Автоматизация технологического проектирования изделий в условиях санкций

Автор: Мешков Сергей Анатольевич, Стрельцов Вячеслав Григорьевич
Журнал: Петербургский экономический журнал @gukit-journal
Рубрика: Математические, статистические и инструментальные методы в экономике
Статья в выпуске: 3-4 (37-38), 2022 года.
Бесплатный доступ
В статье рассматриваются отечественные системы автоматизированного проектирования в условиях иностранных санкций. В условиях санкционной войны не только рискованно использовать иностранное программное обеспечение на производстве из-за отсутствия возможности после окончания лицензии ее продлить, что может привести к остановке проектирования вследствие возможной потери внутренней базы данных программного обеспечения, а также есть вероятность скачивания базы данных производства иностранным разработчиком. В этих условиях необходимо перевести все программное обеспечение производства только на отечественные системы автоматизированного производства. Также в статье подробно рассмотрена система автоматизации подготовки производства ТехноПро.
Cистемы автоматизированного проектирования, компас 3d, технопро, программное обеспечения, импортозамещения
Короткий адрес: https://sciup.org/140298010
IDR: 140298010 | УДК: 658.512,
Technological products design automation under sunctions
The article deals with domestic computer-aided design systems under foreign sanctions. In the conditions of the sanctions war, it is not only risky to use foreign software in production due to the inability to renew it after the license expires, which can lead to a design stop due to the possible loss of the internal software database, but there is also a possibility of downloading the production database by a foreign developer . Under these conditions, it is necessary to transfer all production software only to domestic automated production systems. The article also discusses in detail the TechnoPro automation system designed for the design of operational, route-operational and route technological processes.
Текст научной статьи Автоматизация технологического проектирования изделий в условиях санкций
Постановлением Правительства РФ от 16 ноября 2015 г. № 1236: «В соответствии с Федеральным законом "Об информации, информационных технологиях и о защите информации", а также указом Президента РФ от 21 июля 2020 г. № 474 в Российской федерация должна вступит и пройти циф ровую трансформацию с использованием отечественного программного обеспечения не только в оборонной области, но и во всех областях жизни общества. Данной цели косвенно помогает тот факт, что, начиная с февраля 2022 года, в ходе санкционной политики в отношении Российской федера ции отечественный рынок стали покидать многие системы для автоматизированного технологического проектирования, такие как Autodesk Inventor, autocad и тому по добные системы. Уход данных систем, как ожидалось за границей, не вызвал падения производства, но и позволили развиваться отечественным системам.
В нише программ автоматизации проектирования Cad программ всегда уверенное место занимала система Компас-3D (рис. 1). Разработчики данной программы всегда сотрудничали с ведущими вуза страны, что позволило получить большую аудиторию выпускников владеющих данной системой, что дало возможность быстро заменить зарубежные аналоги на производстве без остановки последнего. Стоит отметить не только удобное моделирование 3D моделей в данной системе, создание чертежей и заполнение конструкторской документации, но и развивающиеся дополнения (приложения) для помо- щи в проектировании сложных систем, таких как: валы и механические передачи; сварные швы; штаммы и пресс-формы; муфты и обширную базу данных стандартных изделий (детали; узлы; конструктивные элементы; крепеж; материалы и сортаменты и т.п.) [2]. Стоит также отметить развитие анимации механических перемещений, создание управляющего G-кода для станков ЧПУ[3].

Рисунок 1 – Логотип Cad программы Компас-3D Figure 1 – Cad logo of the KOMPAS-3D program
Также в нише Cad программ стоит отметить развитие системы nanoCAD (рис. 2). Данная система отличается невысокой ценой от 5 тыс. рублей за рабочее место[4]. (Лицензия на год). Данная программа подойдет для мелкого бизнеса разработки конструкторской документации так как имеет полный функционал для создания чертежей и 3D моделирования будущего изделия[5]. Но дополнения к ней в основном рассчитаны больше на строительство, чем на проектирование изделий. Но программный комплекс nanoCAD Инженерный BIM включа- ется несколько полезных для инженеров-проектировщиков.??

Рисунок 2 – Логотип Cad программы nanoCAD Figure 2 – Cad logo of the nanoCAD program
форма и содержание которых определяется разработчиком технологических процессов. В системе ТехноПро автоматическое проекти рование технологических процессов основано на описаниях операций и переходов изготов ления поверхностей деталей (элементов кон струкции) на конкретном производстве.
В условиях сложных проектных работ ос новным направлением является автоматизация с применением различных систем автоматизи рованного проектирования технологических процессов.
Решением этой проблемы может служить отечественная система ТехноПро (рис. 3), разработанная корпорацией развития высоких технологий «Вектор-Альянс»[6], предназна ченная для проектирования операционных, маршрутно-операционных и маршрутных тех нологических процессов, включая формирова ние маршрута, операций и переходов, с выбо ром оборудования, приспособлений, подбором инструментов, формированием текстов пере ходов, расчетом технологических размерных цепей, режимов обработки и норм изготовле ния. Наряду с оригинальным методом проек тирования на основе общих технологических процессов система поддерживает большинство традиционных: проектирование по типовому и групповому процессу, процессу-аналогу, синтез технологических процессов. ТехноПро обеспечивает взаимодействие с пользователем в автоматическом, полуавтоматическом и диа логовом режимах, а также их сочетание. Ин формационные средства системы разделены на четыре взаимосвязанных базы данных: кон кретных технологических процессов, общих технологических процессов, условий и рас четов, информационную базу и базу конструк торской документации (конструкторские и директивные документы). Входные данные для проектирования технологических процессов могут быть получены из чертежей, выполнен ных в электронном или традиционном виде[7]. Выходная информация может быть представ лена в виде разнообразных технологических документов: карт технологических процессов, карт контроля, карт эскизов, ведомостей и т.п.,

Рисунок 3 – Логотип Cad программы ТехноПро Figure 3 – Cad logo of the TechnoPro program
Ввод данных об изделии может осущест вляется как в ручном режиме (рис. 4), так и взаимодействуя с конструкторскими САПР (рис. 5): КОМПАС-3D, T-Flex CAD и другими отечественными программными продуктами [8]. Но для полного считывания размеров и вида поверхностей детали нужно полное оформление электронного файла конструктор ской документации. Из-за этого, как показала практика, технологи используют первый ре жим. Возможность второго метода оставлена разработчиками программного обеспечения, но работы над системой полного считывания поверхностей прекращена. Вследствие чего данная подсистема может работать со сбоями с новыми версиями CAD программ. Из-за этого рассмотрим только первый режим ввода.
При ручном вводе технолог вводит в программу общую информацию (масса, габариты, материал и т.д) из электронной документа, считывая ее со встроенного модуля программы. Информацию о поверхностях он вводит в систему вручную, но благодаря встроенной информационной базе нужно выбрать тип поверхности, а программа сама подскажет необходимые параметры поверхности (рис. 5) для полного автоматического проектирования. Далее при необходимости можно задать какие поверхности можно обрабатывать одновременно для уменьшения количества технологиче- ских операции. Далее пользователь выбирает технологических процесс обработки детали, а программа в диалоговой форме запрашивает дополнительную информацию для расчета режимов обработки. И после непродолжительного времени программа создаст техпроцесс, произведет расчеты режимов и создаст документацию к ней, используя информацию из базы данных. После технолог имеет полную возможность лично, перед отправкой на производство, проверить созданный программой технологический процесс и при необходимости внести в него изменения. Каждый текст перехода, наименование операции, оборудования и инструмента, исправляемые в проектируемом технологическом процессе, запоминаются системой в информационной базе и в дальнейшем могут выбираться из нее. Это ведет к постепенному расширению объема технологических данных в базах системы и ускорению проектирования технологического проектирования [9]. Создавая новые организационно-технологические проекты и условия, технолог «обучает» ТехноПро проектированию технологии конкретного производства, что в дальнейшем позволит сократить время проектирования и оптимизировать некоторые старые организационно-технологические проектирования на основе полученного опыта. Также при условии наличия сотрудника, который будет постоянно актуализировать базу данных (рис. 6) в зависимости от нагрузки и возможности использования оборудования, разрабатываемый техпроцесс будет более оптимизирован под текущую ситуацию на производстве. Также есть возможность при изменении базы данного оборудования быстро получить новую документацию технологического процесса, что позволит оптимизировать всю работу предприятия.
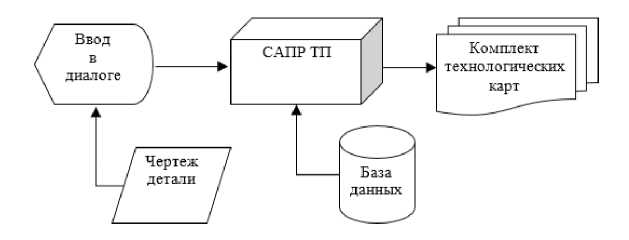
Рисунок 4 – Автоматизация проектирования технологических процессов при ручном вводе информации о детали.
Figure 4 – Automation of technological design processes with manual input of component information
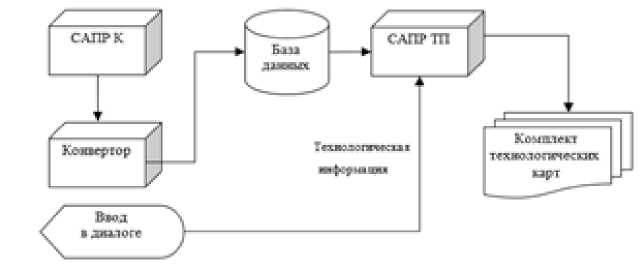
Рисунок 5 – Автоматизация проектирования технологических процессов при использовании графических моделей детали
Figure 5 – Automation of the design of technological processes using graphic models of the part
|
Параметр |
Наименование |
Параметр |
Наименование |
|
D |
Диаметр |
NPL |
Наклон и плоскостность |
|
L |
Длина |
PLS |
Плоскостность |
|
В |
Ширина |
POZ |
Позиционный допуск |
|
н |
Высота |
PPL |
Параллельность и плоскостность |
|
G |
Глубина |
PPR |
Перпендикулярность и плоскосность |
|
S |
Толщина |
PRB |
Полное радиальное биение |
|
R |
Радиус |
PRF |
Профиль продольного сечения |
|
F |
Угол |
PRL |
Параллельность |
|
Р |
Размер |
PRM |
Прямолинейность |
|
К |
Количество |
PRO |
Пересечение осей |
|
А |
Вид, сечение на чертеже |
PRP |
Перпендикулярность |
|
V |
Выдерживаемый размер |
РТВ |
Полное торцевое биение |
|
X |
Выдерживаемый размер |
RAB |
Радиальное биение |
|
Y |
Выдерживаемый размер |
SIM |
Симметричность |
|
Z |
Выдерживаемый размер |
SMO |
Смещение осей |
|
GB |
Габаритный размер |
SOS |
Соосность |
|
GX |
Габаритный размер |
TOB |
Торцовое биение |
|
GY |
Габаритный размер |
RM |
Тип резьбы "метрическая" |
|
GZ |
Габаритный размер |
RD |
Тип резьбы "дюймовая" |
|
ТР |
Толщина твердого покрытия |
RT |
Тип резьбы "трубная" |
|
тх |
Текст |
RS |
Шаг резьбы |
|
BIN |
Биение в заданном направлении |
RN |
Направление резьбы |
|
CIL |
Циллиндричность |
RK |
Количество заходов резьбы |
|
FPR |
Форма профиля |
ZD |
Диаметр делительной окружности зубьев Од |
|
FPV |
Форма поверхности |
ZP |
Длина общей нормали предварительная Wp |
|
KON |
Конусность |
zw |
Длина общей нормали W |
|
KRU |
Круглость |
ZT |
Степень точности зубьев |
|
NAK |
Наклон |
ZB |
Биение зубьев |
|
E |
Позиция на операционном эскизе |
Рисунок 6 – Информационная база параметров поверхностей Figure 6 – Information base of surface parameters нллмине документа
С
□У 2 □Уз □У 4 □У5 □Уе □У?
□Уэ □У 9
□Ую □У11 □У «г □Ум □Узо □У<0 □У41
ТПТиту пьный лист
МК ф1
МК ф2
МК ф?
КТП ф!
ОК ок ок кк
Ф-2 ф.З Ф?
маршрутно-операционный ТП маршрутно-операционный ТП маршрутный ТП маршрутно-опереционныйТП операционный ТП операционный ТП карты эскизов
ф7 спецификация КДсборки
ВОП ф 1
ОК ф2
ВО Ф$
карты контроля карты контроля ведомости оснастки
Технологический Паспорт
ВМ Ведомость материалов Маршрутные карты по ГОСТ 1974 г. Операционные карты поГОСТ 1974 г
Рисунок 7 – Формы документов для печати Figure 7 – Document formats for printing
Технологические процессы могут выдавать ся на печать в разнообразных формах техноло гических документов (рис. 7).
Таким образом, отечественное производство не только смогло выдержать санкционное давление, но и добиться импортозамещия программного обеспечения на стадии проек- тирования будущих изделий. Системы Компас 3D и nanoCAD помогают в проектировании изделия, а система ТехноПро полностью решает задачи по автоматизации проектных работ в сфере технологической подготовки производства в целях повышения качества выпускаемой продукции.
Список литературы Автоматизация технологического проектирования изделий в условиях санкций
- Постановление Правительства РФ от 16 ноября 2015 г. No 1236 "Об установлении запрета на допуск программного обеспечения, происходящего из иностранных государств, для целей осуществления закупок для обеспечения государственных и муниципальных нужд".
- Инженерная и компьютерная графика на базе графических систем [Текст]:учебное пособие для вузов / Г. В. Ефремов, С. И. Нюкалова. - 3-е изд., перераб. и доп. - Старый Оскол: ТНТ, 2017. - 262 с.: обр., схемы, табл., черт. - Библиогр.: с. 262.
- Герасимов, А.А. Самоучитель Компас-3D V12 (+ CD-ROM)/ А.А. Герасимов. - СПб.: БХВ-Петербург, 2010 г. - 464 с.
- Официальный сайт nanoCAD. URL: https://www.nanocad.ru/ (дата обращения: 26.08.2022).
- Полещук Н. Н. Путь к nanoCAD. - СПб.: БХВ-Петербург, 2017. - 365 с.
- Информационная поддержка технологической подготовки производства [Текст]: учебное пособие [для вузов] / А. В. Марков, О. Ю. Иванова, С. А. Мешков, В. Г. Стрельцов; БГТУ "ВОЕНМЕХ" им. Д. Ф. Устинова. - СПб: [б. и.], 2021. - 65 с.
- Диалоговое проектирование технологических процессов в САПР ТехноПро: учеб. пособие / В.К. Лучкин. - Тамбов: Изд-во Тамб. гос. техн. ун-та, 2009. - 112 с. - 50 экз. - 978-5-8265-0800-8.
- ISBN: 978-5-8265-0800-8
- Официальный сайт ТехноПро [Электронныйресурс].URL:https://www.tehnopro. com/ (дата обращения: 10.9.2022).
- Видео-руководства по пользованию ТехноПро URL: https://www.tehnopro.com/ arxiv-stranic/freevideo (дата обращения: 1.9.2022).
