Разработка методики статистического анализа точности и стабильности процесса производства эпоксидной смолы ЭД-20

Автор: Желнинская Н.В., Клейменова Н.Л., Игуменова Т.И.
Журнал: Вестник Воронежского государственного университета инженерных технологий @vestnik-vsuet
Рубрика: Фундаментальная и прикладная химия, химическая технология
Статья в выпуске: 2 (64), 2015 года.
Бесплатный доступ
Статистические методы играют важную роль в объективной оценке количественных и качественных характеристик процесса и являются одним из важнейших элементов системы обеспечения качества продукции и всего процесса управления качеством. Для получения качественной продукции необходимо знать реальную точность имеющегося оборудования, определять соответствие точности выбранного технологического процесса заданной точности изделия, оценивать стабильность технологического процесса. Большинство случайных явлений, происходящих в жизни, в частности, в производстве и научных исследованиях, характеризуются наличием большого числа случайных факторов, описывается законом нормального распределения, который является основным во многих практических исследованиях. Современные статистические методы довольно сложны для восприятия и широкого практического использования без углубленной математической подготовки всех участников процесса. Когда известно распределение случайной величины, можно получить все особенности данной партии изделий, определить среднее значение и дисперсию. С помощью статистических методов контроля и управления качеством проведен анализ точности и устойчивости технологического процесса производства эпоксидной смолы ЭД-20. Оценены числовые характеристики закона распределения контролируемых параметров и определен процент брака исследуемого объекта продукции. Для оценки устойчивости процесса производства эпоксидной смолы ЭД-20 выбраны контрольные карты Шухарта, использующие количественные данные, карты индивидуальных значений Х и скользящих размахов R. С помощью диаграммы Парето определены причины, влияющие на низкую динамическую вязкость в наибольшей степени. Для анализа низких значений динамической вязкости проведен поиск причин возникновения дефектов при помощи диаграммы Исикавы, которая показывает наиболее типичные факторы изменчивости результатов процесса. Для устранения проблемы рекомендуется модифицировать полимерную композицию углеродными фуллеренами и использовать разработанную методику для производства эпоксидной смолы.
Эпоксидная смола, анализ, брак, статистические методы
Короткий адрес: https://sciup.org/14040412
IDR: 14040412 | УДК: 658
Development of a method statistical analysis accuracy and process stability production of epoxy resin ED-20
Statistical methods play an important role in the objective evaluation of quantitative and qualitative characteristics of the process and are one of the most important elements of the quality assurance system production and total quality management process. To produce a quality product, one must know the real accuracy of existing equipment, to determine compliance with the accuracy of a selected technological process specified accuracy products, assess process stability. Most of the random events in life, particularly in manufacturing and scientific research, are characterized by the presence of a large number of random factors, is described by a normal distribution, which is the main in many practical studies. Modern statistical methods is quite difficult to grasp and wide practical use without in-depth mathematical training of all participants in the process. When we know the distribution of a random variable, you can get all the features of this batch of products, to determine the mean value and the variance. Using statistical control methods and quality control in the analysis of accuracy and stability of the technological process of production of epoxy resin ED-20. Estimated numerical characteristics of the law of distribution of controlled parameters and determined the percentage of defects of the investigated object products. For sustainability assessment of manufacturing process of epoxy resin ED-20 selected Shewhart control charts, using quantitative data, maps of individual values of X and sliding scale R. Using Pareto charts identify the causes that affect low dynamic viscosity in the largest extent. For the analysis of low values of dynamic viscosity were the causes of defects using Ishikawa diagrams, which shows the most typical factors of the variability of the results of the process. To resolve the problem, it is recommended to modify the polymer composition of carbon fullerenes and to use the developed method for the production of epoxy resins.
Текст научной статьи Разработка методики статистического анализа точности и стабильности процесса производства эпоксидной смолы ЭД-20
В качестве напольного покрытия используются композиционные материалы на основе эпоксидных смол.
По физико-механическим показателям эпоксидно-диановые смолы должны соответствовать требованиям по ГОСТ 10587- 84 «Смолы эпоксидно-диановые, неотвержден-ные. Технические условия».
Эпоксидная смола ЭД-20 представляет собой прозрачную вязкую жидкость желтоватого цвета без видимых механических включений.
Целью разработки методики статистического анализа точности и стабильности процесса производства эпоксидной смолы ЭД-20 является возможность контроля и своевременная корректировка технологического процесса. Главная задача – это поиск возможных разновидностей брака и основных причин его возникновения.
Для анализа процесса производства ЭД-20 применялись основные инструменты контроля качества – построение гистограмм распределения значений, контрольных карт Шухарта, диаграммы Парето, диаграммы Исикавы, диаграммы рассеяния.
Анализ гистограммы распределения значения показателя динамической вязкости ЭД-20 показал, что данные подчиняются нормальному закону распределения, но имеется брак, определенный с помощью функции Лапласа и равный 6 % (рисунок 1).
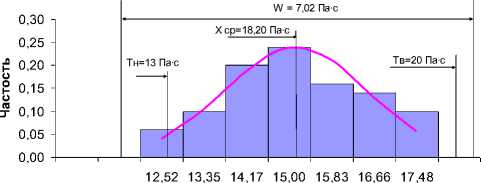
Динамическая вязкость, Па∙с
Рисунок 1. Гистограмма распределения значения показателя динамической вязкости эпоксидной смолы ЭД-20
Для определения статистической управляемости процесса построены ( X-R ) – карты Шухарта, с помощью которых возможно обнаружение отклонений значений характеристик для ЭД-20, вызванные причинами. Контрольные карты основаны на данных выборок и используются для обнаружения вариаций, которые обусловлены неслучайными причинами.
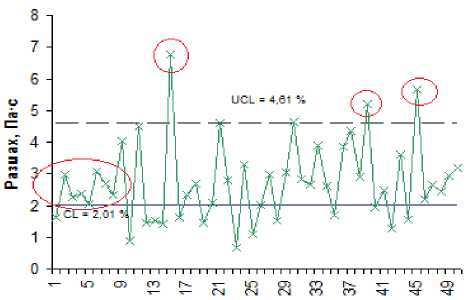
Карты среднего и размахов для ЭД-20 представлены на рисунках 2 и 3.
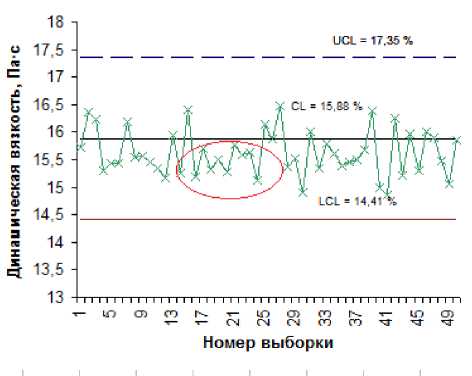
Рисунок 2. Контрольная Х - карта по показателю динамическая вязкость для ЭД-20
Номер выборки
Рисунок 3. Контрольная R – карта по показателю динамическая вязкость для ЭД-20
Для поиска причин возникновения дефекта построена причинно-следственная диаграмма, представленная на рисунке 4, которая является одним из методов анализа взаимосвязей между входом процесса и возможными причинами появления отклонений на выходе. Анализ диаграммы Исикавы позволил выявить наиболее важные причины отклонения по данному показателю – это технология, сырье, оборудование и персонал .
Причины появления несоответствий выявлены по диаграмме Парето. Для этого рассчитан интегральный процент, расположив все причины дефекта в порядке убывания значимости.
В таблице 1 перечислены основные причины появления брака, связанного с низкой динамической вязкостью эпоксидной смолы ЭД-20.
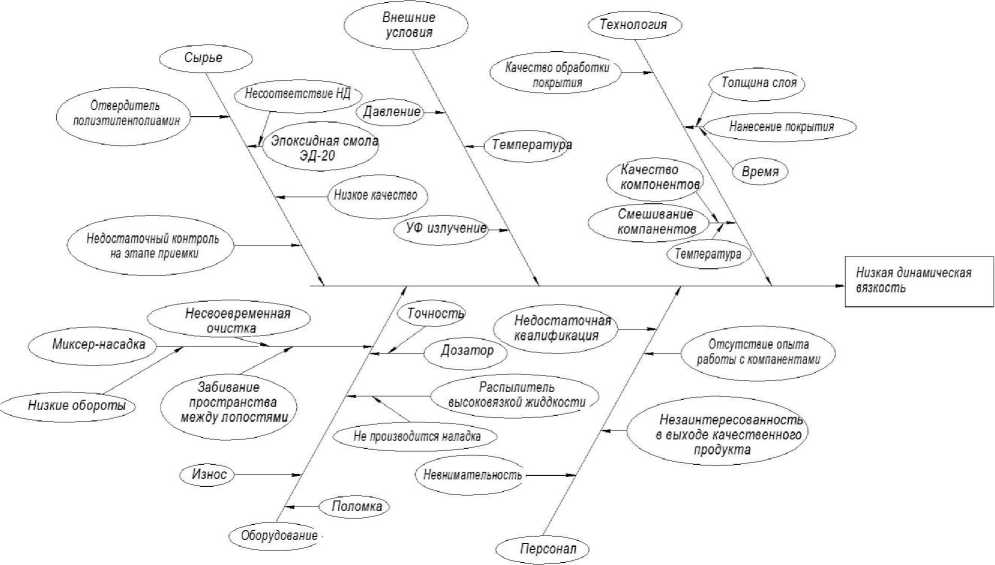
Рисунок 4. Диаграмма Исикавы
Причины появления низкой динамической вязкости ЭД-20
Таблица 1
|
Причины появления низкой динамической вязкости ЭД-20 |
Количество несоответствий, % |
Кумулятивный процент несоответствий, % |
|
Температура при сушке, оС |
58,8 |
58,8 |
|
Несоответствие нормативной документации |
22,6 |
81,4 |
|
Давление |
11,3 |
92,8 |
|
Несвоевременная очистка оборудования |
4,5 |
97,3 |
|
Недостаточная квалификация персонала |
2,3 |
99,5 |
|
прочее |
0,5 |
100 |
По полученным данным построена диаграмма Парето, изображенная на рисунке 5.
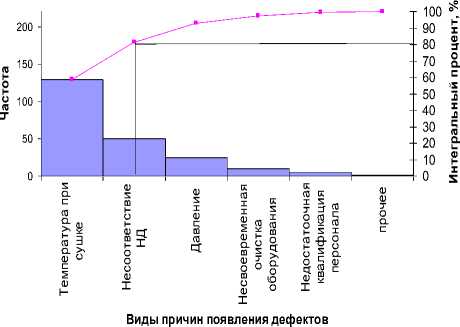
Рисунок 5. Диаграмма Парето по причинам появления низкой динамической вязкости ЭД-20
Таким образом, наиболее существенными причинами появления дефектов при производстве эпоксидной смолы являются: температура при сушке эпоксидной смолы и несоответствие нормативной документации.
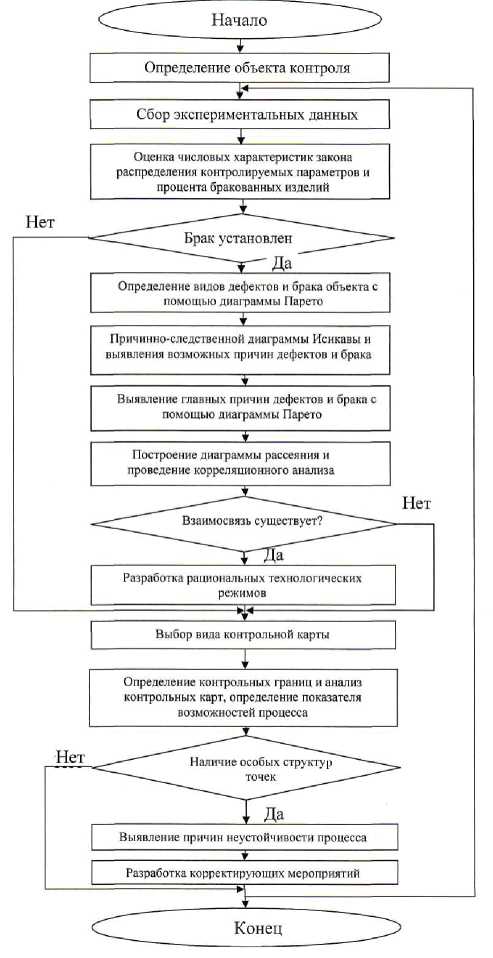
Алгоритм методики статистического анализа точности и стабильности процесса производства эпоксидной смолы представлен на рисунке 6.
Начало
Брак установлен
Взаимосвязь существует?
Конец
Наличие особых структур
Разработка рациональных технологических режимов
Выбор вида контрольной карты
Определение контрольных границ и анализ контрольных карт, определение показателя возможностей процесса
Нет
Нет
Нет
Причинно-следственной диаграммы Исикавы и выявления возможных причин дефектов и брака
— . *
Построение диаграммы рассеяния и проведение корреляционного анализа
Определение видов дефектов и брака объекта с помощью диаграммы Парето
" * --------
*
Выявление главных причин дефектов и брака с помощью диаграммы Парето
Определение объекта контроля
Сбор экспериментальных данных ▼ "
Оценка числовых характеристик закона распределения контролируемых параметров и процента бракованных изделий
Выявление причин неустойчивости процесса
Разработка корректирующих мероприятий
Рисунок 6. Алгоритм методики статистического анализа точности и устойчивости технологического процесса производства эпоксидной смолы ЭД-20
Для снижения выпуска бракованной продукции рекомендуется модифицировать полимерную композицию углеродными фуллеренами и использовать методику статистического анализа точности и устойчивости технологического процесса производства ЭД-20, которая позволит рационально повысить качество готового продукта, а также использовать сырье для производства, предотвращая перерасход исходных материалов.
Список литературы Разработка методики статистического анализа точности и стабильности процесса производства эпоксидной смолы ЭД-20
- Назина Л.И., Кульнева Н.Г., Клейменова Н.Л. Использование статистических методов анализа для оценки качества сахара-песка//Методы менеджмента качества. 2012. № 9. С. 40-44.
- Кульнева Н.Г. и др. Статистическое моделирование при получении и очистке диффузионного сока в свеклосахарном производстве//Вестник Воронежского государственного университета инженерных технологий. 2013. № 1 (55). С. 150-155.
- Желнинская Н.В., Леонтьева М.А., Клейменова Н.Л. Улучшение качества композитного материала на основе эпоксидной смолы с использованием углеродных фуллеренов//Системный анализ и моделирование процессов управления качеством в инновационном развитии агропромышленного комплекса: матер. Междунар. науч.-практ. конф. Воронеж, Воронеж: Изд-во ВГУИТ, 2015. С. 237-238.
- ГОСТ Р 50779.42-99. Статистические методы. Контрольные карты Шухарта. М.: ИПК Издательство стандартов Публ., 1999. 32 с.
- ГОСТ Р 50779.44-2001. Статистические методы. Показатели возможностей процессов. Основные методы расчета. М.: ИПК Издательство стандартов Публ., 2003. 16 с.
