Анализ влияния скручивания заготовки на образование дефектов поверхности и неоднородность деформации при прошивке труб

Автор: Перевозчиков Данил Викторович, Еремин Виктор Николаевич, Крутов Николай Константинович
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Обработка металлов давлением. Технологии и машины обработки давлением
Статья в выпуске: 2 т.17, 2017 года.
Бесплатный доступ
Рассматривается влияние скручивания заготовки на образование дефектов поверхности (плен и рванин) на гильзах и трубах, а также на получение неоднородно-деформированной структуры. Для проведения анализа проводится расчет максимально возможных углов скручивания заготовки из условия отсутствия проскальзывания между валком и заготовкой. Кратко описана методика расчета. Приведены данные расчета скручивания заготовок при прошивке заготовок диаметрами 460 и 600 мм в гильзу с наружным диаметром меньшим, равным и большим диаметра заготовки. Из результатов видно, что рассчитанные углы скручивания малы, а также расположены совершенно под другими углами к поверхности, нежели плены и другие дефекты поверхности, в силу этого скручивание не может вызвать образование дефектов поверхности и неоднородности зерна, однако другая причина образования плен не предложена.
Прошивка труб, поперечно-винтовая прокатка, скручивание заготовки, угол скручивания, дефекты поверхности, плены, неоднородность зерна
Короткий адрес: https://sciup.org/147157153
IDR: 147157153 | УДК: 621.774.38 | DOI: 10.14529/met170211
Analysis of influence of billet torsion on formation of surface defects
The paper describes the effect of billet torsion on the formation of surface defects (such us captivity and chink) on sleeves and pipes, as well as the formation of inhomogeneously deformed structure. To produce such analysis, maximum possible angles of billet torsion are calculated assuming of absence of slippage on the boundary between the billet and the work roll. Calculation method is briefly described in the article. Results of calculation of billet torsion are provided for 460 and 600 mm diameter billets when decreasing, not changing and increasing diameter. It follows from these results that calculated torsion angles are small and located at different angles to the surface than captivities and other surface defects, which means that torsion cannot cause the formation of surface defects and grain inhomogeneity.
Текст научной статьи Анализ влияния скручивания заготовки на образование дефектов поверхности и неоднородность деформации при прошивке труб
Для решения технологических задач процессов обработки металлов давлением очень важно понимание механизма течения металла его траекторий и скоростей. При прошивке труб наблюдается явление скручивания трубной заготовки [1–6], изучение характера этого явления на каждом отдельном типе прошивного стана и понимание его природы важно для объяснения многих явлений, в частности, для изучения неоднородности распределения деформаций и образования дефектов.
На ПАО «ЧТПЗ» прошивка труб периодически сопровождается образованием плен (рис. 1), которые расположены по винтовой линии. Соответственно образование плен часто связывают со скручиванием заготовки, предполагается, что на заготовке имеются про- дольные дефекты, которые в процессе прошивки раскрываются и закручиваются [6]. Похожее суждение отмечено в [4], где говорится, что если на заготовке проточить продольный паз, после прошивки на гильзе этот паз будет винтовым.
При наблюдении за процессом прошивки отмечаются следы окалины (рис. 2) и температурные пятна на IR фото (рис. 3), расположенные под схожим углом, что и плена (рис. 2).
Спиралеобразное расположение окалины тоже связывают со скручиванием заготовки. Направление закручивания окалины и направление вращения противоположны, поэтому образование винтовых следов не связано с вращением заготовки.

Рис. 1. Гильза с дефектом плена, расположенным по винтовой линии

Рис. 2. Гильза на выходе из прошивного стана
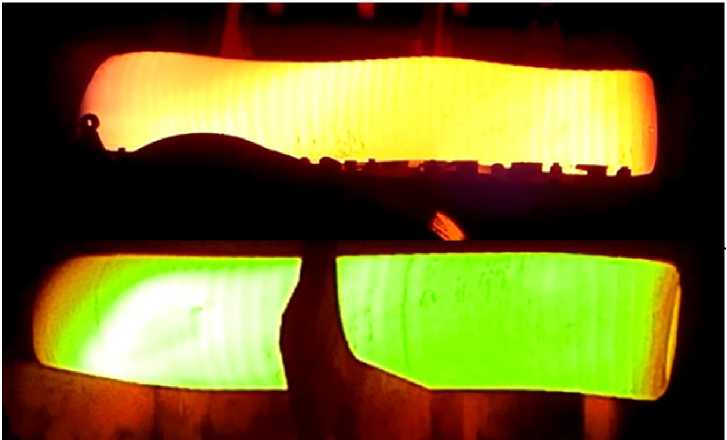
Рис. 3. Температурные пятна на гильзах, расположенные по винтовой линии
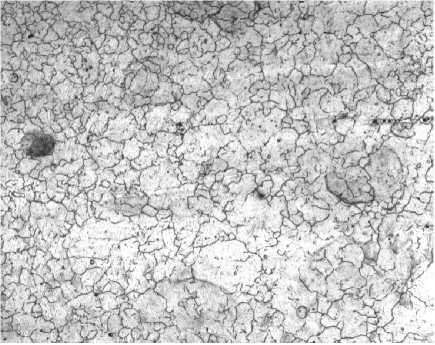
При производстве толстостенных труб из аустенитной нержавеющей марки стали 08Х18Н10Т на ПАО «ЧТПЗ» применяется технология производства, при которой заготовка прошивается в гильзу, после чего не попадает на раскатной стан, а отправляется на механическую обработку, для получения готового размера труб. Скручивание заготовки должно вызывать большую деформацию заготовки в поверхностном слое, чем в срединном, что согласуется с данными металлографических исследований прошитых гильз до механической обработки, согласно которым у наружной поверхности гильз металл деформируется сильнее. Микроструктура прошитых гильз представлена на рис. 4.
Если описанные выше явления связаны со скручиванием, то можно оценить угол скру- чивания по температурному следу или плене. Оценим угол подъема винтовой линии темпе- ратурного следа:
п d
tg a =—
s
где a - угол подъема винтовой линии; d - диаметр гильзы; s – шаг витка. Диаметр гильз примем равным 500 мм, полшага следа составляет примерно 1500 мм, шаг 3000 мм. Вычислим угол подъема винтовой линии:
(п d ) ( 3,14 • 500
a = arctg = arctg
I s J ( 3000
= arctg(0,52) = 27,5 ° .
Для подтверждения причин расположения окалины, температурного следа и образования плен по спирали произведен расчет фактических величин скручивания заготовки.
а)
Рис. 4. Микроструктура по толщине стенки трубы, х 100: а - у наружной поверхности гильзы; б – в середине стенки

б)
Значения некоторых используемых параметров
|
Величина |
Значение |
|
|
Диаметр заготовки, мм |
460 |
610 |
|
Диаметр гильзы, мм |
480 |
580 |
|
460 |
610 |
|
|
440 |
640 |
|
|
Диаметр оправки, мм |
325 |
350 |
|
Диаметр сверления, мм |
Без сверления |
100 |
|
Диаметр валка в пережиме, мм |
750 |
750 |
|
Угол подачи, град. |
4 |
4 |
|
Смещение оправки за пережим, мм |
10 |
10 |
|
Коэффициент скольжения в точке контакта* |
0,25 |
0,25 |
|
Скорость вращения валка, об/мин |
0,25 |
0,25 |
*Определялось экспериментально из анализа диаграмм «нагрузка – время».
Для оценки величины скручивания заготовки было рассмотрено несколько схем прошивки заготовок диаметром 460 и 600 мм в гильзу с наружным диаметром меньшим, равным и большим диаметра заготовки . Значения некоторых параметров процесса прошивки использованных в расчете приведены в таблице.
Выбрали ось z , совпадающую с осью прошивки. Разбили ось z на n участков, таким образом, получили вектор значений z .
Рассчитали радиус оправки r O i , расстояние от оси прошивки до поверхности валка r В i , расстояние от оси прошивки до внешней r П i и внутренней r ВН i поверхности заготовки, а также диаметр валка di , при каждом zi . Значения этих величин вычисляются по несложным геометрическим формулам, схематически эти величины показаны на рис. 5.
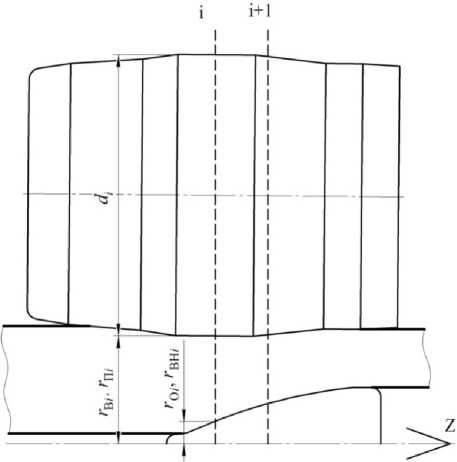
Рис. 5. Схема процесса прошивки
Вычислили степень вытяжки в каждом сечении по формуле
X i =
r n i r BH i
2 r П0
—
ВН0
Рассчитали проекцию скорости валка на ось z в каждой точке по формуле
и
z i
п • d i • n об • sin ф
–1
где nоб - скорость вращения валка, мин ; ф - угол подачи, и окружную скорость в каждой точке по формуле
U Ri =
п • d i • п об • cos ф 60
Исходя из предполагаемого значения проскальзывания nO (определенного по диаграммам нагрузок) во входном сечении и используя закон постоянства секундных объемов, вычислили скорости течения металла по формуле иМетi = Xi 'иzi •По. (5)
В точках, лежащих до точки начального контакта, и Мет i присвоили значение продольной проекции скорости течения металла в точке начального контакта и z Кон (по формуле (4), вместо d ВК – диаметр в точке контакта, который легко определить по формулам геометрии).
После приняв, что тангенциальное проскальзывание заготовки относительно валков отсутствует (такой подход применен в работе [5]), посчитали угловую скорость вращения заготовки в каждом сечении, исходя из соотношения локальных радиусов заготовки и валка, а также угловой скорости вращения валка:
«в • di «, = В—L, i 2 • r n ;
где « в - угловая скорость вращения валка, вычисляется по формуле
« в =
п n об
В точках, лежащих до точки начального контакта, «i присвоили значение угловой скорости для точки начального контакта
«Кон, которую в свою очередь вычислили по формуле
« Кон =
« В • d ВК d Заг
Далее посчитали время течения металла от сечения до сечения (согласно шагу разбиения пространства):
t i = 2 — z i + 1 z i—
U Мет i + 1 + U Мет i
.
Вычислили тангенс угла подъема винтовой линии на каждом шаге разбиения, как сумму тангенса угла поворота винтовой линии возникшем между двумя рассматриваемыми соседними сечениями и на предыдущих участках, помноженную на отношение характеризующее изменение длины окружности и вытяжки между двумя этими соседними сечениями:
« I = 0,
+ z \ (( « i " r ni -« i -1 • r ni -1 ) • t i -1 , + / ?
tg(a i) = ------------------------+ tg(a i) x
< z i + 1 - z i J
X r n i - 1
r n i • X M i- 1
,
где λ М – локальная степень вытяжки между двумя сечениями, вычислили по формуле 22
x _ r n i + 1 r BH i + 1
X M i = 2 2 . (11)
r n i - r BH i
Построили графики зависимости угла скручивания от координаты (рис. 6 и 7). Из графиков видно, что расчетный угол скручивания не превышает одного градуса. При этом надо понимать, что мы получили завышенное значение углов скручивания, так как пренебрегали тангенциальным проскальзыванием.
Образование плен, температурного следа нужно связывать не со скручиванием заготовки, а с каким-то другим явлением, при этом скручивание заготовки фактически отсутствует.
Нами была сделана попытка экспериментальной фиксации скручивания. Для чего мы произвели одновременную видеосъемку торцов заготовки при прошивке в стане. После, ориентируясь на следы окалины и температурные пятна, мы посчитали количество оборотов совершенных разными торцами гильзы за один промежуток времени. Количество оборотов во всей серии эксперимента совпадало. Примененный способ мог позволить установить существование скручивания лишь при большой величине угла скручивания, но из опыта мы можем утверждать, что угол скручивания однозначно меньше, чем п/12, при ус- ловии, что отсутствует скручивание в противоположные стороны с входной и выходной стороны, то есть по результатам данного эксперимента мы не можем делать никаких выводов.
Также, на гильзах часто встречаются продольные трещины (рис. 8), что говорит об от- сутствии скручивания. Помимо вышесказанного для того, чтобы происходило скручивание заготовки или гильзы, необходимо приложить крутящий момент. Винтовой температурный след идет до самого торца. Плены
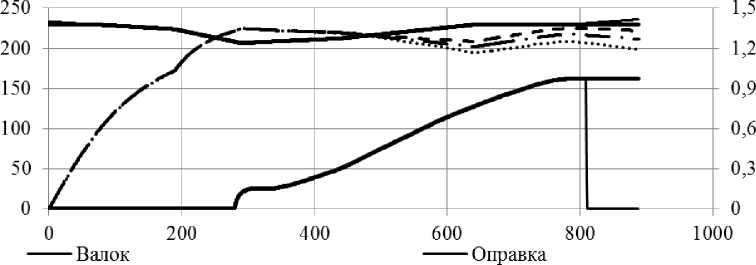
Внешняя поверхность гильзы — • Угол скручивания в размер .......Угол скручивания на подъем
Внутренняя поверхность гильзы --Угол скручивания на посад
Рис. 6. Схема очага деформации и расчетные значения углов скручивания при прошивке заготовки диаметром 460 мм (положения валков, оправки и гильз построены для прошивки размер в размер)
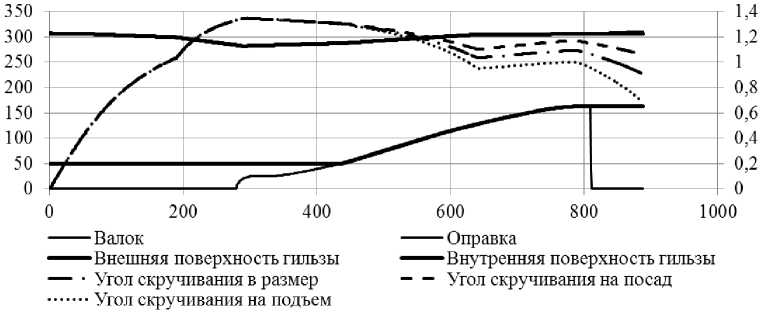
Рис. 7. Схема очага деформации и расчетные значения углов скручивания при прошивке заготовки диаметром 610 мм (положения валков, оправки и гильз построены для прошивки размер в размер)

Рис. 8. Гильза с продольными трещинами
также встречаются близко к торцу, а в зоне рядом с торцом отсутствуют силы, которые могли бы создать при этом крутящий момент. Данное суждение склоняет нас придерживаться мнение об отсутствии скручивания. Наш вывод может вызвать большее количество вопросов, прежде всего, непонятно какая причина образования плен, этого мы объяснить не можем. Причина неоднородности деформации, по всей видимости, кроется в диссипации напряжений по мере удаления от поверхности заготовки.
Список литературы Анализ влияния скручивания заготовки на образование дефектов поверхности и неоднородность деформации при прошивке труб
- Осадчий, В.Я. Производство и качество стальных труб/В.Я. Осадчий, А.П. Коликов. -М.: МГУПИ, 2012. -370 с.
- Романцев, Б.А. Трубное производство/Б.А. Романцев. -М. Издат. дом МИСиС, 2011. -970 с.
- Восканьянц, А.А. Моделирование процесса поперечно-винтовой прокатка на основе Эйлерова описания движения сплошной среды/А.А. Восканьянц, А.В. Иванов//Наука и образование. -2009. -Вып. 1. -С. 25-30.
- Тетерин, П.К. Теория поперечно-винтовой прокатки/П.К. Тетерин. -М. Металлургия, 1971. -368 с.
- Фомичев, И.А. Косая прокатка/И.А. Фомичев. -М.: Металлургиздат, 1963. -262 с.
- Прошивка в косовалковых станах/А.П. Чекмарев, Я.Л. Ваткин, М.И. Ханин и др. -М.: Металлургия, 1967. -240 с.
