Анализ зависимости рентгеновского излучения от положения канала проплавления относительно стыка при электронно-лучевой сварке

Автор: Браверман Владимир Яковлевич, Белозерцев Владимир Семенович
Журнал: Сибирский аэрокосмический журнал @vestnik-sibsau
Рубрика: Технологические процессы и материалы
Статья в выпуске: 1 (27), 2010 года.
Бесплатный доступ
Рассматривается аналитическое описание процессов изменения тормозного рентгеновского излучения от положения канала проплавления относительно стыка свариваемых деталей при электронно-лучевой сварке. Математические модели используются для синтеза систем автоматического направления луча.
Электронно-лучевая сварка, рентгеновское излучение, математическое ожидание положения луча, плотность распределения электронов
Короткий адрес: https://sciup.org/148176120
IDR: 148176120 | УДК: 621.791.72
Analysis of X-ray radiation dependence on melting channel position relatively to joint under the electron beam welding process
We are providing an analytical description of processes of changing the braking X-ray radiation according to position of fusion penetration channel against the seam of the welded parts during the Electron Beam Welding. The mathematical models are used for the synthesis of the automatic beam positioning systems
Текст обзорной статьи Анализ зависимости рентгеновского излучения от положения канала проплавления относительно стыка при электронно-лучевой сварке
Точное позиционирование луча по стыку свариваемых деталей при электронно-лучевой сварке (ЭЛС) является актуальным, особенно при сварке протяженных стыков.
В работе [1] рассмотрены математические модели процессов изменения интенсивности рентгеновского излучения (РИ) от положения луча относительно стыка при отсутствии оплавления (рис. 1). Показано, что информацию о положении электронного луча относительно стыка свариваемых соединений можно получить в непосредственной близости от канала проплавления путем кратковременного вывода луча из канала, осуществлением измерительных операций и возвращением луча в зону сварки. Очевидно, что время вывода должно быть таким, чтобы не произошло заметных изменений в сварочной ванне. При таком способе присутствует методическая погрешность определения положения луча относительно стыка, связанная с опережающим положением измерительного луча. Кроме того необходимы дополнительные коммутационные операции, обеспечивающие достаточные скорости перемещения луча, а это, в свою очередь, требует дополнительных аппаратных средств, что снижает надежность. В связи с этим рассматривается возможность получения требуемой информации непосредственно из канала проплавления.
Рис. 1. Определение интенсивности регистрируемого РИ
В этом случае РИ исходит из канала проплавления и на пути к датчику претерпевает ослабление в слое 1 каждого из свариваемых материалов, определяемого глубиной проплавления h и положением датчика относитель но свариваемых деталей (ц, H) (рис. 1). В пределах зазора излучение не ослабляется. Зависимость интенсивности РИ в относительных единицах от положения е луча относительно стыка в данном случае может быть представлена следующим образом [1]:
J отн ( е )
А А
-
-2 ( x -е )2 z , z 7 ( x -е )2
e "''17, | у (x)e 2°2 dx + —1----2 j e 2°2 dx + i 2 A
—
” ( x -е) 2
+ e11'1 2 Z 2 j y2( x ) e 2°2 dx
А
"2" .
где P j , р2 - коэффициенты ослабления РИ свариваемых материалов; у 1 ( x ) и у2( x ) - коэффициенты, учитывающие конструкционные особенности свариваемого соединения; 1 1 , 1 2 - средние пути, проходимые рентгеновскими лучами в свариваемых материалах; с - среднеквадратическое отклонение электронов от оси пучка; Z 1 и Z 2 -атомные номера свариваемых материалов; А - зазор в стыке; K - коэффициент, учитывающий долю РИ, регистрируемую датчиком; С - коэффициент пропорциональности.
Если d 1 > d 2, то 1 1 = h 1 / 5Шф, 1 2 = ( h 1 - А d ) / 51иф, где А d = d 1 - d 2; h 1 - глубина проплавления детали с толщиной d 1 ; d 2 - толщина второй детали.
Графики зависимости интенсивности РИ от положения луча е относительно стыка деталей из сплава АМг-6, рассчитанные в соответствии с (1) при d 1 = d 2, представлены на рис. 2. В этом случае, 1 1 = 1 2, у 1 ( x ) = у2( x ) = 1. Зависимости экстремальные, но характер экстремума, в отличие от рассмотренных в работе [1], - это максимум. Положение экстремума соответствует положению не смещенного со стыка луча. При постоянном у и увеличении зазора увеличивается относительное изменение интенсивности РИ при перемещении луча относительно стыка, т. е. характер изменения интенсивности излучения такой же, как в случае отсутствия оплавления кромок.
При ЭЛС алюминиевых сплавов превышение кромок заметно влияет на интенсивность рентгеновского излучения при глубинах проплавления, меньших 15 мм. Это связано с незначительной разницей ослабления излучения в материалах с разной глубиной проплавления, обус- ловленной превышением z. Действительно, интенсивность РИ проникающего через слой х материала в относительных единицах определяется выражением [2]
J отн
= e
-ц х
Отсюда видно, что для сплава АМГ-6 (ц = 147 м-1) при толщине х = 15 мм примерно 90 % излучения поглощается в материале. Поэтому при бульших глубинах проплавления изменение ее в широких пределах слабо влияет на интенсивность РИ, а, следовательно, и на характеристики, определяющие зависимость излучения от положения луча относительно стыка при наличии превышения кромок.
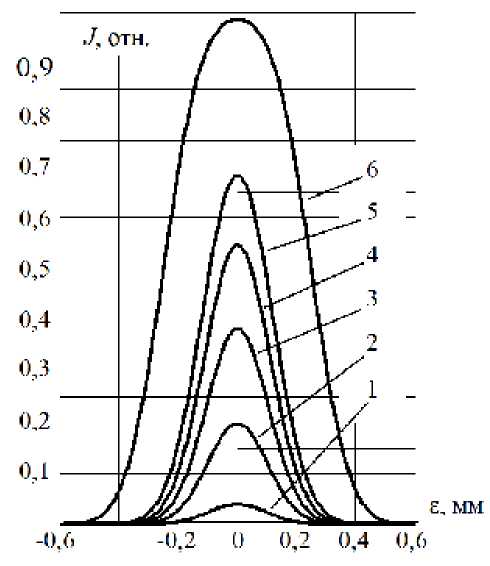
Рис. 2. Зависимость интенсивности РИ от положения канала относительно стыка: а = 0,1 мм; h = 25 мм; 1 - А = 0,01;
2 - А = 0,05; 3 - А = 0,1; 4 - А = 0,15; 5 - А = 0,2; 6 - А = 0,5
Произведя в (1) следующие подстановки: h _ h 2 _h - z ' 1 ; l 2 = = ,
Sin ф Sin ф Sin ф где h 1, h2 - глубины проплавления, h 1 > h2; z - превышение кромок (рис. 3), получим выражение для расчета зависимостей интенсивности РИ от положения канала относительно стыка при ЭЛС однородных металлов и нали- сту 2п
J отн
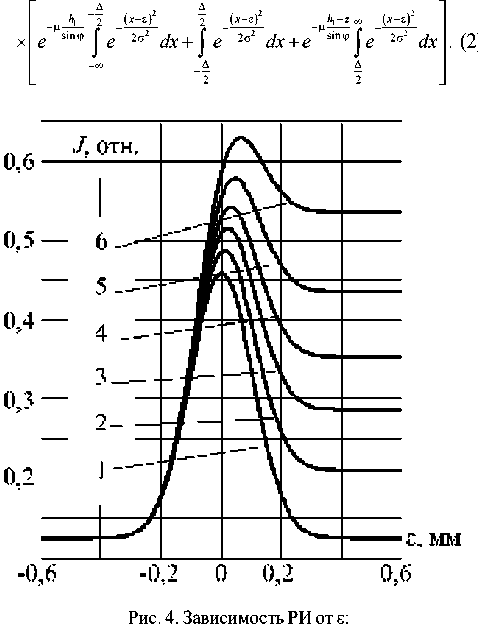
1 - z = 0; 2 - z = 2,5; 3 - z = 4; 4 - z = 5; 5 - z = 6; 6 - z = 7 мм
Графики зависимостей, рассчитанные в соответствии с соотношением (2) при h 1 = 10 мм, А = 0,1 мм и U уск = 30 кВ для сплава АМг-6, приведены на рис. 4. При увеличении превышения z (уменьшении глубины проплавления h 2) уровень излучения повышается при смещении луча в сторону детали с меньшей глубиной проплавления. Одновременно происходит смещение (пропорциональное превышению кромок z ) экстремума характеристик в ту же сторону а правые ветви характеристик становятся более пологими, т. е. коэффициент преобразования датчика уменьшается. Однако по сравнению со случаем неоплавления кромок [1], названные изменения оказываются значительно меньше и проявляются при бульших превышениях. Это наглядно видно из графиков (рис. 5), рассчитанных в соответствии с соотношением (2) при различных глубинах проплавления и одинаковых для всех случаях превышения кромок.
Видно, что разный наклон ветвей характеристик и смещение экстремума отчетливо наблюдаются при глу- чии превышения кромок:
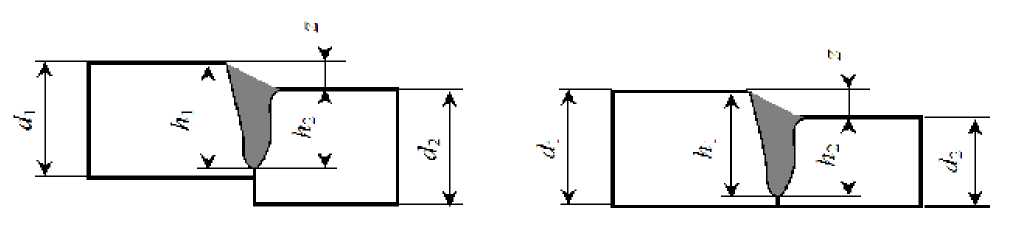
а
б
Рис. 3. Виды превышения кромок: а - неточность сборки ( d 1 = d 2); б - сварка деталей разной толщины ( d 1 * d 2)
бинах проплавления до 15 мм. При больших глубинах проплавления превышения в указанных пределах практически не влияют на интенсивность РИ. Последнее указывает на тот факт, что при ЭЛС с превышением кромок предпочтительнее применять рассматриваемый способ регистрации РИ для получения требуемой информации.
Аналогичная ситуация имеет место при ЭЛС разнородных металлов. Так при ЭЛС меди и стали с ускоряющим напряжением 60 кВ коэффициенты линейного ослабления составляют 4,005 мм–1 и 2,574 мм–1, соответственно. Поэтому уже при глубинах проплавления 5 мм и более ослабление РИ (приблизительно в е 20 и е 13 раз) можно считать одинаковым. В связи с этим разница наклона ветвей зависимостей интенсивности РИ от положения луча относительно стыка и смещение экстремума от оси стыка заметно проявляются при глубинах проплавления менее 1 мм. Зависимости, рассчитанные в соответствии с соотношением (2) при ускоряющем напряжении 60 кВ, зазоре в стыке 0,1 мм и σ = 0,1 мм, представлены на рис. 6.
Результаты расчета подтверждают целесообразность использования рассматриваемого способа измерения интенсивности РИ для контроля положения канала проплавления относительно стыка свариваемых деталей, особенно при ЭЛС разнородных металлов и возможном превышении кромок.
Экстремальный характер рассмотренных зависимостей предполагает возможную реализацию устройств управления положением электронного луча при ЭЛС известными способами поиска экстремума.
Экстремальный характер зависимости рентгеновского излучения от положения канала проплавления относительно стыка свидетельствует об очевидной возможности технической реализации поиска экстремума известными методами и осуществления, тем самым, управления положением электронного луча с требуемой точностью.
Определение положения стыка при ЭЛС разнородных металлов, а также стыков с превышением кромок в широком диапазоне глубин проплавления не требуют учета смещения экстремума характеристик относительно стыка, особенно при ЭЛС разнородных металлов с малыми зазорами (часто встречается на практике).
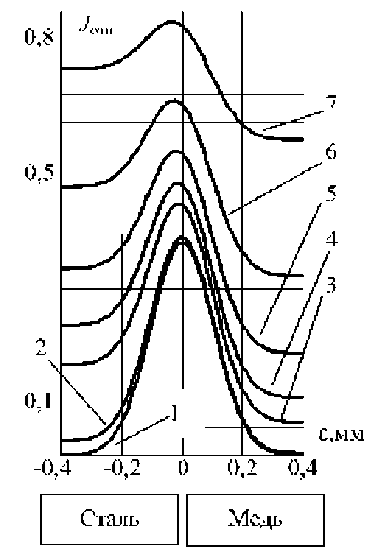
Рис. 6. Зависимость РИ от ε при ЭЛМ стали и меди:
1 – h = 5; 2 – h = 1,5; 3 – h = 0,5; 4 – h = 0,4; 5 – h = 0,3;
6 – h = 0,2; 7 – h = 0,1 мм
Относительное изменение интенсивности рентгеновского излучения при перемещении луча относительно стыка может служить критерием чувствительности датчика к смещению луча относительно стыка.
