Автоматизация оперативно-технического учета на предприятии

Автор: Гришанова Татьяна Валерьвна
Статья в выпуске: 1 (21), 2023 года.
Бесплатный доступ
В рамках данной работы проводится анализ особенностей автоматизации оперативно-технического учета на предприятии, анализируется необходимость организации данного учета и формулируется вывод о полученных результатах автоматизации.
Оперативно-технический учет, хозяйственный учет, автоматизация, информационная система, декомпиляция
Короткий адрес: https://sciup.org/140303613
IDR: 140303613 | УДК: 681.5
Текст научной статьи Автоматизация оперативно-технического учета на предприятии
Одним из направлений хозяйственного учета предприятия является оперативно-технический учет. Оперативнотехнический учет является одним из «четырех китов», на которых стоит учет деятельности успешного предприятия.
В современном мире, когда предприятия должны самостоятельно подготавливать планы собственного развития, развития производственных программ и определения ценовой политики, очень важно иметь полное представление о событиях с предприятием в целом и с производством в частности. Данная информация позволяет оптимизировать методы управления предприятием, регулировать финансовые потоки и находить «узкие места» в бизнес-процессах [4].
Так как процесс оперативно-технического учета является одним из самых трудоемких, то для сокращения сроков расчетов и времени на оперативное реагирование на запросы необходимо ввести автоматизированную информационную систему (далее АИС).
Оперативно-технический учет в ООО «ИЗ-КАРТЭКС имени П.Г. Коробкова» начинается с поступления задания от технической дирекции на изготовление детали и/или конструкции по чертежам, приложенным к заявке.
Данная заявка обрабатывается технологами, под нее пишется техпроцесс. Техпроцесс с чертежами передается на сварочное производство и обрабатывается инженерами сварочного производства, на предмет наличия заготовок или деталей конструкции на материальном складе, на наличие расходных материалов и инструментов для обработки в инструментальной кладовой, техническую возможность производства данной конструкции/детали в цеховых условиях.
В случае с отсутствием необходимых материалов или деталей делается заявка заготовительному цеху на производство или дирекции по закупкам на закупку материала или детали. При отсутствии необходимых инструментов или расходных материалов в инструментальной кладовой делается заказ дирекции по закупкам на приобретение нужных инструментов или расходных материалов.
Далее, при наличии всех необходимых материалов создаются задачи для управления технического контроля, на разметку заготовок, и бригады сборщиков на сборку конструкции, в соответствии с чертежами и техпроцессом [2].
После черновой сборки деталь/конструкция передаются сварщикам, для окончательной сборки и заварки швов. Перед заваркой швов технолог должен проконтролировать соответствие настроек работы сварочного аппарата техпроцессу. После сборки швы зачищаются и деталь/ конструкция передается управлению технического контроля для проверки размеров, допусков и качества швов. В случае выявления брака, деталь/конструкция передается на доработку/исправление. В случае успешного прохождения контроля качества деталь признается годной и отправляется на склад готовой продукции, для дальнейшей обработки и использования.
Декомпиляция процесса производства детали/кон-струкции представлена на рисунке 1.
Как видно из рисунка 1 процесс изготовления дета-ли/конструкции достаточно громоздкий и практически не автоматизированный. Каждое подразделение вынуждено вносить свою часть данных в информационную систему по отдельности, много ручного труда, есть возможность

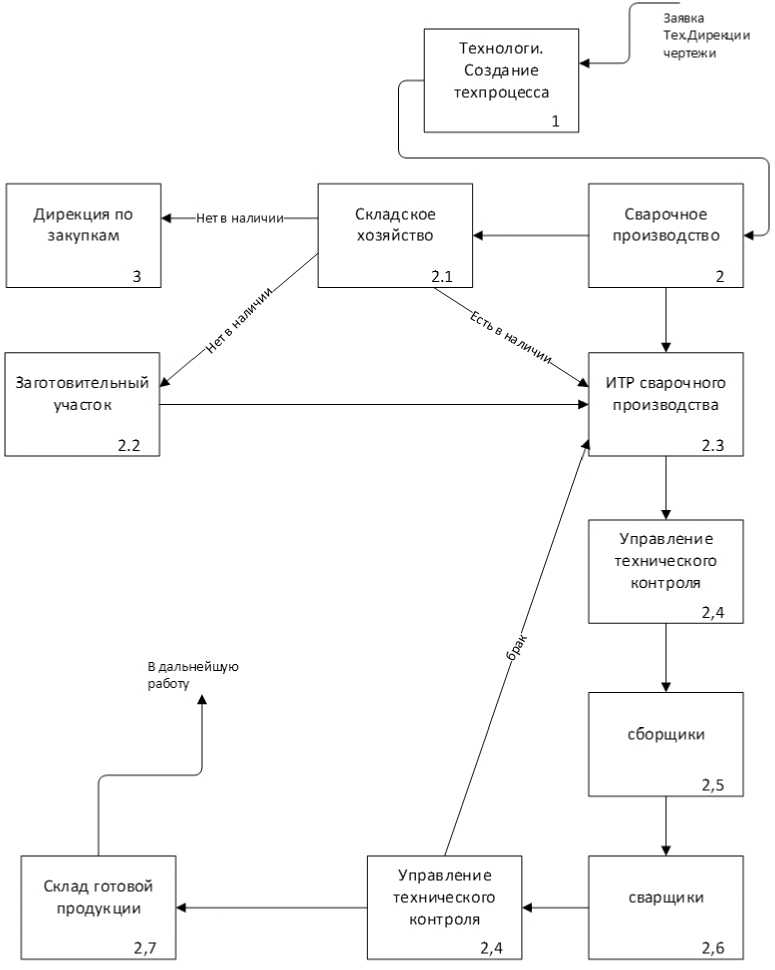
Рисунок 1. Декомпиляция процесса изготовления детали/конструкции «КАК ЕСТЬ»
внесения некорректных данных в настройки оборудования (полуавтоматических сварочных аппаратов Fronius TPS 500i и Titan XQ 500A), нет возможности отслеживать фактическую загруженность работников [1].
Исходя из рисунка 1, мы видим, что наиболее «слабыми» местами, в плане затрат времени, контроля, согласований между отделами и подразделениями являются работа со складом, работа управления технического контроля и технологов.
Таким образом, если автоматизировать получение запросов и ответов от склада, то будет уменьшена нагрузка на сотрудников склада, время прохождения запросов, время на создание заявки на закупку инструментов и материалов [3].
Работу управления технического контроля, в данном случае автоматизировать можно, только в малой степени, а именно – получение заявки на установку и раскрой детали. Все остальное делается в ручном режиме, с помощью специальных инструментов. В дальнейшем можно будет автоматизировать систему раскроя, но в данный проект эта задача не входит.
Частично можно автоматизировать работу технологов, в плане настройки, параметров сварки, сварочных полуавтоматов в соответствии с техпроцессом.
Все аппараты имеют Wi-Fi модуль, есть 10/100Base-T порт, под разъем RJ-45, соответственно контактировать с АИС оперативно-технического учета они могут через сеть Wi-Fi или Ethernet.
Объектами оперативно-технического учета, подлежащих обязательному отражению, таким образом, являются: 1. Личность работника выполняющего сварку шва, для однозначной идентификации работника

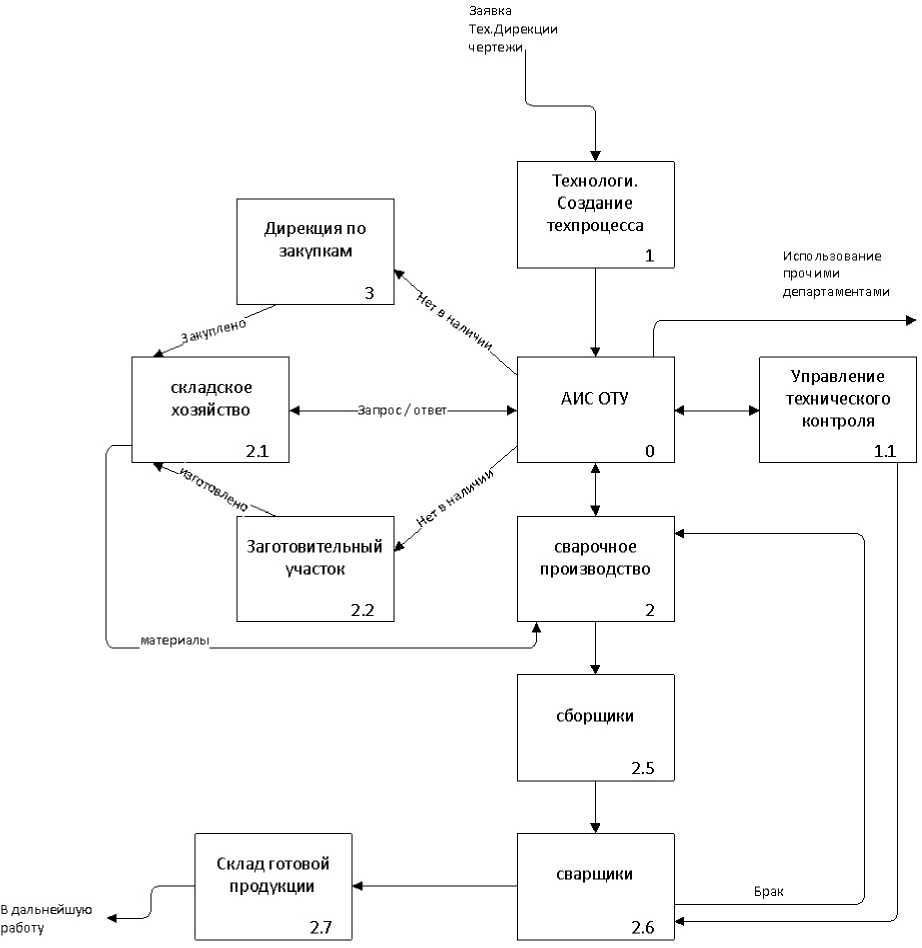
Рисунок 2. Автоматизация оперативно-технического учета
-
2. Задание работника, выполняющего сварку, для контроля выполнения работ
-
3. Расход материалов для сварки, для отслеживания расходных материалов и их своевременной закупки Дирекцией по закупкам
-
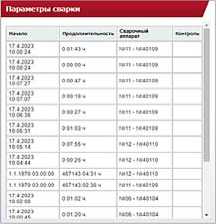
4. Параметры процесса сварки, для контроля техпроцесса и уменьшения количества брака
-
5. Техническое состояние сварочного аппарата, для своевременного обслуживания сварочного аппарата и недопущения простоев в работе, по причине выхода оборудования из строя
-
6. Время горения дуги, для контроля фактического времени работы сварщика
-
7. Статистика, для отслеживания всех вышеуказанных параметров во времени [5]
Для учета вышеуказанных параметров было принято решение о автоматизации процесса оперативно-техниче- ского учета на сварочном производстве «ИЗ-КАРТЭКС». Схема автоматизации данного участка представлена на рисунке 2.
Программа, согласно заложенной в нее логике обрабатывает данные получаемые из сварочных аппаратов и тех. процесса. В программе присутствует функция корректировки режимов сварочного аппарата «на лету», каждый шов и конструкция, в целом имеет свой уникальный идентификатор, отображаемый в таблице «Продукция». Таблицы «Расход» и «Материалы» выгружаются в систему 1С-Предприятие и обрабатываются в ней. Дерево функций отображено на рисунке 8, сценарий диалога на рисунке 3.
Основное окно программы предоставляет статистические данные о сварочных аппаратах. Скриншот окна представлен на рисунке 4.
Главное окно представляет собой web-страничку, на которой размещены список сварочных аппаратов, находя-

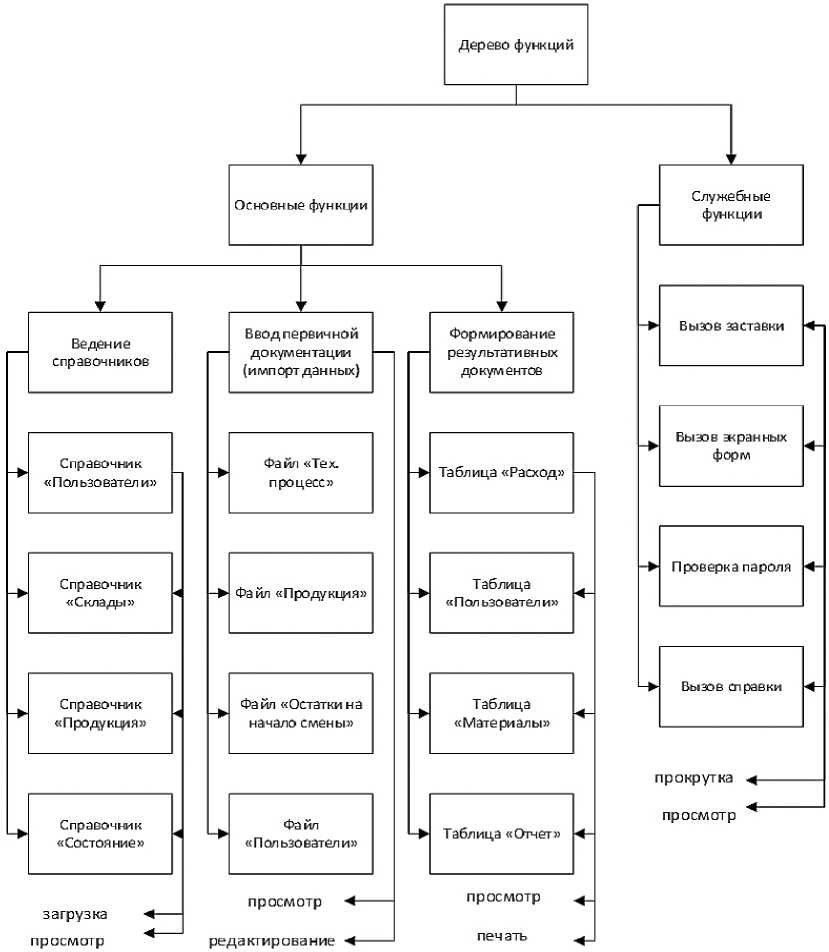
Рисунок 3. Дерево функций программы
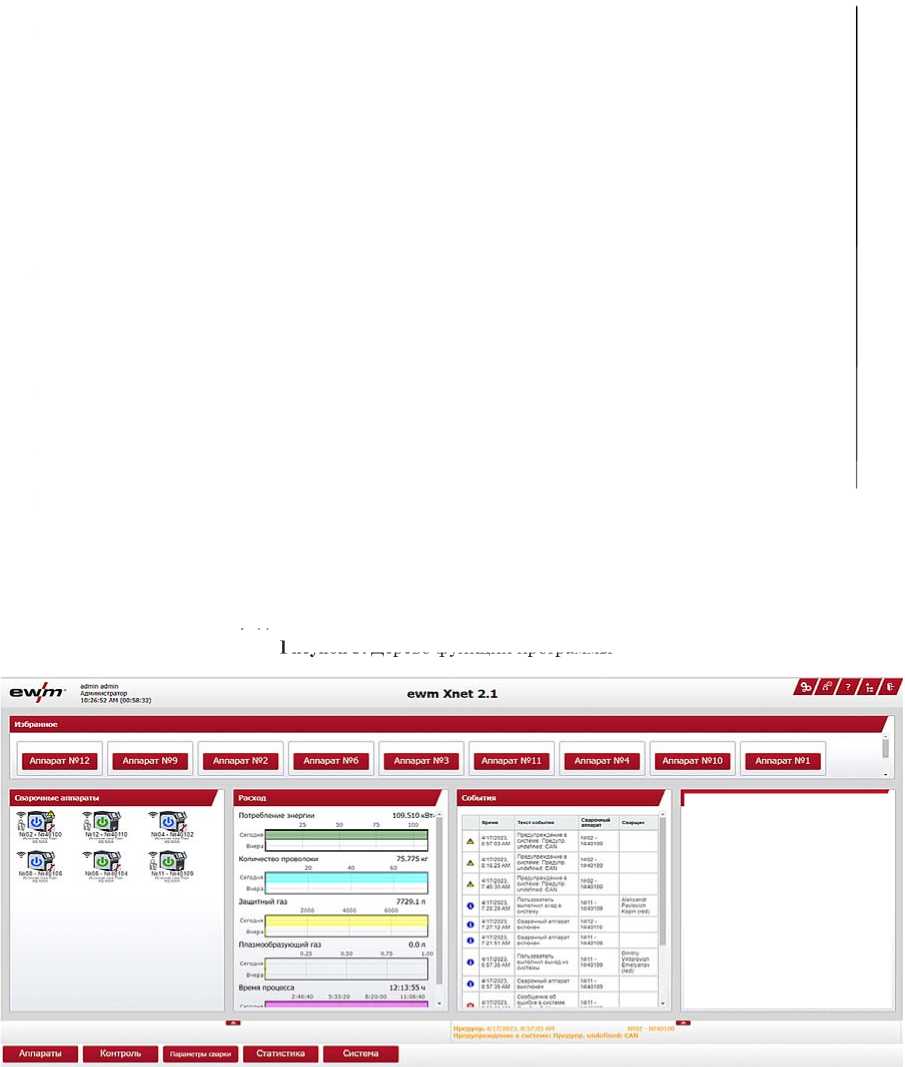
Рисунок 4. Главное окно программы

Аппарат №12
Аппарат №9
admin admin Администратор 12:57:47 РМ (00:59:49)
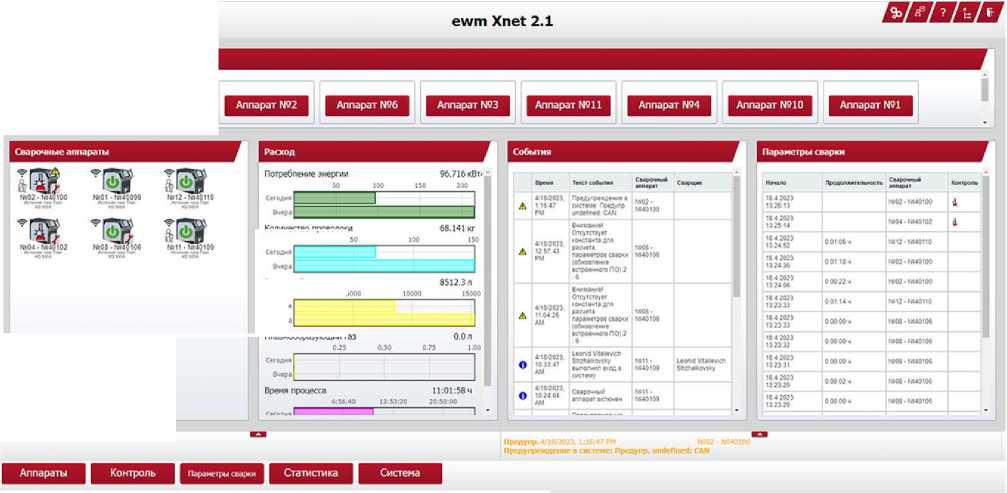
Рисунок 5. Кнопка соответствующая сварочному аппарату

Избранное
Количество проволоки
Защитный газ
Ппазмообразуюший газ
щихся в сети, их состояние, расход материалов для сварки, события, режимы сварки. Из этого окна можно перейти на полный список зарегистрированных аппаратов, параметры сварки, статистику и настройки системы. Также можно настроить какие данные будут отображаться на главной странице (сварочные аппараты, расход, события, параметры сварки, контроль). На данный момент главное окно настроено на максимальное отображение данных. Есть поддержка настройки языка отображения, база знаний, карта сайта и кнопка выхода из системы.
На главном окне программы отображается дашборд, на котором могут быть отображены все собираемые параметры, так же можно просмотреть данные по каждому отдельному аппарату, нажав на соответствующую аппарату кнопку в верхней части экрана.
В результате внедрения данного программного продукта существенно будут улучшены показатели работы компании за счет правильного решения задачи автоматизации оперативно-технического учета сварочного производства компании ООО «ИЗ-КАРТЭКС имени П.Г. Коробкова».
Список литературы Автоматизация оперативно-технического учета на предприятии
- Гришанова Т.В. Роль информационных технологий в современном обществе // Вестник образовательного консорциума Среднерусский университет. Информационные технологии. 2019. № 1 (13). С. 46-48.
- Гришанова Т.В. Применение объектно-ориентированного подхода для проектирования информационных систем // Вестник образовательного консорциума Среднерусский университет. Информационные технологии. 2020. № 1 (15). С. 8-12.
- Гришанова Т.В. Особенности автоматизации учетных процессов в организации // Вестник образовательного консорциума Среднерусский университет. Информационные технологии. 2022. № 2 (20). С. 36-38.
- Михальченкова М.А., Гайдукова К.В. Методы и информационное обеспечение анализа финансово-хозяйственной деятельности предприятия // Обработка экономической информации с использованием прикладного программного обеспечения. сборник статей научно-практической конференции. Брянский институт управления и бизнеса. 2019. - С. 57-61.
- Михальченкова М.А.Использование программных продуктов при формировании инвестиционных проектов // Вестник образовательного консорциума Среднерусский университет. Информационные технологии. 2020. № 1 (15). С. 23-25.
- Хвостенко Т.М., Прокопенко Л.Л., Гришанова Т.В. Современные средства автоматизации документационного обеспечения управления персоналом // Вестник образовательного консорциума Среднерусский университет. Информационные технологии. 2016. № 2 (8). - С. 50-54.
- Хвостенко Т.М., Прокопенко Л.Л. Сущность и специфические особенности проекта // Вестник образовательного консорциума Среднерусский университет. Серия: Экономика и управление. 2019. № 13. С. 125-127.
