Анализ видов, последствий и критичности отказов безопасности стыковки «толкач - скрепер»

Автор: Баранов Ю.Н., Загородних А.Н., Елисеев Д.В.
Журнал: Вестник аграрной науки @vestnikogau
Рубрика: Инженерно-техническое обеспечение развития в АПК
Статья в выпуске: 4 (31), 2011 года.
Бесплатный доступ
Идея анализа видов, последствий и критичности отказов состоит в учете следующих факторов: частоты дефекта, обусловленного потерей точности операции стыковки, вероятности выявления этого события и последствий отказа. Анализ критичности операции начинают с разделения технологического процесса на отдельные операции и проводят анализ возможных опасностей в результате потенциальных нарушений операций.
Скрепер, толкач, критичность операции, точность операции, точностью технологического процесса, индекс воспроизводимости, коэффициентом точности
Короткий адрес: https://sciup.org/147123733
IDR: 147123733 | УДК: 629.114
Текст научной статьи Анализ видов, последствий и критичности отказов безопасности стыковки «толкач - скрепер»
Цель АВПКО процесса стыковки «толкач – скрепер» заключается в анализе воздействия операции на безопасность операторов техники и технологического процесса.
Одна и та же операция в зависимости от ситуации может анализироваться с точки зрения оценки ее влияния на безопасность операторов используемой техники или процесса его осуществления [3]. Например, операция стыковки «толкач – скрепер», может быть оценена с точки зрения ее влияния на безопасность самих операторов или процесса стыковки.
Идея анализа критичности операции состоит в учете следующих факторов: частоты дефекта, обусловленного потерей точности операции стыковки, вероятности выявления этого события и последствий отказа.
Здесь под точностью технологического процесса (операции) понимается его свойство обеспечивать близость действительных и номинальных значений параметров производимой стыковки.
Нарушение точности операции как раз приводит к дефекту, т.е. не выполнением скрепером своих технологических функций (например, забор грунта). Для анализа точности операции сопоставляют поле рассеяния параметра производимой функции с полем допуска. Полем рассеяния будем называть область значений параметра производимой технологической функции, соответствующую близкой к единице вероятности их появления. При нормальном распределении параметра производимой технологической функции поле рассеяния ω принимается равным 6σ, где σ — среднеквадратичное отклонение параметра технологической функции. В этом случае поле рассеяния определится как область значений параметра, соответствующая вероятности их появления 0,9973.
Для анализа точности процесса стыковки толкача и скрепера может использоваться следующий основной показатель - индекс воспроизводимости Ср, под которым понимают отношение между допуском Т на анализируемый параметр и полем рассеяния значений параметра:
С р =Т /ω = Т / 6σ (1)
Чем выше величина С р , тем меньше уровень дефектности δ, обеспечиваемой данным технологическим процессом. Существует однозначная зависимость между величиной Ср и уровнем дефектности δ (в случае нормального распределения параметра продукции).
Для параметра, распределение которого отлично от нормального, точность операции характеризуют коэффициентом точности К Т , который определяется по формуле (предполагается, что распределение близко к распределению Релея) [2]:
К Т = Т / 2,745µ (2)
где µ - среднее значение параметра .
Этим выражением следует пользоваться для параметров, характеризующих:
-
• несоосность двух номинально соосных цилиндрических поверхностей (эксцентриситет, биение);
-
• непараллельность двух плоскостей;
-
• неперпендикулярность двух плоскостей или оси к плоскости.
Следовательно, процесс стыковки скрепера с толкачем по своим технологическим параметрам может характеризоваться коэффициентом точности.
Выяснив эту связь, можно перейти к расчету критичности операции при АВПКО процесса, проводимого в целях анализа влияния технологической операции на безопасность процесса стыковки.
На рисунке 1 представлена схема учета факторов при расчете критичности операции.
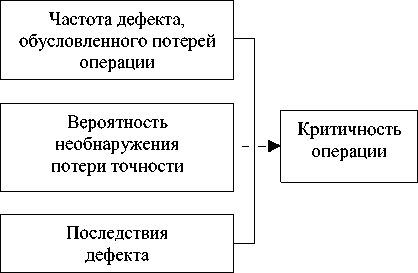
Рисунок 1 – Схема учета факторов при расчете критичности операции
Таким образом, критичность операции С рассчитывают по формуле:
С = В 1 ∙В 2 ∙В 3 , (3)
где В1 — оценка частоты (вероятности) наступления потенциального отказа;
-
В 2 — оценка вероятности выявления отказа (дефекта) до его проявления;
-
В 3 — оценка тяжести последствий отказа (дефекта).
При этом коэффициент В1 находят по таблице 1, учитывая возможное значение индекса воспроизводимости процесса С р (или коэффициента точности К Т ).
Следует отметить, что величина С р (или К Т ) может быть оценена экспертно специалистами рабочей группы или рассчитана путем отбора мгновенных выборок и последующего анализа точности процесса.
Таблица 1 – Значение коэффициента В1
|
Характеристика частоты дефекта |
Ассоциируемое значение Ср |
Значение В1, баллы |
|
Практически невозможен |
<1,67 |
1 |
|
Очень редкий |
1,33 |
2 |
|
Редкий |
1,00 |
3 |
|
Возможен |
0,83 |
4 |
|
Весьма возможен |
0,71 |
5 |
|
Частый |
0,63 |
7 - 8 |
|
Очень частый |
>0,56 |
9 - 10 |
Значение коэффициента B2, который характеризует вероятность выявления факта нарушения точности, определяют по таблице 2 в зависимости от принятой системы контроля технологического процесса.
Таблица 2 – Значения коэффициента В2
|
Характеристика вероятности выявления нарушения точности |
Значение В2, баллы |
|
Очень высокая, так как это событие легко идентифицируется |
1 – 2 |
|
Высокая |
3 – 4 |
|
Умеренная, так как это событие сложно идентифицировать |
5 - 6 |
|
Низкая |
7 – 8 |
|
Очень высокая. Это событие нельзя идентифицировать |
9 - 10 |
Значение коэффициента B3, характеризующего последствия нарушения операции, определяется по таблице 3.
|
Таблица 3 – Значения коэффициента В3 |
в том, что отказ в операции может вызвать |
|
|
Последствия нарушения операции |
Значение В3, баллы |
критические последствия для процесса. Анализ критичности операции начинают с |
|
Незначительные. Нарушение операции легко устраняется |
1 - 2 |
разделения технологического процесса на отдельные операции. Затем проводят анализ возможных опасностей в результате потенциальных нарушений операций. Выделение наиболее значимых операций |
|
Значительные. Нарушение операции приводит к простою оборудования и нарушает технологический процесс |
3 - 4 |
|
|
Очень значительные. Нарушение операции вызывает остановку производства |
5 - 6 |
осуществляется путем сравнения критичности i-й операции С i , с предельным значением C k = 125. Если |
|
Критические. Нарушение операции вызывает остановку производства и может вызвать некоторые разрушения. Угроза для безопасности людей и окружающей среды отсутствует |
7 - 8 |
С i > С к , то i-я операция признается критической, и поэтому необходима обязательная разработка корректирующих мер. Рассмотрим критичность стыковки толкача и скрепера до использования разработанного нами нового устройства (табл. 4). |
|
Критические. Нарушение операции связано с безопасностью для людей и окружающей среды |
9 - 10 |
|
АВПКО позволяет оценить влияние операции на безопасность самого процесса. Влияние сказывается
Таблица 4 – Критичность стыковки толкача и скрепера
|
Операция |
Нарушение операции |
Причина нарушения |
Средства обнаружения |
В 1 |
В 2 |
В 3 |
С |
|
Маневрирование и подъезд толкача к скреперу |
Потеря функции |
Отказ двигателя |
Есть |
3 |
2 |
2 |
12 |
|
Неупорядоченность движения |
Неисправность системы управления |
Нет |
2 |
4 |
9 |
72 |
|
|
Стыковка скрепера с толкачем |
Неравномерность стыковки |
Непараллельность двух плоскостей стыковочных узлов |
Нет |
7 |
6 |
6 |
252 |
|
Отсутствие стыковочного контакта |
Отказ двигателя |
Нет |
7 |
4 |
6 |
168 |
|
|
Повышенная сила удара при стыковке |
Высокая скорость подъезда толкача |
Нет |
5 |
5 |
9 |
225 |
|
|
Отсутствие системы амортизации при ударе |
Нет |
5 |
7 |
9 |
315 |
||
|
Совместное движение толкача и скрепера |
Потеря выполняемой функции |
Отсутствие контакта при стыковке |
Нет |
5 |
4 |
8 |
160 |
|
Излишние заглубление скрепера |
Есть |
4 |
6 |
8 |
192 |
||
|
Отъезд толкача от скрепера |
Потеря функции |
Отказ двигателя |
Есть |
3 |
2 |
2 |
12 |
Анализ последней колонки таблицы, содержащей значения критичности операции, показывает, что операция «Стыковка скрепера с толкачом» является наиболее критичной. Этот вывод демонстрирует диаграмма Парето на рисунке 2, где приведены значения критичности рассмотренных операций. Кроме того, сопоставляя рассчитанные значения критичности операций с величиной Ск= 125, можно прийти к этому же выводу.
Для снижения величины критичности операции «Стыковка скрепера с толкачом» целесообразно разработать корректирующие меры. Анализ таблицы 4 (колонки B 1 , В 2 и В 3 ) показывает, что наиболее перспективным направлением повышения безопасности является разработка противоударной защиты операторов в системе «скрепер – толкач» и разработка системы контроля стыковки комплекса «скрепер – толкач», что должно способствовать повышению надежной работы и вероятности обнаружения нарушения операции.
Используя уже описанный подход, можно оценить эффективность разработанных нами корректирующих мер.
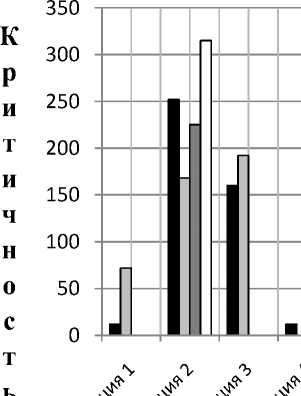
Рисунок 2 – Диаграмма Парето, иллюстрирующая наиболее значимую для безопасности операцию
В результате расчета ожидаемая критичность операции «Стыковка скрепера с толкачом» после корректирующих воздействий, связанных с внедрением, разработанного нами толкача будет равна (при отказе) С=4•4•5=80. Следовательно, корректирующие меры эффективны.
Литература. 1. Национальная программа совершенствования и развития сети автомобильных дорог России на период до 2010 г. «Дороги России XXI века» Москва, 2001.
-
2. Аронов, И.З. Статистические методы анализа безопасности сложных технических систем /
-
3. Баранов, Ю. Н. Методический подход по прогнозированию опасности и риска травмирования работников АПК / Ю.Н. Баранов, А.И. Пантюхин, О.В. Тимохин // Вестник КрасГАУ, 2009. – №8. – С. 145-149.
УДК 621.855
И.З. Аронов, Л.Н. Александровская, А.И. Елизаров / М.: Логос, 2001. – С. 232.
В.А. Ламин, аспирант
ФГОУ ВПО «Азово-Черноморская государственная академия»
ПРИВОДНАЯ РОЛИКОВАЯ ЦЕПЬ СЕЛЬСКОХОЗЯЙСТВЕННОГО НАЗНАЧЕНИЯ
Предложена новая конструкция шарнира приводной роликовой цепи. Приведены результаты наиболее характерных отказов зерноуборочных комбайнов Дон-1500Б, проведенные в условиях рядовой эксплуатации комбайнов, а также результаты сравнительного анализа температурного режима шарниров серийной и предлагаемой приводной роликовой цепи.
Цепные передачи с приводными роликовыми цепями занимают одно из ведущих мест среди других видов механических передач большинства современных сельскохозяйственных машин.
Недостатком серийной приводной роликовой цепи [1] является то, что в процессе изнашивания шаги ее звеньев непрерывно увеличиваются. При этом увеличиваются главным образом шаги наружных звеньев, а шаги внутренних звеньев почти не изменяются по величине. Такое различие в неравномерном износе звеньев цепи приводит к увеличению неравномерности вращения приводимых ее рабочих органов, а также способствует созданию дополнительных усилий в ведущей ветви и как в следствии приводит к уменьшению долговечности цепной передачи в целом [2].
Кроме того, детали серийной приводной роликовой цепи лишены полостей для размещения и удержания смазочного материала. Так, в процессе взаимодействия цепи со звездочкой происходит соударение шарнира цепи о зуб звездочки, в результате чего смазочный материал частично вытесняется из зон контакта наружной поверхности валика – внутренней поверхности втулки и наружной поверхности втулки – внутренней поверхности ролика в торцевой зазор и безвозвратно теряется, что обусловливает в шарнире цепи граничную смазку. По истечению определенного периода времени в результате испарения летучих компонентов и образования окислов масляная пленка теряет свои смазочные свойства. При этом граничное трение скольжения переходит в трение скольжения без смазочного материала, в результате чего происходит повышение коэффициента трения и увеличение потерь энергии.
A new hinge design roller chain drive. The results of the most characteristic failures harvesters Don-1500B conducted in an ordinary operation combines, as well as the results of a comparative analysis of temperature series of hinges and the proposed drive roller chain.
Потеря энергии предопределяет повышение температуры шарниров цепи, что ведет к накоплению усталостных повреждений и, в конечном итоге, к разрушению деталей и их соединений до того, как приводная роликовая цепь полностью исчерпает свой ресурс износостойкости [3].
Для выявления наиболее характерных отказов зерноуборочных комбайнов Дон-1500Б в условиях рядовой эксплуатации нами проведены наблюдения [4].
Наблюдения за зерновыми комбайнами Дон-1500Б проводились в хозяйствах Южной зоны в летний период при средней наработке комбайна за сезон около 300 мото-часов. Для получения сравнительных данных наблюдения проводились за 10 комбайнами Дон-1500Б первого года эксплуатации. При этом регистрировался процент отказов на один комбайн по укрупненным узлам: двигателю, молотилке, наклонной камере, жатке, механизмам управления, гидросистеме, а также цепными передачам с приводными роликовыми цепями. На рисунке 1 представлена зависимость процента отказов на один комбайн по укрупненным узлам.
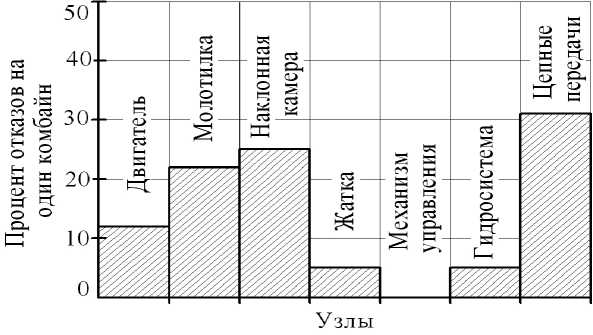
Рисунок 1 – Зависимость процента отказов на один комбайн по укрупненным узлам
Список литературы Анализ видов, последствий и критичности отказов безопасности стыковки «толкач - скрепер»
- Национальная программа совершенствования и развития сети автомобильных дорог России на период до 2010 г. «Дороги России XXI века» Москва, 2001
- Аронов, И.З. Статистические методы анализа безопасности сложных технических систем/И.З. Аронов, Л.Н. Александровская, А.И. Елизаров/М.: Логос, 2001. -С. 232
- Баранов, Ю. Н. Методический подход по прогнозированию опасности и риска травмирования работников АПК/Ю.Н. Баранов, А.И. Пантюхин, О.В. Тимохин//Вестник КрасГАУ, 2009. -№8. -С. 145-149
