Анализ точности обработанной поверхности призмы из титанового сплава ВТ9 на станке-роботе и станке классической компоновки

Автор: Сайдуганов С.Р.
Журнал: Теория и практика современной науки @modern-j
Рубрика: Основной раздел
Статья в выпуске: 7 (49), 2019 года.
Бесплатный доступ
В статье рассматриваются проведенная работа по обработке титанового сплава на двух станках с последующим анализом полученных данных по геометрическим параметрам обработанной поверхности заготовки. Обработка заготовки велась на двух станках с одинаковыми технологическими параметрами.
Титановый сплав, станок-робот, станок модели 500v/5
Короткий адрес: https://sciup.org/140274826
IDR: 140274826 | УДК: 621.6-5
Analysis of accuracy of processed surface of prism from titanium VT9 alloy on a working machine and a machine of a classical component
The article discusses the work done on the processing of titanium alloy on two machines with the subsequent analysis of the obtained data on the geometric parameters of the processed surface of the workpiece. Processing of the workpiece was carried out on two machines with the same technological parameters.
Текст научной статьи Анализ точности обработанной поверхности призмы из титанового сплава ВТ9 на станке-роботе и станке классической компоновки
На станках произведена обработка призмы. Обрабатываемый материал ВТ9. Целью экспериментальных обработок является определение точности относительных размеров квадратной пирамидки в разных осевых направлениях. Задача получить целые размеры непреследовалась.
Обработка заготовки велась на двух станках с одинаковыми технологическими параметрами. На рисунке 1 представлены рабочие зоны станков двух типов, (Рис. 1а) робот-станок с параллельной кинематикой, разработанной на кафедре АТП «УГАТУ» и станок модели 500 V /5 с традиционной компоновкой (Рис. 1б) [1].

а б
Рисунок 1 – Рабочая зона станков: а – робот-станок с параллельной кинематикой с закрепленной в рабочей зоне заготовкой; б – станок модели 500V/5 с классической кинематикой с закрепленной в рабочей зоне заготовкой.
Технологические параметры обработки.
Обработка производилась концевой фрезой ( R 216.24-10050CCK22P 1620). Параметры фрезы (Рис. 2): максимальная глубина резания ( APMX ) 22 мм, число эффективных периферийных режущих кромок ( ZEFP ) 4, главный передний угол радиальный ( GAMF ) 10,5 градусов, диаметр резания ( DC ) 10 мм, радиус при вершине ( RE ) 1 мм, рабочая длина ( LU ) 42
мм, покрытие PVD TiAlN , угол подъема стружечной канавки ( FHA ) 50 градусов, главный передний угол осевой ( GAMP ) 13,5 градусов.

Рисунок 2 – Геометрические размеры фрезы
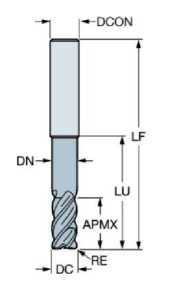
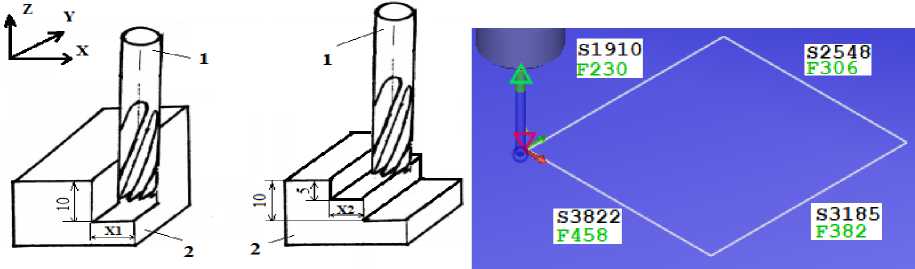
Схема обработки детали производилась по контуру, который представлен на рисунке 3 (в).
Обработка квадратной призмы производилась цилиндрической частью фрезы в плоскости XY . Режимы обработки: глубина резания 0,5 мм, ширина фрезерования 5 и 10 мм, подача на зуб 0,03 мм/зуб, скорости резания от 60 м/мин до 120 м/мин с шагом 20 м/мин.
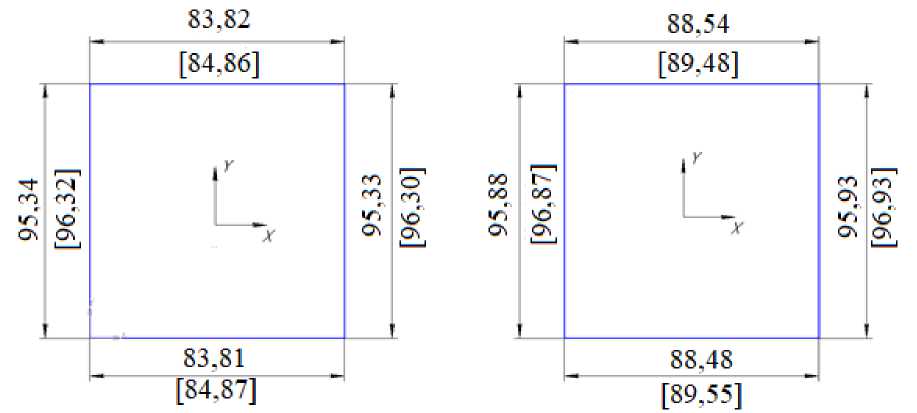
Геометрическая точность обработки измерялась цифровым штангенциркулем ШЦЦ-I-150 0,001. Результаты измерений представлены на эскизах (рис. 4).
б
а
в
Рисунок 3 – Траектория движения инструмента: 1 – фреза; 2 – заготовка; а – ширина фрезерования 10 мм; б – ширина фрезерования 5 мм; в - схема обработки детали по контуру (изометрия)
б
а
Рисунок 4 – Точность обработки квадратных бобышек а – результат обработки на станке мод. 500V/5;
б – результат обработки на роботе-станке
[xx] - размеры при обработке с шириной фрезерования 10 мм.
Рассмотрим стандарт, распространяющий на гибкие производственные модули (ГПМ) и многоцелевые сверлильно-фрезернорасточные станки по ГОСТ 30027-93 [2].
Таблица 1 – Наименование проверок по ГОСТ 30027-93
|
Позиция нормы по ГОСТ 30027-93 |
Наименование проверки |
Отклонения, мкм |
||
|
допусти мые |
факти ческие |
|||
|
3 |
Геометрическая точность станка |
|||
|
3.18.2 |
Перемещение салазок и шпиндельной бабки в плоскости XOZ |
16 |
20 |
|
|
3.18.3 |
Перемещение колонны и шпиндельной бабки в плоскости YOZ |
16 |
25 |
|
|
3.16.1 |
Перемещение салазок в направлении |
продольном |
16 |
150 |
|
3.16.3 |
Перемещение шпиндельной |
бабки в |
16 |
18 |
|
вертикальном направлении |
Из данной таблицы делаем вывод, что в процессе обработки заготовки из титанового сплава (ВТ9) выявлено следующее, что по всем показателям точности станков 500v/5 и станка-робота с параллельной кинематикой значения отклонений в пределах допустимых значений.
Выводы:
-
1. Точность обработки уступа призмы на станке 500V/5 – при ширине фрезерования 10 мм – 0,02 мм, при ширине 5 мм – 0,02 мм.
-
2. Точность обработки этой поверхности на роботе-станке при ширине фрезерования 10 мм – 0,07 мм, при ширине фрезерования 5 мм – 0,06 мм
Список литературы Анализ точности обработанной поверхности призмы из титанового сплава ВТ9 на станке-роботе и станке классической компоновки
- Компоновка многоцелевого станка на основе принципов параллельной кинематики: пат. РФ № 2542878 / О. К. Акмаев, Б. А. Еникеев, А. Ф. Юсупов; опубл. 27.02.2015, Бюл. № 6. - 8 с.
- ГОСТ 30027-93. Модули гибкие производственные и станки многоцелевые сверлильно-фрезерно-расточные. Нормы точности.
