Автоматизация ПНУ при проведении работ по очистке нефтепровода

Автор: Салимгереев М.А., Заборовский Е.И.
Журнал: Форум молодых ученых @forum-nauka
Статья в выпуске: 11 (39), 2019 года.
Бесплатный доступ
Автоматизация - это применение самоуправляющихся машин для выполнения различных процессов в производстве и потреблении. Используя обратную связь, датчики следят за операциями, выполняемыми системой, и посылают сигналы на компьютер, который автоматически регулирует процесс. На сегодняшний день автоматизация все больше и больше проникает во все сферы деятельности, в том числе и в нефтегазовую промышленность.
Автоматизация, датчик, операция, сигнал, компьютер, нефть, газ
Короткий адрес: https://sciup.org/140285299
IDR: 140285299 | УДК: 002.55
Automation of PNU during oil pipeline cleaning
Automation is the use of self-governing machines to perform various processes in production and consumption. Using feedback, the sensors monitor the operations performed by the system and send signals to a computer that automatically regulates the process. Today, automation more and more penetrates into all areas of activity, including the oil and gas industry.
Текст научной статьи Автоматизация ПНУ при проведении работ по очистке нефтепровода
Внедрение современных технологий управления, защиты и автоматизации, позволят получить более эффективное производство работ по откачке нефти с Магистральных Нефтепроводов. Получив при этом, сокращение материальных затрат и безопасное производство работ на линейной части МН.
На сегодняшний день ни одна плановая работа связанная врезкой или вырезкой катушки не обходится без опорожнения трубопровода. Поэтому и применяются Передвижные Насосные Установки, и ко всем этим установкам предъявляются высокие технические требования, и они должны обеспечивать безотказную работу.
Конструкция ПНУ-2 позволяет, в зависимости от поставленных задач, выполнять следующие работы:
-
1. Сбор разлитой нефти в амбар и освобождение нефтепровода:
-
-одним подпорным насосом;
-
-подпорным и основным насосами.
-
2.Закачка нефти в отремонтированный нефтепровод:
-
- одним подпорным насосом, при выключенном участке нефтепровода;
-
- подпорным и основным насосами без остановки перекачки нефти по нефтепроводу.
На сегодняшний день процесс откачки нефти с МН, для проведения работ связанных с врезкой и вырезкой катушек на трубопроводах устроен по одной технологии. Машина состоит из привода насоса, который приводит во вращение основной насос, предназначенный для откачки нефти с МН. На выходе этого насоса Машинист контролирует расход откачиваемой нефти, при помощи расходомера. На расходомере есть сигнальные выводы, которые не используются на сегодня, но они будут нужны в дальнейшем, для подключения к контроллеру. Также Машинист, контролирует параметры давления на входе и на выходе. За всеми этими параметрами должен контролировать Машинист, одновременно изменяя их значения, для более производительной откачки нефти. На Рис.3.9 изображена функциональная схема обычной передвижной насосной установки, без автоматизации.
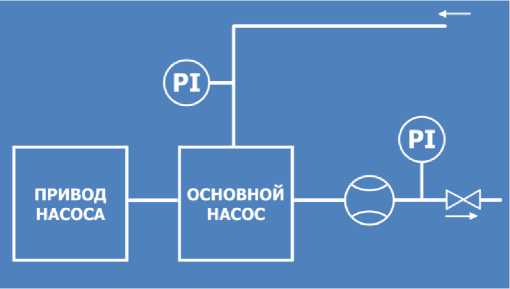
Рисунок 3.9 Функциональная схема ПНУ-2 сегодня
В процессе откачки нефти Машинист ПНУ-2 несет всю ответственность производства откачки. И в его обязанности входят:
-
1. Ручное регулирование открытием задвижки
-
2. Ручное регулирование оборотов агрегата
-
3. Контроль всех параметров откачки
-
4. Ручное включение подпорного насоса
-
5. Подбор параметров для максимальной производительности откачки нефти на МН
-
6. Остановка агрегата в аварийном режиме
Для выполнения всех этих пунктов необходимо затрачивать много времени передвигаясь по платформе данной установки, а также получая при этом ощутимую нагрузку, особенно в зимнее время года. С внедрением технологий автоматизации, процесс откачки сократит это время на 5-10 %. Машинисту ПНУ-2 нужно лишь запустить агрегат, и взять все управление с пульта, находящегося внутри кабины водителя.
Автоматизация - это применение самоуправляющихся машин для выполнения различных процессов в производстве и потреблении. Используя обратную связь, датчики следят за операциями, выполняемыми системой, и посылают сигналы на компьютер, который автоматически регулирует процесс. На сегодняшний день автоматизация все больше и больше проникает во все сферы деятельности, в том числе и в нефтегазовую промышленность.
Основными преимуществами автоматизации являются:
-
— повышенная пропускная способность или производительность;
-
— улучшение качества или повышение предсказуемости качества;
-
— повышенная надежность и прочность (последовательность и согласованность) процессов или продукта;
-
— повышенная последовательность вывода;
-
— снижение прямых затрат и расходов.
-
— замена человека-оператора в задачах, которые связаны с тяжелым физическим трудом или монотонной работой;
Внедрение таких технологий автоматизации и управления в процесс откачки нефти на МН, это шаг к улучшению производительности и эффективности производства работ. Для того чтобы внедрить систему автоматизации и вывести все управление в кабину водителя, необходимо подобрать правильное оборудование, выполнить проект и моделирование. Основной частью всего проекта является «Программируемый логический контроллер», который и будет связывать пульт управления машиниста со всем технологическим процессом откачки.
Вся система автоматизированной откачки построено на так называемом, программируемом логическом контроллере. Они представляют собой микропроцессорное устройство, предназначенное для сбора, преобразования, обработки, хранения информации и выработки команд управления, имеющий конечное количество входов и выходов, подключенных к ним датчиков, ключей, исполнительных механизмов к объекту управления, и предназначенный для работы в режимах реального времени. На Рис.3.10 изображена блок схема структуры ПЛК.
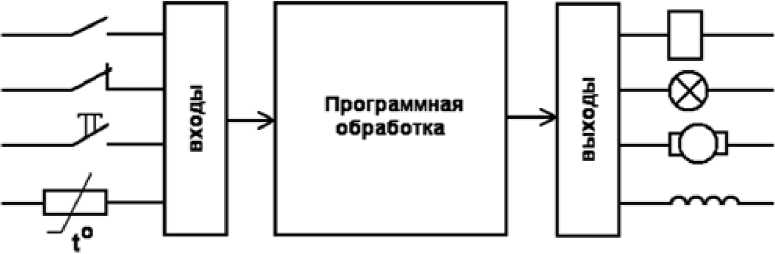
Рисунок 3.10 Блок схема структуры ПЛК
Составим списокпараметров необходимых для регулирования в процессе откачки нефти с МН, и занесем их в таблицу 3.9.
Таблица 3.9
№ п/п Параметры
Тип сигнала
1 Обороты агрегата Цифровой
2 Вкл./выкл. подпорного
Цифровой
насоса
-
3 Откр./закр. задвижки
Аналоговый
Цифровой
Регулирование оборотов агрегата
Составим список параметров необходимых для наблюдения в процессе откачки нефти с МН, и занесем их в таблицу 3.10.
Таблица 3.10
|
№ п/п |
Параметры |
Тип сигнала |
|
1 |
Давление на входе |
Аналоговый |
|
2 |
Давление на выходе Давление переднего |
Аналоговый |
|
3 |
подшипника |
Аналоговый |
|
4 |
Давлениезаднегоподшипника |
Аналоговый |
|
5 |
Обороты агрегата |
Цифровой |
|
6 |
Расход |
Цифровой |
Итого аналоговых входных сигналов получилось 4, аналоговых выходных сигналов 1, цифровых выходных сигналов 3, цифровых входных 2. Для проекта был выбран контроллер фирмы Siemens S7-200 CPU 222, который имеет 8 дискретных(цифровых) входов и 6 дискретных(цифровых) выходов. На Рис.3.11 изображен данный контроллер.

Рисунок 3.11 Программируемый логический контроллер Siemens S7-200 CPU 222
Также, данный ПЛК имеет возможность включать в себя модули расширения. Для добавления возможности регулирования аналоговых параметров, взят модуль расширения Em 231, который представлен на Рис.3.12.

Рисунок 3.12 Модуль расширения Siemens S7-200 Em 231
Контроллер в автоматическом режиме будет получать все необходимые параметры от датчиков. Также контроллер будет связан с пультом управления, который будет находиться в кабине водителя, за которым будет сидеть Машинист ПНУ-2.
Выполняемые функции контроллера в процессе откачки:
-
1. Регулирование открытием задвижки
-
2. Регулирование оборотов агрегата
-
3. Автоматический контроль всех параметров откачки
-
4. Включение подпорного насоса
-
5. Автоматическая остановка агрегата в аварийном режиме
-
7. Бергер, Г. Автоматизация посредством STEP 7 с использованием STL и SCL и программируемых контроллеров SIMATIC S7-300/400: Г. Бергер.- 2-е изд., 2001.1 диск
-
8. Бергер, Г. Автоматизация с помощью программ STEP7 LAD и FBD и программируемых контроллеров SIMATIC S7-300/400: Г. Бергер.- 2-е изд., 2001.1 диск
-
9. Средства программирования современных контроллеров/ И. Е. Грязнов, А. А. Кривошеин, А. В. Иванов// Известия ВолгГТУ.-2006.-№3.- С.5-6.
-
10. Технические средства автоматизации. Программно- технические комплексы и контроллеры: учеб.пособие/ И.А. Елизаров, Ю.Ф. Мартемьянов, А.Г.
-
11. SIMATIC Программирование с помощью STEP 7 V5.3:Руководство. – 2004.-№1.-602 С.
Для того чтобы машинист видел все параметры и контролировал весь процесс производства откачки, кабине водителя будет установлен дисплей от компании Siemens, куда будут выводится все параметры откачки, на Рис.3.13 изображен данный дисплей.

Рисунок 3.13 дисплей управления откачкой
Чтобы машинист мог, не выходя из кабины регулировать все параметры, будет установлен пульт управления с кнопками.
Список литературы Автоматизация ПНУ при проведении работ по очистке нефтепровода
- Бергер, Г. Автоматизация посредством STEP 7 с использованием STL и SCL и программируемых контроллеров SIMATIC S7-300/400: Г. Бергер.- 2-е изд., 2001.- 1 диск
- Бергер, Г. Автоматизация с помощью программ STEP7 LAD и FBD и программируемых контроллеров SIMATIC S7-300/400: Г. Бергер.- 2-е изд., 2001.- 1 диск
- Средства программирования современных контроллеров/ И. Е. Грязнов, А. А. Кривошеин, А. В. Иванов// Известия ВолгГТУ.-2006.-№3.- С.5-6.
- Технические средства автоматизации. Программно- технические комплексы и контроллеры: учеб.пособие/ И.А. Елизаров, Ю.Ф. Мартемьянов, А.Г. Схиртладзе.-2-е изд.:М.: "Издательство машиностроение-1", 2004 г.- 126с.
- SIMATIC Программирование с помощью STEP 7 V5.3:Руководство. - 2004.-№1.-602 С.
