Анализ технологической скорости производства сортиментов в лесу системой механизмов и машин

Автор: Базаров С.М., Соловьев А.Н.
Журнал: Вестник Красноярского государственного аграрного университета @vestnik-kgau
Рубрика: Техника
Статья в выпуске: 7, 2014 года.
Бесплатный доступ
В статье проанализирован наиболее информативный критерий оценки энергосбережения комплексов машин и механизмов производства сортиментов на лесосеке - удельная технологическая скорость производства лесоматериалов, которая определяется на основании эффективности технологической скорости выполняемых операций и мощности систем.
Производительность, мощность, операции, синхронность
Короткий адрес: https://sciup.org/14083801
IDR: 14083801 | УДК: 630*323
The technological speed analysis of the assortment production in the wood by the mechanism and machine system
The most informative criterion for energy-saving assessment of the machine and mechanism complexes for the assortment production on the cutting area - specific technological speed of timber production that is determined on the basis of the technological speed efficiency of the performed operations and the system power is analyzed in the article.
Текст научной статьи Анализ технологической скорости производства сортиментов в лесу системой механизмов и машин
При сортиментном способе заготовки в лесу дерево валят, обрезают сучья и раскряжевывают на необходимые сортименты. Заготовка сортиментов может выполняться различным сочетанием взаимосвязанных между собой лесозаготовительных машин и механизмов, образующих единые системносинергетические комплексы, эффективность которых зависит от степени синхронизации последовательно выполняемых технологических операций. Наиболее информативным критерием связанности системы механизмов и машин является технологическая скорость производства лесопродукции, определяемая на основе динамической взаимозависимости последовательно выполняемых операций [1]. Высокая степень синхрони- зации технологических скоростей операций в технологическом процессе приводит к исключению простоев и образованию очередей и является необходимым условием повышения производительности в лесозаготовительном производстве.
Методы и результаты исследований . Механизированные машинные комплексы заготовки лесоматериалов, сочетающие механизацию ручного труда с лесными машинами, широко распространены в лесной отрасли ввиду их возможности сохранять подрост и тонкомеры. Ниже представлены результаты аналитического исследования формирования технологической скорости производства сортиментов длиной 4 м в лесу системами механизмов и машин лесозаготовительного производства.
В настоящее время на рынке лесного машиностроения предлагается достаточно широкий спектр машин, механизмов и оборудования для выполнения лесосечных работ. В таблице представлена мощность механизмов и машин, из которых ниже были составлены различные комплексы и сделан системносинергетический анализ их связанности.
Мощность механизмов и машин в комплексах производства сортиментов
|
Показатель |
Марка машины, механизма |
||||
|
Бензопила Хускварна 262 |
Бензопила STIHL |
Трелевочный трактор ТБ-1М |
Процессор ЛО-120 |
Погрузчик ПЛ-32А |
|
|
Мощность, кВт |
3,0 |
3,3 |
88 |
88 |
88 |
Производство сортиментов комплексом бензопила-бензопила - сортиментовоз-погрузчик . В технологические операции, выполняемые данным комплексом, входит валка деревьев бензопилой Хускварна 262, обрезка сучьев и раскряжевка бензопилой Хускварна 262, подвозка колесным сортиментовозом с манипулятором ШЛК-6-04, погрузка погрузчиком ПЛ-32А на лесовозный автопоезд.
Технологическая скорость производства рассматриваемого комплекса равна [1]:
VТ4 = 4S-1x П1П2П3П4 / (П1П2П3 + П1П2П4 + П1П3П4 + П2П3П4 ),(1)
или
VТ4 = 4V-1x L П1П2П3П4 / (П1П2П3 + П1П2П4 + П1П3П4 + П2П3П4 ),(2)
где L – длина хлыста/сортимента; V x – средний объем хлыста.
Производительность бензопилы при валке деревьев [2 , 3]:
П1 = Vx / tx ,(3)
время производства tx = t1 + t2 + t3 ,(4)
где t 1 – время на подпил, спиливание и сталкивания дерева; t 2 – время на переход к следующему дереву; t 3 – время на подготовку рабочего места.
Производительность бензопилы при обрезке сучьев и раскряжевке:
П2 = Vx / tx ,(5)
время производства tx = t1 + t2 + t3 + t4,(6)
где t 1 – время на обрезку сучьев; t 2 – время на раскряжевку; t 3 – время на маркировку; t 4 – время на переход к следующему дереву.
Производительность сортиментовоза равна
П3 = V / T ,(7)
где объемная рейсовая нагрузка на сортиментовоз
V = Vx n , где п – число сортиментов.
Время технологического цикла загрузки [2, 3]:
T = t 1 V/Q 1 + t 2 V / Q 2 + l 1 /v 1 + l 2 /v 2 + l 3 / v 3 ,
где t 1 – время технологического подцикла загрузки; t 2 – время технологического подцикла разгрузки; Q 1 – объем одного подцикла загрузки; Q 2 – объем одного подцикла разгрузки; l 1 – расстояние переезда; l 2 – расстояние движения с нагрузкой; l 3 – расстояние движения без нагрузки; v 1 – скорость движения при переездах; v 2 – скорость движения с нагрузкой; v 3 – скорость движения без нагрузки.
Производительность погрузчика [2, 3]:
П 4 = V n / (t 1 + t 2 + t 3 ) ,
где грузоподъемность пачки сортиментов
Vn = Vx n, t1 – время погрузки пачки: захват пачки, её подъем, переход с пачкой к подвижному составу, опускание пачки, её укладка и возвращение пустого захвата; t2 – время подготовки подвижного состава к погрузке; t3 – время оправки крепления воза после погрузки; п – число сортиментов в пачке.
Технологическая мощность данного комплекса равна:
N = 4 [N 1 N 2 N 3 N 4 / (N 1 N 2 N 3 + N 1 N 2 N 4 + N 1 N 3 N 4 + N 2 N 3 N 4 )] = 5,56 кВт, (10)
где N 1, N 2 – мощность бензопилы Хускварна 262; N 3 – мощность сортиментовоза ШЛК-6-04; N 4 – мощность погрузчика ПЛ-32А.
График зависимости технологической скорости производства сортиментов от объема для комплекса бензопила Хускварна-262 – бензопила Хускварна 262 – сортиментовоз ШЛК-6-04 – погрузчик ПЛ-32А показан на рис. 1.
км/ч
1,0
0,5 0,2 0,4 0,6 0,8 м3
Рис. 1. График зависимости технологической скорости производства сортиментов длиной 4 м от объема для комплекса бензопила Хускварна 262 – бензопила Хускварна 262 – сортиментовоз ШЛК-6-04 – погрузчик ПЛ-32А
Удельная технологическая скорость равна vT4 = VТ4 /N , или vT4 = [V-1x L П1П2П3П4 / (П1П2П3 + П1П2П4 + П1П3П4 + П2П3П4 )] x
х[N 1 N 2 N 3 N 4 / (N 1 N 2 N 3 + N 1 N 2 N 4 + N 1 N 3 N 4 + N 2 N 3 N 4 )]-1. (11)
График зависимости удельной технологической скорости производства сортиментов от объема для комплекса бензопила Хускварна 262 – бензопила Хускварна 262 – сортиментовоз ШЛК-6-04 – погрузчик ПЛ-32А показан на рис. 2
км/кВт.ч
0,10
0,2 0,4 0,6 0,8 м3
Рис. 2. График зависимости удельной технологической скорости производства сортиментов от объема для комплекса бензопила Хускварна 262 – бензопила Хускварна 262 – сортиментовоз ШЛК-6-04 – погрузчик – ПЛ-32А
Производство сортиментов комплексом бензиномоторная пила – трелевочноный трактор – бензиномоторная пила – погрузчик. В технологические операции, выполняемые данным комплексом, входит валка бензиномоторной пилой Хускварна 262, трелевка трактором ТБ-1М, обрезка сучьев и раскряжевка бензиномоторной пилой STIHL, погрузка сортиментов погрузчиком ПЛ-32А.
Здесь технологическая скорость производства сортиментов рассматриваемым комплексом равна:
V Т4 = 4S-1 x П 1 П 2 П 3 П 4 / (П 1 П 2 П 3 + П 1 П 2 П 4 + П 1 П 3 П 4 + П 2 П 3 П 4 ), (12)
или
VТ4 = 4V-1x L П1П2П3П4 / (П1П2П3 + П1П2П4 + П1П3П4 + П2П3П4 ), где L – длина хлыста/сортимента.
Производительность бензопилы при валке деревьев П 1 определяется формулой (3), производительность трелевочного трактора [2, 3]:
П 2 = V x n / (S/v 0 + S/v g + t np + t 0 ),
где V x n = V n – средний объем трелюемой пачки, м3; S – среднее расстояние трелевки, м; V 0 – средняя скорость движения без груза; V g – средняя скорость движения с грузом; t np – время на формирование пачки; t 0 – время на освобождение от пачки; n – число деревьев в пачке.
Производительность бензопилы при обрезке сучьев и раскряжевке П 3 определяется по формуле (5), а производительность челюстного погрузчика П 4 находится по формуле (9).
Технологическая мощность данного комплекса равна:
N = 4 [N 1 N 2 N 3 N 4 / (N 1 N 2 N 3 + N 1 N 2 N 4 + N 1 N 3 N 4 + N 2 N 3 N 4 )] = 5,88 кВт,
где N 1 – мощность бензопилы Хускварна 262; N 2 – мощность трелевочного трактора ТБ-1М; N 3 – мощность бензопилы STIHL; N 4 – мощность погрузчика ПЛ-32А.
На рис. 3 показан график зависимости технологической скорости производства сортиментов длиной 4 м от объема для комплекса бензиномоторная пила (Хускварна 262) – трелевочный трактор (ТБ-1М) – бензиномоторная пила (STIHL) – погрузчик (ПЛ-32А).
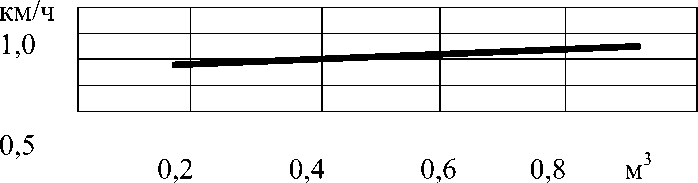
Рис. 3. График зависимости технологической скорости производства сортиментов длиной 4 м от объема для комплекса бензиномоторная пила (Хускварна 262) – трелевочный трактор (ТБ-1М) – бензиномоторная пила (STIHL) – погрузчик (ПЛ-32А)
На рис. 4 показан график зависимости удельной технологической скорости производства сортиментов от объема для комплекса бензиномоторная пила (Хускварна 262) – трелевочный трактор (ТБ-1М) – бензиномоторная пила (STIHL) – погрузчик (ПЛ-32А).
|
км/кВт.ч 0,2 |
|||||
|
0,1 |
0,2 0,4 0,6 0,8 м3 |
||||
Рис. 4. График зависимости удельной технологической скорости производства сортиментов длиной 4 м от объема для комплекса бензиномоторная пила (Хускварна 262) – трелевочный трактор (ТБ-1М) – бензиномоторная пила (STIHL) – погрузчик (ПЛ-32А)
Производство сортиментов комплексом бензиномоторная пила – трелевочный трактор-процессор – погрузчик. В технологические операции, выполняемые данным комплексом, входит валка бензиномоторной пилой Хускварна 262, трелевка трактором ТБ-1М, обрезка сучьев и раскряжевка процессором ЛО-120, погрузка сортиментов погрузчиком ПЛ-32А.
Здесь технологическая скорость производства сортиментов рассматриваемым комплексом равна:
-
V Т4 = 4S-1 x П 1 П 2 П 3 П 4 / (П 1 П 2 П 3 + П 1 П 2 П 4 + П 1 П 3 П 4 + П 2 П 3 П 4 ),
или
-
V Т4 = 4V-1 x L П 1 П 2 П 3 П 4 / (П 1 П 2 П 3 + П 1 П 2 П 4 + П 1 П 3 П 4 + П 2 П 3 П 4 ),
где L – длина хлыста/сортимента.
Производительность бензопилы при валке деревьев П 1 рассчитывается по формуле (3), а производительность трелевочного трактора П 2 определяется по формуле (13).
Производительность сучкорезно-раскряжевочной машины (процессора) равна [2,3]:
П 3 = V х / (t 1 + t 2 n + t 3 + t n n + t 4 n + t 5 ), (15)
где V х – объем хлыста; t 1 – время захвата и подачи дерева в срезающее устройство; t 2 – время зажима дерева; t 3 – время протаскивания дерева через сучкорезное устройство; t n – время отпиливания сортимента; n – количество выпиливаемых сортиментов с хлыста; t 4 – время на открытие захвата протаскивающего устройства; t 5 – время возвращения в исходное положение.
Производительность челюстного погрузчика П 4 определяется по формуле (9). Технологическая мощность данного комплекса равна:
N = 4 [N1N2N3N4 / (N1N2N3+ N1N2N4 + N1N3N4 + N2N3N4 )] = 11,11 кВт, где N1 – мощность бензопилы Хускварна 262; N2 – мощность трелевочного трактора ТБ-1М; N3 – мощность процессора; N4 – мощность погрузчика ПЛ-32А.
На рис. 5 показан график зависимости технологической скорости производства сортиментов длиной 4 м от объема для комплекса бензиномоторная пила (Хускварна 262) – трелевочный трактор (ТБ-1М) – процессор ЛО-120 – погрузчик (ПЛ-32А).
|
км/ч |
|||||||||
|
0,1 |
|||||||||
|
0,05 |
0,2 |
0,4 |
0,6 |
0,8 |
м3 |
||||
Рис. 5. График зависимости технологической скорости производства сортиментов длиной 4 м от объ ема для комплекса бензиномоторная пила (Хускварна 262) – трелевочный трактор (ТБ-1М) – процессор ЛО-120 – погрузчик (ПЛ-32А)
На рис. 6 показан график зависимости удельной технологической скорости производства сортиментов длиной 4 м от объема для комплекса бензиномоторная пила (Хускварна 262) – трелевочный трактор (ТБ-1М) –-– процессор ЛО-120 – погрузчик (ПЛ-32А).
км/кВт.ч
0,06
0,02
|
--—— |
^- |
|||
0,2 0,4 0,6 0,8 м3
Рис. 6. График зависимости удельной технологической скорости производства сортиментов 4 м от объема для комплекса бензиномоторная пила (Хускварна 262) – трелевочный трактор (ТБ-1М) – процессор ЛО-120 – погрузчик (ПЛ-32А)
Заключение . Результаты выполненного исследования показывают, что при выполнении операций валки деревьев, обрезки сучьев и раскряжевки бензопилами в механизированном машинном комплексе технологическая скорость производства сортиментов длиной 4 м составляет 0,6 км/ч, а удельная технологическая скорость 0,10 км/кВт.ч. При выполнении операций валки деревьев бензопилой, обрезки сучьев и раскряжевки процессором технологическая скорость производства сортиментов длиной 4 м в механизированном машинном комплексе составляет 0,9 км/ч, а удельная технологическая скорость 0,08 км/кВт.ч.
