Азотирование в электростатическом поле при восстановлении изношенных деталей сельскохозяйственной техники (на примере распределителей аксиально-поршневых насосов, гидромоторов)
")
Автор: Агафонов С.В.
Журнал: Вестник Красноярского государственного аграрного университета @vestnik-kgau
Рубрика: Техника
Статья в выпуске: 9, 2012 года.
Бесплатный доступ
На основании проведенного математического моделирования и практических исследований определены оптимальные параметры процесса азотирования размерновосстановленных распределителей аксиально-поршневых насосов (гидромоторов), изготовленных из стали 38Х2МЮА.
Детали, химико-термическая обработка, азотирование, математическое моделирование, гибридный регрессионный комплекс
Короткий адрес: https://sciup.org/14082620
IDR: 14082620 | УДК: 621.785.532
Nitriding in the electrostatic field in restoration of worn-out details in agricultural machinery (on the example of distributors of axial and piston pumps, hydro motors)
On the basis of the conducted mathematical modeling and practical research, optimal parameters of nitriding process of differently renewed valves in axial piston pumps (hydro motors) made of steel 38Х2МЮА are determined.
Текст научной статьи Азотирование в электростатическом поле при восстановлении изношенных деталей сельскохозяйственной техники (на примере распределителей аксиально-поршневых насосов, гидромоторов)
В настоящее время имеются различные эффективные способы повышения долговечности деталей машин. Одним из наиболее эффективных и широко применяемых методов повышения долговечности многих ответственных деталей является их термическая и химико-термическая обработка (ХТО). ХТО воздействует на поверхностные слои металла, в которых концентрируются максимальные напряжения, возникают трещины, развиваются процессы износа и коррозии.
Химико-термическая обработка сочетает термическое и химико-термическое воздействия с целью изменения химического состава, структуры и свойств поверхностного слоя металла или сплава. Для повышения долговечности наиболее ответственных деталей машин широко используются процессы цементации, нитроцементации и азотирования. Примером могут служить детали автомобилей, тракторов, станков, сельскохозяйственных и других машин.
Азотирование относится к числу наиболее эффективных методов ХТО, повышающих поверхностную твердость, прочность, износостойкость и коррозионную стойкость стальных изделий. Основным недостатком процесса азотирования является большая длительность технологического цикла.
Цель исследований. Разработка эффективного ресурсосберегающего технологического процесса азотирования в электростатическом поле при восстановлении изношенных деталей сельскохозяйственной техники, позволяющего получать на поверхности заданные эксплуатационные свойства.
На основании рассмотренных работ, проведенного библиографического анализа по различным видам химико-термической обработки и в соответствии с поставленной целью определены задачи исследований :
-
1. Разработать программный комплекс для осуществления моделирования режимов азотирования в электростатическом поле.
-
2. Определить оптимальные по энергоматериальным затратам технологические, электрические и газодинамические параметры процесса азотирования в электростатическом поле.
Разработка линейной регрессионной математической модели оптимальных режимов азотирования в электростатическом поле проводилась на базе опытов с цилиндрическими образцами диаметром 12 мм, изготовленных из стали 38Х2МЮА. При решении данной задачи (первого этапа) в качестве переменных были выбраны пять основных факторов, наиболее полно характеризующих процесс формирования азотированного слоя:
-
• х 1 - степень диссоциации аммиака, %;
-
• х 2 - температура процесса, °С;
-
• х 3 - длительность процесса, ч;
-
• х 4 - напряжение на электродах, В;
-
• х 5 - знак потенциала на образце.
Параметрами оптимизации служили:
-
• у 1 - поверхностная твердость по Виккерсу, HV;
-
• у 2 - износостойкость, мг/см2;
-
• у 3 - глубина азотированного слоя, мм.
По результатам опытов были рассчитаны коэффициенты уравнений линейной регрессии отдельно для каждого параметра оптимизации и проведена их статистическая обработка, получена обобщенная линейная модель процесса азотирования в электростатическом поле [1]:
y = d = 0,517 - 0,012 x 1 + 0,147 x 2 + 0,075 x 3 + 0,025 x 4 - 0,005 x 5 . (1)
Для точного расчета оптимального режима азотирования был проведен второй этап апостериорного математического моделирования на базе нелинейных уравнений регрессии, при этом компьютерное моделирование данного этапа исследований и численные расчеты проводились в специальной программной среде «ГРЕК» - гибридный регрессионный комплекс, разработанной с участием автора [2].
Методологически второй этап состоял в следующем: проанализировав данные математического моделирования первого этапа, уравнение модели линейной регрессии, было расширено до векторноматричного линейно-квадратичного уравнения вида [3]:
y ( u )= c + Au +diag [ u T B 1 u ,…, u TB 3 u ]col(1,…,1)+ ε ( u ), (2)
или (после идентификации) в координатной форме:
y 1 ( u )=97,4-65,075 u 1 -3,706 u 2 +9,369 u 3 +5,991 u 4 --64,313 u 1 2+
+25,339 u 1 u 2 +11,2136 u 1 u 3 +7,159 u 1 u 4 +0,529 u 2 2-8,346 u 2 u 3 -
-
- 6,161 u 2 u 4 -8,607 u 3 2+6,29 u 3 u 4 +6,227 u 4 2;
y 2 ( u )=13,1-9,098 u 1 -2,232 u 2 +4,435 u 3 -2,235 u 4 -8,648 u 1 2+3,531 u 1 u 2 -
-
- 15,604 u 1 u 3 +5,491 u 1 u 4 +0,067 u 2 2+2,361 u 2 u 3 +
+0,502 u 2 u 4 -3,986 u 3 2--5,336 u 3 u 4 +0,5 u 4 2; (3)
y 3 ( u )=17+0,398 u 1 +0,964 u 2 +1,388 u 3 -0,437 u 4 +0,226 u 1 2-0,424 u 1 u 2 +
+5,264 u 1 u 3 -1,84 u 1 u 4 +0,507 u 2 2+0,091 u 2 u 3 -0,772 u 2 u 4 -
-
- 1,56 u 3 2-0,027 u 3 u 4 +0,702 u 4 2,
где u 1 - вариация (относительно х1 ) степени диссоциации аммиака 10-1 %;
u 2 - вариация (относительно х2 ) температуры процесса 10-1, оС;
u 3 - вариация (относительно х3 ) длительности процесса 10-1, час;
u 4 - вариация (относительно х4 ) напряжения на электродах 10-3, V.
Математическая модель (2) многофакторного процесса азотирования позволяет выявить наиболее критичные параметры и задать определяющие направления совершенствования используемых и разрабатываемых технологических установок получения азотированного слоя. Координаты оптимального режима, в котором показатель качества азотирования вида уi ( u ) ( i =1,2,3) может иметь внутренний максимум или минимум, дает следующая формула:
ui *=- Bi -1 A T ei /2, (4)
где Т – операция транспонирования (вектора, матрицы).
Комбинируя предыдущие результаты, аналитический расчет оптимального режима азотирования, обеспечивающий максимальную твердость, износостойкость и толщину азотированного слоя обрабатываемой поверхности, представляет следующий вид целевого функционала [4]:
F ( u )= r 1 у 1 ( u )+ r 2 у 3 ( u )+ r 3 у 3 ( u ), (5)
или при r 1 =0,5, r 2 =-0,3, r 3 =0,2 согласно модели (3):
F ( u )=48,17-29,729 u 1 -0,99 u 2 +3,632 u 3 +3,579 u 4 --29,517 u 1 2+11,526 u 1 u 2 +11,341 u 1 u 3 +1,564 u 1 u 4 +0,346 u 2 2- (6)
-
-4,863 u 2 u 3 -3,4 u 2 u 4 -3,42 u 3 2+4,74 u 3 u 4 +3,1 u 4 2.
Стационарная точка задачи оптимизации вида max F ( u ) для линейно-квадратичного функционала позволяет вычислять параметры оптимизации режима азотирования.
-
В векторно-матричном представлении данная точка (вектор-столбец) согласно модели (2) имеет координаты
u *=-( r 1 B 1 + r 2 B 2 + r 3 B 3 )-1(( e 1 + e 2 + e 3 )Tdiag[ r 1 , r 2 , r 3 ] A )T/2, (7)
или, то же самое, в физических размерностях с учетом «отсчета» от опорного режима х уравнение (7) определяет следующие эффективные технологические параметры режима азотирования:
u *T=[46,76 % 537,794 оС 19,378 час -21,3 V]. (8)
Полученный выше математический результат (в частности координаты стационарной точки режима азотирования) находится в хорошем соответствии с логикой физических рассуждений (рис. 1 - 6):
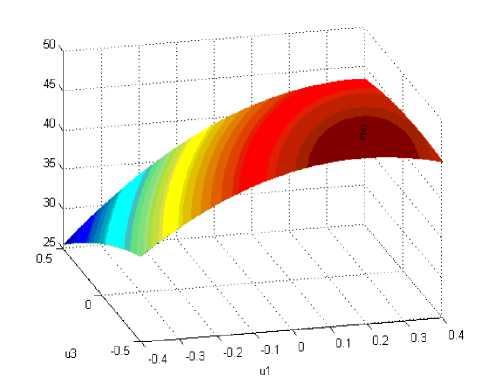
Рис. 1. Фрагмент целевого функционала F(u1, u3) в окрестности стационарной точки (4)
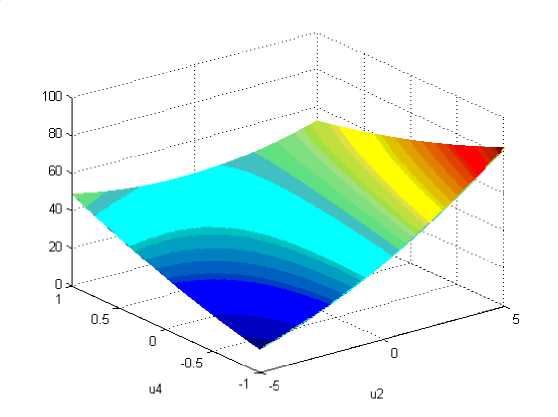
Рис. 2. Фрагмент целевого функционала F(u2, u4) в окрестности стационарной точки (4)
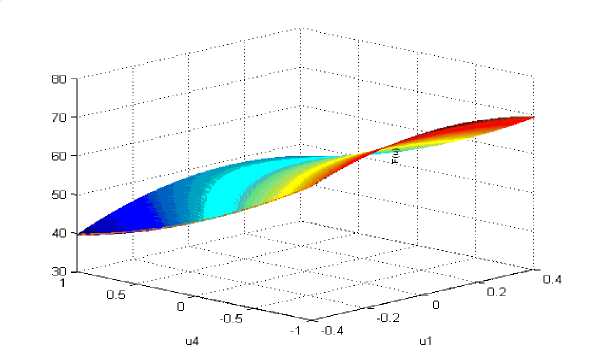
Рис. 3. Фрагмент целевого функционала F(u1, u4) в окрестности стационарной точки (4)
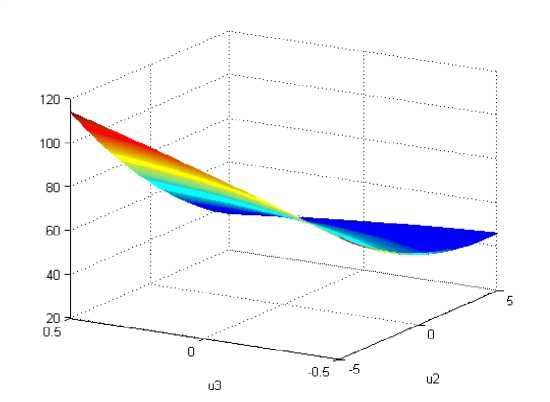
Рис. 4. Фрагмент целевого функционала F(u2, u3) в окрестности стационарной точки (4)
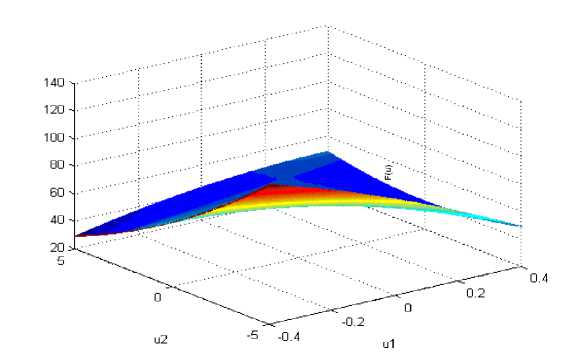
Рис. 5. Фрагмент целевого функционала F(u1,u2) в окрестности стационарной точки (4)
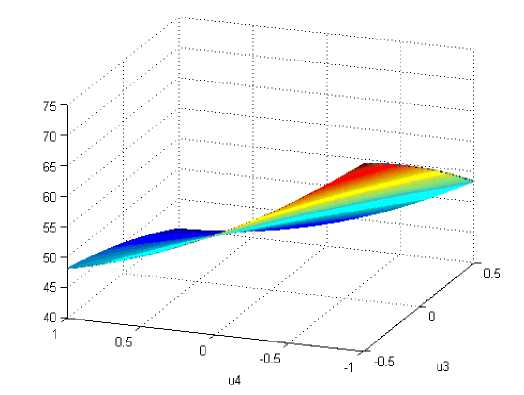
Рис. 6. Фрагмент целевого функционала F(u3,u4) в окрестности стационарной точки (4)
В стационарной точке u * функционал качества F ( u ) достигает своего «max» по переменным u 1 и u 3 и «min», соответственно по u 2 и u 4 , т.е. u * - седловая точка функционала (6). Физический смысл этого положения с учетом (8) означает следующее: нельзя для структуры (6) превышать степень диссоциации аммиака более чем на 46,76 %, для которой длительность азотирования равна 19,378 час. При этом одновременно не стоит опускать (делать меньше) температуру печи ниже 537,794 оС, а общий потенциал электростатического поля понижать ниже 21,3 V (см. рис. 1 - 6); в противном случае нарушение этих технологических параметров будет снижать эффективность процесса электростатического азотирования в смысле достижения осреднен-ного показателя качества (6).
Таким образом, обобщая оба этапа оптимизации процесса азотирования в электростатическом поле размерновосстановленных распределителей аксиально-поршневых насосов (гидромоторов), аналитически установлено, что при соответствующей обработке изучаемой группы изделий, изготовленных из конструкционной стали 38Х2МЮА, оптимальными параметрами процесса азотирования следует считать: степень диссоциации аммиака – 25 %; температура процесса – 550 °С; длительность процесса – 25 час (40 час по стандартной технологии для получения слоя 0,4мм [5]); знак потенциала на обрабатываемых деталях – «минус»; напряжение на электродах – 1800 V.
