Анализ управляемости и устойчивости приближенной модели теплопереноса в автоклаве

Автор: Мокрушин Сергей Александрович, Хорошавин Валерий Степанович, Охапкин Сергей Иванович, Зотов Александр Викторович, Грудинин Виктор Степанович
Журнал: Инженерные технологии и системы @vestnik-mrsu
Рубрика: Технологии и средства механизации сельского хозяйства
Статья в выпуске: 3, 2018 года.
Бесплатный доступ
Введение. Обеспечение продовольственной безопасности страны по длительности хранения и качеству продуктов невозможно без стерилизации продуктов в автоклавах. Эффективность процессов стерилизации во многом зависит от степени их автоматизации. В 2000-2010-е гг. совершенствование автоматических и автоматизированных систем управления базировалось в основном на развитии технических средств автоматики без теоретического обоснования принимаемых решений. Предлагаемая работа направлена на выявление связей между параметрами и связями процесса стерилизации и выбором структурно-параметрических особенностей системы управления. Материалы и методы. Проведен качественный анализ с позиций современной теории автоматического управления приближенной модели теплового процесса нагрева воды паром в автоклаве с учетом законов теплопереноса и достаточности использования двумерной модели в зависимости от ее структурно-функциональных особенностей, учитывающих параметры и связи процесса, - свойств управляемости по Калману во временной области в пространстве состояний (отдельно показан переход от передаточной функции с нулями в числителе к нормальной системе дифференциальных уравнений); свойств устойчивости модели в частотной области с помощью передаточных функций и структурных преобразований; учета соотношения параметров в виде неравенств и последующим выбором составляющих пропорционально-интегрально-дифференциального закона регулирования для реального автоклава с помощью матрицы экспертных оценок. Результаты исследования. Показано, что для качественного исследования вопросов управляемости и устойчивости приближенной модели теплового процесса нагрева воды паром в автоклаве в зависимости от параметров процесса необходимо совместное представление модели как во временной (в пространстве состояний), так и в частотной (в виде передаточных функций) областях. Анализ управляемости процесса основывается на трех подходах: первый (формализованный) основан на представлении модели в виде нормальной системы обыкновенных дифференциальных уравнений в форме Коши с развитием способа понижения порядка старших производных координат и введения дополнительных сигналов по управлению, учитывающих производные по управлению; второй (неформализованный) - на исключении производных по управлению путем структурных преобразований; третий (прямой) использует полученные из физических соображений уравнения теплового баланса и теплопроводности первого порядка. По условиям управляемости Калмана получены зависимости между параметрами процесса и степенью его управляемости. Анализ устойчивости процесса основан на исследовании полюсов передаточных функций в частотной области и характеристических корней уравнений состояния во временной области. На основе структурных преобразований выделен замкнутый контур нагрева банок водой с инерционностью, зависящей от параметров загрузки автоклава. Переходные процессы в этом контуре принимают усилительный, апериодический или интегральный характер, что сказывается на характере переходных процессов системы управления в целом. Формализованный выбор составляющих пропорционально-интегрально-дифференциального закона регулирования проводится в зависимости от частоты применения степени загрузки и необходимости составляющих пропорционально-интегрально-дифференциального регулятора с помощью матрицы экспертных оценок. Обсуждение и заключения. Результаты исследования послужат материалом для разработки реальной модели процесса автоклавирования с учетом статических и динамических характеристик измерительных, преобразовательных и исполнительных элементов, исследования влияния и компенсации инерционностей и нелинейностей реальных элементов с последующей разработкой автоматизированной системы управления процессом стерилизации в автоклавах. Результаты работы могут быть использованы для исследования общих и прикладных проблем оптимального управления как в пищевой, так и в других отраслях промышленности, например, в производстве стройматериалов и резинотехнических изделий.
Теплоперенос, теплопроводность, сосредоточенная модель, управляемость, устойчивость, передаточная функция, нормальная система дифференциальных уравнений, правила преобразования структурных схем, пид-закон регулирования, матрица экспертных оценок
Короткий адрес: https://sciup.org/147220590
IDR: 147220590 | УДК: 004.4:621.1 | DOI: 10.15507/0236-2910.028.201803.416-428
The analysis of controllability and stability of an approximate model of heat transfer in an autoclave
Introduction. Ensuring the safety of country food industry in terms of the duration of storage and the quality of products is impossible without sterilizing products in autoclaves. The effectiveness of the sterilization processes depends on the degree of their automation. In the last twenty years, the improvement of automatic and automated control systems was primarily based on the development of technical means for automation without theoretical justification of decision-making. The proposed work is aimed at identifying the links between the parameters and connections of the sterilization process and the choice of structural and parametric features of the control system. Materials and Methods. A qualitative analysis is carried out based on the modern theory of automatic control for an approximative model of the thermal process of steam heating in an autoclave, taking into account the laws of heat transfer and the sufficiency of using a two-dimensional model depending upon the structural and functional features of the model, which have regard to the parameters and relationships of the process, namely, the Kalman's controllability properties of the model in the time domain in the state-space representation (the transition from the transfer function with zeros in the numerator to the normal differential system differential equations is also described). There were also analized the stability properties of the model in the frequency domain by means of transfer functions and structural transformations and the relationship of parameters in the form of inequalities with the subsequent choice of proportional-integral-differential configuration components for a real autoclave using the matrix of expert estimates. Results. It is shown that to make a qualitatively study of the issues of controllability and stability of the approximative model of the thermal process of water heating by steam in an autoclave, depending on the process parameters, it is necessary to represent the model the time domain (in the state-space representation) and in the frequency domain (in the form of transfer functions). The analysis of the controllability of the process is based on three approaches: the first (formalized) approach is based on the representation of the model in the form of a normal system of ordinary differential equations in the Cauchy form with the development of a method of decreasing the order of the higher derivatives of coordinates and introducing additional control signals taking into account the control derivatives; the second (unformalized) is based on the exclusion of management derivatives through structural transformation; the third (direct) approach uses the first-order heat balance and heat conduction equations derived from physical considerations. Under the conditions of Kalman's controllability, dependencies between the parameters of the process and the degree of its controllability have been obtained.The analysis of the stability of the process is based on studying the poles of the transfer functions in the frequency domain and the characteristic roots of the equations of state in the time domain. On the basis of structural transformations, a closed canister heating loop with water with inertia, depending on the autoclave charging parameters, is isolated. Transient processes in this circuit take an amplifying, aperiodic or integral character, which affects the nature of the transient processes of the control system as a whole. The formalized choice of the components of the proportional-integral-differential regulation law is carried out depending on the frequency of application of the degree of loading and the need for the components of the proportional-integral-differential regulator using the matrix of expert estimates. Conclusions. The results of the research will serve as the material for the development of a real model of the autoclaving process, taking into account the static and dynamic characteristics of measuring, conversion and actuating elements, investigating the influence and compensation of inertia and nonlinearities of real elements, followed by the development of an automated system for controlling the sterilization process in autoclaves. The results of the work can be used to study general and applied problems of optimal control in both food and other industries, for example, in the production of building materials and the production of rubber products.
Текст научной статьи Анализ управляемости и устойчивости приближенной модели теплопереноса в автоклаве
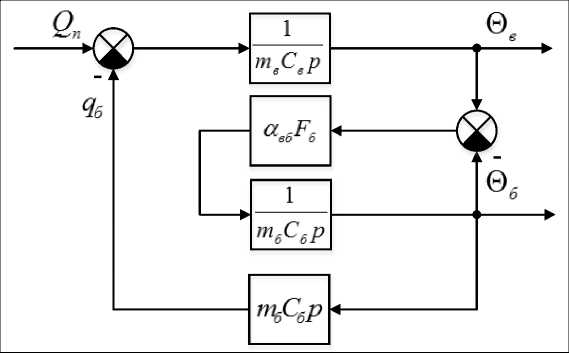
Начиная с работ Б. Е. Щекина1 и Е. В. Выскубова [1] принято описывать процесс нагрева воды паром в авто- клаве, в который помещены банки со стерилизуемым продуктом, как динамический процесс в приращениях с сосредоточенными параметрами. Ис- ходя из уравнений сохранения энергии и теплопроводности Фурье2 для сосредоточенной системы при управлении тепловым потоком пара Qn и потерей тепла на нагрев банок q6 выходные координаты процесса температура воды 0в и температура банок 0б (при неизменном давлении в автоклаве и без учета потерь на нагрев охлаждающей воды, корпуса и в окружающую среду) запишем в виде системы двух обыкновенных дифференциальных уравнений первого порядка:
т с d®8 = 0 -а • meCe dt Qn Чб;
d ®б m'
= a e6 F 6 ( ® в -® б ) , (1)
где mв , mб , Св , Сб – масса и удельная теплоемкость воды и банок соответственно; авб - коэффициент теплопроводности вода-банка; Fб – площадь внешних поверхностей всех банок.
Эффективность процессов стерилизации по производительности и качеству по соответствию траекторий процесса заданной формуле стерилизации, учитывающей зависимость температуры воды 0в от времени, определяется системой управления процессом. Для систем управления автоклавами, как и для других систем управления реальными объектами, справедливо утверждение [2], что в 2000–2010-е гг. «… овершенствование автоматических систем базировалось на развитии технических средств автоматики, основанном на достижениях в области электроники, приборостроения, вычислительной техники и мехатроники, а теоретическая база систем автоматического управления слабо развивалась». Исходя из этого утверждения, авторы данной работы сделали попытку обосновать принимаемые технические решения реализации систем управления автоклавами с позиций фундаментальных свойств управляемости и устойчивости3 систем управления в зависимости от структурно-функциональных особенностей объекта управления, определяемых его параметрами и связями.
Обзор литературы
Аппаратная реализация аналоговых систем управления процессами стерилизации известна из работы Б. Е. Щекина4. Аппаратные реализации цифровых алгоритмов классических законов регулирования (релейного, скользящего и пропорционально-интегральнодифференциального (ПИД) законов) в системах управления автоклавами с помощью элементов микроДАТ заложены в исследовании Е. В. Выскубова5 и обобщены в справочнике В. П. Баба-рина6. Развитие программно-аппаратных систем управления автоклавами началось с работы С. А. Мокрушина [3] и продолжено в работах [4–7].
С теоретической точки зрения интерес представляет работа Е. В. Выску-бова7 об оптимальном управлении процессом (1), в которой автор, ссылаясь на правило А. Ю. Ишлинского8 для достаточности двумерной модели (1), находит с помощью принципа макси- и мума Л. С. Понтрягина9 качественные решения оптимального управления, т. е. в каких функциях искать управление в задаче быстродействия и в задаче программного движения (в последней – не учитывая нелинейность, явное вхождение времени в функционал и особые в смысле принципа максимума режимы, а также качественные свойства модели по управляемости и устойчивости). В работе О. М. Клименко и В. Г. Трегуба [8] предложен нейронный метод управления автоклавом, но он основан на программно-аппаратной реализации по структуре системы С. А. Мокрушина [3] и формуле стерилизации «нагрев-выдержка-охла-ждение».
В зарубежной научной литературе существуют примеры аппаратной [9], программно-аппаратной10 и нейронной [10] реализаций систем управления автоклавами. Основное внимание в перечисленных работах уделено техническим средствам реализации системы управления, но не исследовано влияние параметров модели на алгоритм управления.
Том 28, № 3. 2018
Материалы и методы
Исходя из цели исследования в работе решаются задачи:
-
1 ) качественного анализа управляемости по Калману11 приближенной модели (1) в пространстве состояний (отдельно показан переход от передаточной функции с нулями в числителе к нормальной системе дифференциальных уравнений в форме Коши, опирающийся на исследование В. С. Хорошавина, А. В. Зотова и С. А. Мокрушина [11]);
-
2 ) качественного анализа устойчивости приближенной модели (1) с помощью передаточных функций и структурных преобразований, соотношения параметров процесса в виде неравенств12 и последующим выбором составляющих ПИД-закона регулирования [12] для реального автоклава13 с помощью матрицы экспертных оценок14.
Результаты исследования
Анализ управляемости процесса
Структурная схема приближенной модели (1) при замене символа дифференцирования на оператор Лапласа dt p представлена на рис. 1.
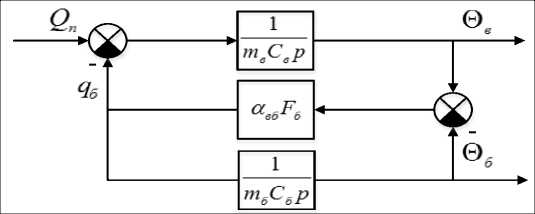
Р и с. 1. Структурная схема приближенной модели (1)
F i g. 1. Block diagram of approximate model (1)
В формулах стерилизации15 указывается температура греющей среды Θ в , которую нужно измерить в замкнутой системе управления, например, с ПИД-регулятором, поэтому запишем передаточную функцию объекта управления как замкнутой системы с выходом Θ в и входом Qn по модели (1):

__________ m6 C6P + a e6 F 6 __________
Р 2 ( m eCem 6C6 ) + Pa8 6 F 6 ( mC + m6 C 6 ) .
Для анализа управляемости передаточной функции (2) потребуется переход от передаточной функции с нулями в числителе в пространство состояний без производных по управлению Qn. Такой переход возможен путем понижения старшей производной 0в и вве- дения дополнительных сигналов по управлению Qn, учитывающих производные по управлению Qn. Здесь и да- лее для краткости записи производных от переменных обозначим, например, dx
x = .
dt
Поскольку такой переход обычно вызывает затруднения [11], то в мето- дическом плане покажем пошаговую процедуру его применения на примере.
Известно, что представление динамики процесса с передаточной функцией без нулей в числителе в пространство состояний не вызывает трудностей при понижении порядка старшей производной выхода.
Далее, более кратко по сравнению с приведенным в [11], формализуем процедуру представления передаточной функции с нулями в пространство состояний на примере объекта
I
X + T0 x = k0U + k1U (3)
со структурой, представленной на рис. 2.
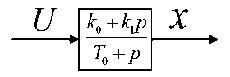
Р и с. 2. Структура исходного объекта (3) с нулями в числителе
F i g. 2. Diagram of the original object (3) with zeros in the numerator
В уравнении (3) объекта (рис. 2) примем коэффициент при старшей производной выхода равным 1.
-
1 шаг. Введем дополнительные переменные
x = x 1 + h0U,
X1 = x - h0U = x2 + h1U и т. д. до xn -1 = xn + hn -1U.
-
2 шаг. Подставим введенные дополнительные переменные в исходное уравнение:
Х1 + h0U = k0U + k1U - T0 (x 1 + h0U).
-
3 шаг. Избавимся от производных по U в последнем уравнении:
x1 = k0U + k111 - h^ IU - T,x 1 - T,hU, I ki)
(л h )
из 1 1 - 0 I = 0 получим h 0 = k 1 . Тогда
I k\)
система уравнений объекта и его структура в пространстве состояний примут следующий вид (рис. 3):
JC1 = U(k0 - kT0)- T0X,;
x = x 1 + k1U.
Из приведенного простейшего примера видна сложность метода понижения порядка старшей производной вы-
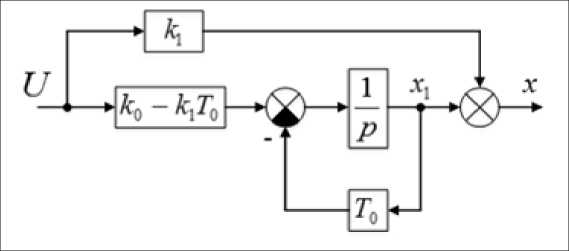
Р и с. 3. Структура исходного объекта (3) без нулей в числителе
F i g. 3. Diagram of the source object (3) without zeros in the numerator
хода и введения добавок по управлению, учитывающих производные по управлению, хотя новая структура (рис. 3) позволяет более детально оценить влияние параметров в исходной структуре (рис. 2).
Для анализа управляемости модели (1) со структурой на рис. 1 с целью исключения производных по управлению воспользуемся правилами преобразования структурных схем для получения передаточной функции с выходом Θ б , более точно отражающим качество процесса по сравнению с Θ в , для чего перенесем точку съема сигнала qб на сигнал Θ б (рис. 4).
На основании данной структурной модели запишем передаточную функцию:

a e6 F6
Р2 (mCmeC) + P«e6F6 (meCe + m6C6), которая путем понижения порядка старшей производной Θб может быть преобразована к нормальной системе дифференциальных уравнений первого
Р и с. 4. Преобразованная структурная схема модели (1)
F i g. 4. Transformed block diagram of the model (1)
порядка, что и требуется для исследования управляемости по Калману.
В нормальной форме Коши передаточной функции (4) путем понижения порядка производной Θ б поставим в соответствие следующую систему с управлением U = Qn :
I
Х 2
X = X 2 , X 1 =0 6, X = 0 6,
“ s6 ^ 6 U - aF [ — + —) х 2;
тСт б С б 86 6 1 mC m 6 C 6 J 2
или в матричной форме x = Ax + BU, для которой матрица управляемости D 2 = ( B AB )имеет вид
D 2 =
a e6 F 6
I твСвтбСб
^F6
m« C «m6 C 6
a F ) 2 Г 1 + 1 ) m eCe m6 C 6 1 mC m6 C 6 Jj
Определитель матрицы D 2 не равен нулю:
_ 1 a . F „ 1
det D? = ---- 55 5 * 0, (6)
2 \ i
V m e em6 5 )
т. е. система полностью управляема.
Однако такой путь по правилам преобразования структурных схем не является формализованным, поскольку трудно в общем случае указать правила преобразования исходной структуры (рис. 1) к виду, удобному для исследования управляемости модели (1).
Ранее для исследования управляемости модели (1) мы пытались преобразовать ее к нормальной системе дифференциальных уравнений в форме Коши, что вызывало значительные затруднения. Хотя модель (1) не является нормальной формой Коши, это не является ограничением для применения условий управляемости Калмана. В результате получим, что система (1) является полностью управляемой.
Из анализа матрицы управляемости процесса, например, из det D 2 (6) следует, что степень управляемости системы повышается с увеличением теплопере-носа от воды к банкам ( ae6F6 ) и уменьшением инерционности нагрева воды и банок ( т6С в тбС б ), что физически объяснимо.
Анализ устойчивости процесса
Используя полученные при исследовании управляемости передаточные функции (2; 4) и уравнения состояний во временной области (5), найдем полюса передаточных функций, или характеристические корни:
А = 0, Я 2 = -a e6F6
m eCe + m 6C6 meCe m 6 C 6
< 0
из которых следует, что система обладает интегрирующими свойствами, т. е. не имеет самовыравнивания [12] и находится на грани устойчивости.
Вообще говоря, из эквивалентных структурных схем (рис. 1 и рис. 4) видно, что «успокоить» процесс нагрева воды паром могут потери на нагрев банок и другие потери. Рассмотрим, как влияют потери на нагрев банок, т. е. загрузка автоклава, которые являются основными по технологии стерилизации, на передаточные функции системы.
Рассмотрим передаточную функцию преобразования 0 в в 0 б по структуре, приведенной на рис. 4. Передаточная функция замкнутого контура равна
ф f^L)= *___= -d-,
31 0 J m6C6 , T, p +1
в О p + 1 6ep
ae6F6
что является передаточной функцией апериодического звена с постоянной времени нагрева банок водой
T
6e
a e6F6
Что касается соотношения массы банок и площади их поверхности в последней формуле для постоянной времени нагрева банок водой, то поскольку масса банок определяется произведением плотности содержимого банок на их объем, величина Т бв зависит от соотношения объема и площади банок. Из геометрии плоских фигур и тел извест-но16, что для выпуклых многогранников, (т. е. таких форм контейнеров, как куб, параллелепипед, цилиндр), в которые помещаются банки, соотношение объе-
с постоянной времени Тбв ,
ма к площади прямо пропорционально параметрам многогранника. Поэтому говоря о загрузке автоклава, будем подразумевать прямую зависимость постоянной времени Tбв и массы банок.
При малой загрузке Т бв << 1 получим почти усилительное звено (апери-
характеризующей загрузку автоклава mб с некоторыми приведенными выше оговорками относительно связи т б и Fб , удобнее использовать структуру, представленную на рис. 4, т. к. в структуре рис. 1 придется выделить допол-
Г©^
нительно из Ф - промежуточный 3 1© в )
сигнал q6 с дифференциальной составляющей тбСб p, которая, кстати, улучшает устойчивость процесса. Исполь-Г®Л зуя структуру рис. 4 с учетом Ф3I I, получим: к®«У
одическое звено с широкой полосой
( 0
Ф —
3 1g
X ^ П
meCeP + твСбРф3
пропускания) Фз

1, при боль
® 5 ® в
.
шой загрузке Т бв >> 1 получим интег-
Г ©Л 1 тг рирующее звено Ф - ®---. Для
31®в ) Т6вР нормальных (штатных) загрузок автоклава Б6-КАВ-217 по технологической
Воспользовавшись результатами
исследований [12], получим, что при
( ®„ малой загрузке Ф -3 \®„
Г®.) 1
карте стерилизации [1] с параметрами
meCeP + msCsP
« 1, тогда
- интегри-
m6C6 = 4,6 ■ 102 х 3,68 ■ 103
ae6F6 = 1,45 ■ 103 х 3,87 ■ 104
получим Т6в » 30 c, Ф3 одическое звено.
Дж град..
Дж с ■ град.
f®.) I®,)
-апери-
В дальнейшем для исследова-
рующее звено, а в системе регулирования с обратной связью с ПИД-регулятором достаточно пропорциональной составляющей с небольшими включениями интегральной и дифференциальной составляющих.
При большой загрузке
ф ©б ~ 1 _ авб±б
31©в ) ТбвР тбСбР ’ ф Гл ~_____1_____-
3 I Qn ) meCeP + «e6F6
ния устойчивости процесса с учетом введенной передаточной функции
инерционное звено; регулируется с помощью П-регулятора.
-
16 Korn G. A., Aramanovich I. G., Korn T. M. Mathematical handbook for scientists and engineers: definitions, theorems, and formulas for reference and review . Mineola ; New York : Dover Publications, 2000. 1130 p.
-
17 Вертикальные автоклавы Б6-КАВ-2 / Б6-КАВ-4 . 2012.
При нормальной загрузке получим Г© J объект с Ф I5 (1), имеющий реаль ное дифференцирующее, интегрирую- щее и апериодическое звенья, поэтому могут потребоваться в разной степени все составляющие ПИД-закона регулирования.
Предыдущие рассуждения по выбору составляющих ПИД-закона регулирования в зависимости от загрузки автоклава можно представить в виде матрицы экспертных оценок18. В данном случае она составляется для нормализованных весов j -тых составляющих ПИД-закона для каждой i -той 3
загрузки q ij , ^ q ij = 1 и нормализован- j = 1
ных весовых коэффициентов загрузки ^> , £ ^i = 1 (таблица).
i = 1
Для каждого j -того решения вычисляется показатель Rj как сумма произведений нормализованного веса j -того решения на соответствующий весовой коэффициент μi , причем показатели Rj получаются нормализованными: 3
^ R j = 1. Оптимальное решение опре- j =1
деляется по максимальному значению Rj . В таком случае наиболее целесообразно применять пропорциональную составляющую ПИД-закона регулирования.
Т а б л и ц а 1
T a b l e 1
Матрица экспертных оценок Matrix of expert opinions
|
Загрузка ( i ) / Load ( i ) |
Составляющие ( j ) ПИД-закона и соответствующие нормализованные веса q ij / Components j ') of the PID-law and the corresponding normalized weights qij |
Вес коэффициента μ i / Weight of coefficient μi |
||
|
П / P |
И / I |
Д / D |
||
|
Малая T бв << 1 с / Small Tбв << 1 sec |
0,6 |
0,2 |
0,2 |
0,1 |
|
Нормальная T бв ≈ 30 с / Normal T бв ≈ 30 sec |
0,5 |
0,4 |
0,1 |
0,7 |
|
Большая T бв >> 1 с / Big Tбв >> 1 sec |
0,6 |
0,2 |
0,2 |
0,2 |
|
Показатель 3 R j = i Mj / i = 1 Indicator R = i ^ i = 1 |
0,53 |
0,34 |
0,13 |
|
18 Системный анализ и принятие решений : словарь-справочник / Под ред. В. Н. Волковой, В. Н. Козлова. М. : Высшая школа. 2004.
Обсуждение и заключения
Для качественного исследования вопросов управляемости и устойчивости приближенной модели теплового процесса нагрева воды паром в автоклаве в зависимости от параметров процесса необходимо совместное представление модели как во временной (в пространстве состояний), так и в частотной (в виде передаточных функций) областях с анализом соотношения параметров в виде неравенств. Для выбора регулятора процесса удобно применять матрицу экспертных оценок.
Результаты исследования послужат материалом для разработки реальной модели процесса автоклавирования с учетом статических и динамических характеристик измерительных, преобразовательных и исполнительных элементов, исследования влияния и компенсации инерционностей и нелинейностей реальных элементов с последующей разработкой автоматизированной системы управления процессом автоклавирования. Результаты работы могут быть использованы для исследования общих и прикладных проблем оптимального управления19 как в пищевой, так и в других отраслях промышленности, например, в производстве стройматериалов [13] и резинотехнических изделий [4; 9].
Поступила 06.02.2018; принята к публикации 02.04.2018; опубликована онлайн 20.09.2018
Об авторах:
Все авторы прочитали и одобрили окончательный вариант рукописи.
cyberleninka.ru/article/n/algoritmy-upravleniya-tehnologicheskim-protsessom-vulkanizatsii-ustanovki- avtoklav (In Russ.)
Список литературы Анализ управляемости и устойчивости приближенной модели теплопереноса в автоклаве
- Структурно-параметрическая идентификация модели процесса стерилизации консервов в автоклавах периодического действия / Е. В. Выскубов [и др.] // Известия вузов. Пищевая технология. 1996. № 1-2. С. 48-50. URL: https://cyberleninka.ru/article/v/strukturno-parametricheskaya-identifikatsiya-modeli-protsessa-sterilizatsii-konservov-v-avtoklavah-periodicheskogo-deystviya
- Филимонов А. Б., Филимонов Н. Б. О проблематике синтеза координирующих систем автоматического управления // Известия ЮФУ Технические науки. 2012. Т. 128, № 3. С. 172-180. URL: https:// cyberleninka.ru/article/n/o-problematike-sinteza-koordiniruyuschih-sistem-avtomaticheskogo-upravleniya
- Мокрушин С. А. Стерилизация консервной продукции // Автоматизация и производство. 2010. № 1'10. С. 30-31. URL: http://www.owen.ru/37588154
- Киргин Д. С. Алгоритмы управления технологическим процессом вулканизации установки автоклав // Вестник ИрГТУ. 2011. Т. 55, № 8. С. 195-199. URL: https://cyberleninka.ru/article/n/ algoritmy-upravleniya-tehnologicheskim-protsessom-vulkanizatsii-ustanovki-avtoklav
- Управление процессами тепловой обработки пищевых продуктов / С. А. Мокрушин [и др.] // Современные проблемы науки и образования. 2012. № 6. URL: http://www.science-education.ru/106-7935
- Сопоставление модернизированного и традиционного способов стерилизации консервов / А. В. Кайченов [и др.] // Вестник МГТУ. 2013. Т. 16, №2 3. C. 560-565. URL: http://vestnik.mstu.edu.ru/ v16_3_n53/560_565_kayche.pdf
- Мокрушин С. А., Охапкин С. И., Хорошавин В. С. Исследование процесса стерилизации консервной продукции с целью дальнейшей автоматизации // Научный журнал НИУ ИТМО (Сер. «Процессы и аппараты пищевых производств»). 2015. № 4. С. 62-72. URL: http://processes. ihbt.ifmo.ru/ru/article/14223/issledovanie_processa_sterilizacii_konservnoy_produkcii_s_celyu_dal-neyshey_avtomatizacii.htm
- Клименко О. М., Трегуб В. Г. Математичне моделювання перюдичних процес1в в автоклавах з протитиском // Науков1 пращ НУХТ. 2014. Т. 20, № 6. С. 14-20. URL: http://library.nuft.edu.ua/ Naukovi praci/T 20 _ 6.pdf
- Taricco T. Autoclave cure systems // ASM International, Engineered Materials Handbook. 1987. Т. 1. С. 645-648. URL: https://scholar.google.ru/scholar?hl=ru&as_sdt=0%2C5&q=todd+taricco+autoclave&oq=
- Modeling sterilization process of canned foods using artificial neural networks / E. C. Goncalves // Chemical Engineering and Processing: Process Intensification. 2005. Т. 44, №. 12. С. 1269-1276. URL: https://www.sciencedirect.com/science/article/abs/pii/S0255270105000644
- Хорошавин В. С., Зотов А. В., Мокрушин С. А. Общий подход к представлению динамики процесса в пространстве состояний // Advance Science. 2017. № 2. URL: http://advanced-science.ru/ assets/mgr/docs/2(2017)/Технические/horoshavin-k-pechati-ispr.pdf
- Пикина Г. А., Бурцева Ю. С. Беспоисковая настройка линейных регуляторов на минимум квадратичного критерия // Теплоэнергетика. 2014. № 3. С. 23-27. URL: http://tepen.ru/uploads// archive/2014/03_14.pdf
- Alonso A. A., Banga J. R., Perez-Martin R. Modeling and adaptive control for batch sterilization // Computers & Chemical Engineering. 1998. Т. 22, №. 3. С. 445-458. 10.1016/ S0098-1354(97)00250-0
- DOI: 10.1016/S0098-1354
