспечивает подготовку качественной непрерывной заготовки.
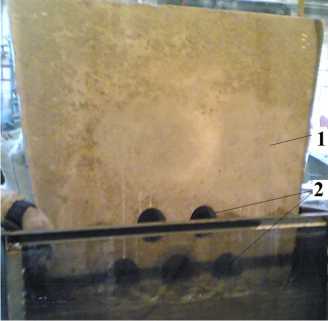
Разработан, испытан и прошел промышленную апробацию универсальный комплект метал-лоприемника и перегородок разливочных камер ПК многоручьевой слябовой МНЛЗ (рис. 5). Расчет переливных отверстий металлоприемни-ка и перегородки выполнены с учетом конст-
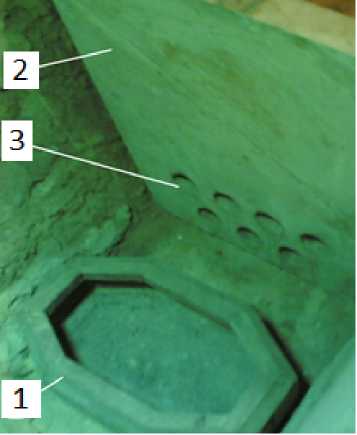
Рис. 4. Расположение новой перегородки в приемной камере промежуточного ковша: 1 – металло-приемник; 2 – перегородка; 3 – комплект отверстий перегородки
Fig. 4. Location of the new baffle in the receiving chamber of the tundish: 1 – metal receiver; 2 – partition;
3 – set of partition holes
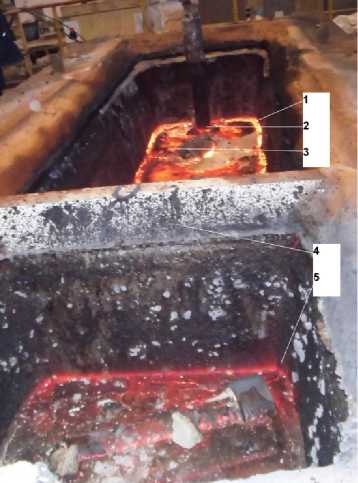
Рис. 5. Комплект новых изделий после испытаний: 1 – разливочная камера; 2 – стопор; 3 – порог разливочной камеры; 4 – перегородка; 5 – приёмная камера Fig. 5. A set of new products after testing: 1 – pouring chamber; stopper; 3 – threshold of the pouring chamber;
4 – partition; 5 – receiving chamber
рукции промежуточного ковша и оборудования системы «сталеразливочный ковш – промежуточный ковш – кристаллизатор» в процессе разливки жидкого металла на МНЛЗ [3].
Выводы
-
1. В целях выбора рациональных защитных конструкций ПК многоручьевой слябо-вой МНЛЗ проведенный анализ показал, что необходимо разработать основные элементы конструкций промежуточного ковша: метал-лоприемника в приемную камеру с учетом симметричного расположения разливочных отверстий и кругового движения ПК на рабочей позиции МНЛЗ.
-
2. На основе выявленных недостатков существующих конструкций элементов ПК были разработаны:
-
• перегородка и пороги разливочных камер, исключающих динамическое воздействие на стопор разливочного отверстия;
-
• конструкции защиты металлоприемника приемной камеры промежуточного ковша в виде законченного модуля, компактно расположенного в приемной камере.
-
3. Испытан и прошел промышленную апробацию универсальный комплект металло-приемника и перегородок разливочных камер ПК многоручьевой слябовой МНЛЗ.
-
4. Применение новой конструкции промежуточного ковша – перегородок и метал-лоприемника приемной камеры – способствуют уменьшению скоростей потоков стали до допустимых значений, а также повышению качества получаемой непрерывнолитой заготовки.
Список литературы Анализ существующей и разработка новой конструкции перегородок для четырехручьевого промежуточного ковша слябовой МНЛЗ
- Gushchin V.N., Ulyanov V.A., Vasiliev V.A. Technical solutions for controlling flows of melts in the tundishes of continuous casters // Metallurgist. 2011. Vol. 54, no. 9/10. Р. 591–593. DOI: 10.1007/s11015-011-9344-3
- Непрерывная разливка стали. Расчеты медных кристаллизаторов / И.М. Ячиков, К.Н. Вдовин, В.В. Точилкин и др. Магнитогорск: Изд-во Магнитогорск. гос. техн. ун-та им. Г.И. Носова, 2014. 190 с.
- Конструкции и расчет металлоприемника промежуточного ковша симметричной многоручьевой МНЛЗ / К.Н. Вдовин, Вас.В. Точилкин, С.М. Добрынин и др. // Вестник Магнитогорского государственного технического университета им. Г.И. Носова. 2019. Т.17, № 3. С. 25–30. DOI: 10.18503/1995-2732-2019-17-3-25-30
- Точилкин В.В. Методика расчета металлоприемника промежуточного ковша МНЛЗ // Ремонт. Восстановление. Модернизация. 2008. № 6. С. 44–47.
- Sotnikov A.L., Sholomitskii A.A. Monitoring alignment of mold oscillatory motion with CCM process stream axis // Metallurgist. 2017. Vol. 60, no. 9/10. Р. 1046–1053. DOI: 10.1007/s11015-017-0406-z
- Модернизация и модельные исследования манипулятора для замены защитной огнеупорной трубы при непрерывной разливке стали / С.П. Еронько, В.Л. Данилов, М.Ю. Ткачев и др. // Металлург. 2020. № 4. С. 30–35.
- Multiphase flow modeling of slag entrainment during ladle change-over operation / R.D. Morales, S. Garcia-Hernandez, J.J. Barreto et al. // Metallurgical and Materials Transactions B. 2016. Vol. 47, no. 4. Р. 2595–2606. DOI: 10.1007/s11663-016-0663-4
- Вдовин К.Н., Точилкин В.В., Ячиков И.М. Разработка огнеупорных конструкций для промежуточного ковша сортовой МНЛЗ // Новые огнеупоры. 2015. № 11. С. 3–7.
- Гидравлический привод и средства автоматизации металлургических машин: учеб. / Н.А. Чиченев, В.В. Точилкин, А.В. Нефедов, С.Н. Басков. Новотроицк: МИСиС, 2017. 198 с.
- Курганов А.М., Федоров Н.Ф. Справочник по гидравлическим расчетам систем водоснабжения и канализации. Л.: Стройиздат. Ленингр. отд-ние, 1973. 408 с.
- Chichenev N.A. Reengineering of the slab-centering unit of a roughing mill stand // Metallurgist. 2018. Vol. 62, no. 7-8. P. 701–706. DOI: 10.1007/s11015-018-0711-1
