Автоматизированная многоканальная системы управления технологическими режимами нагрева при формовании композитных панелей

Автор: Бурхан Олег Леондович, Рахматуллин Айрат Эмирович, Качура Сергей Михайлович, Никитин Евгений Константинович
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Механика и машиностроение
Статья в выпуске: 4-4 т.15, 2013 года.
Бесплатный доступ
Изложены основные принципы построения многоканальных автоматизированных систем управления режимами формования композитных панелей, разработки средств автономного контроля безопасности при работе с нагреваемыми композитными оснастками, показано преимущество многоканальных систем управления нагревом.
Пкм, полимерная матрица, композитные панели, автоматизированная восьмиканальная система управления, график нагрева, температурный канал, рсм, авсу
Короткий адрес: https://sciup.org/148202378
IDR: 148202378 | УДК: 678.01:620.179
The automated multiway management system of technological modes of heating at forming composite panels
In the articles the main principles of construction of the multichannel automated management systems by modes of forming of composite panels, mining of means of the autonomous control of safety are set up by activity with heated up composite equipments, the advantage of multichannel systems of control of heating is rotined.
Текст научной статьи Автоматизированная многоканальная системы управления технологическими режимами нагрева при формовании композитных панелей
В связи с повышением требований к качеству конструкций из полимерных композиционных материалов (ПКМ) и увеличением объёма их производства [1, 2, 3] необходимо ускорить внедрение в производство высокоточных и строго контролируемых технологических процессов на всех этапах изготовления изделий из ПКМ.
С целью отработки и оптимизации температурных режимов формования самолётных конструкций из ПКМ в УНТЦ ВИАМ разработаны и изготовлены лабораторные установки для исследования и отработки режимов формования ПКМ с ультразвуковым контролем степени отверждения [4] и производственная автоматизированная восьмиканальная система управления ( АВСУ) режимами формования композитных панелей. Основные принципы построения подобных автоматизированных систем применяемых при производстве изделий из ПКМ изложены в ранее опубликованных литературных источниках [5, 6, 7, 8, 10, 11, 12, 13].
В настоящее время разработанные и изготовленные в УНТЦ ВИАМ композитные оснастки со встроенными неметаллическими нагревателями широко используются в производстве панелей из ПКМ не конструкционного назначения [8, 9]. Для управления температурно-временными параметрами процесса формования деталей из ПКМ используются АВСУ.
Структурная схема АВСУ представлена на рис.1.
Бурхан Олег Леондович, начальник сектора.
Система предназначена для управления нагревом по заданным программам до восьми обо- греваемых композитных оснасток одновременно и не зависимо друг от друга в диапазоне температур от 0° до 200°С при формовании деталей из ПКМ. Для чего технологом-оператором задаются многоступенчатые графики нагрева и охлаждения с необходимыми скоростями изменения температуры и временными выдержками темпе- ратур при заданных нормативными документами на технологический процесс. Трёхступенчатый график температурно-временного режима формования приведён на рис.2.
При этом обеспечивается точность регулиро- вания температуры при различных скоростях нагрева ± 1оС/мин и точность поддержания температуры при выдержках ± 1єС.
Точность управляющих каналов [9] определяется комплексной величиной погрешностей составляющих компонент каждого из каналов.
При управлении температурой в динамичес- ком режиме суммарную относительную погреш- ность канала можно представить в виде:
ЕХ = £™+ Еапп + ЕА + Ен , где Етп- относительная погрешность датчика тем- пературы;
е - относительная погрешность аппаратнопрограммного преобразования АВСУ;
Е А - относительная погрешность при аппроксимации дискет измеренных значений температуры;
Е н - относительная погрешность силовой части канала и нагревателя матрицы.
Практически при реализации управляющей системы достигнута наименьшая погрешность Етп+ Ешп+Ен~ 0,005.
Абсолютная погрешность по управлению не должна превышать ±1,5 oС в диапазоне рабо-
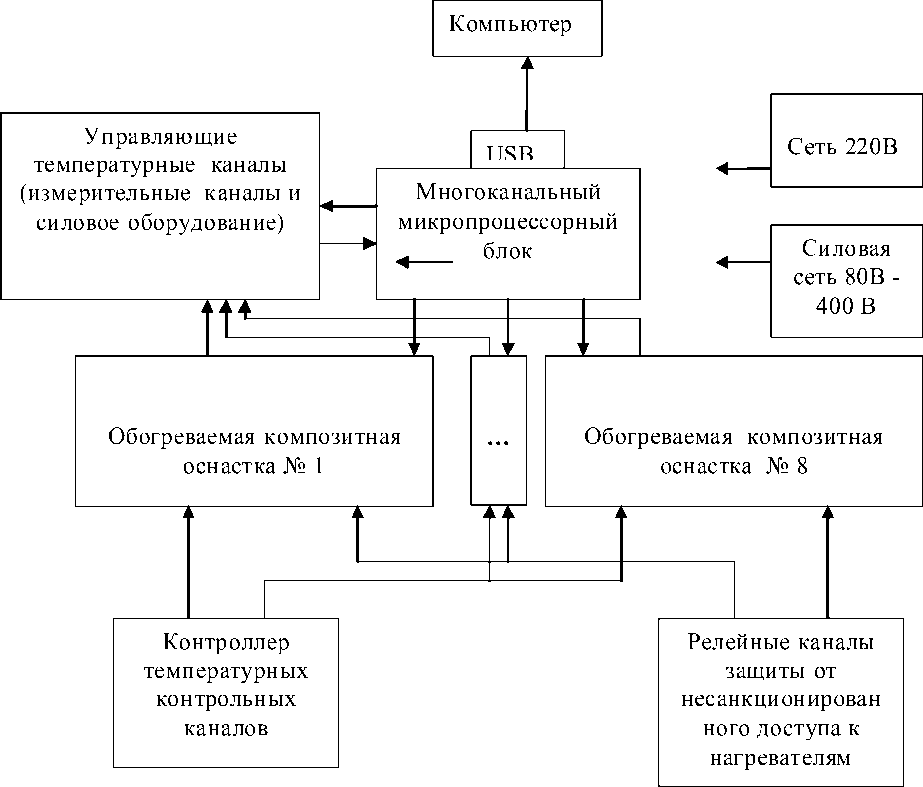
Рис. 1. Структурная схема АВСУ температурно-временными режимами с обогреваемой композитной оснасткой
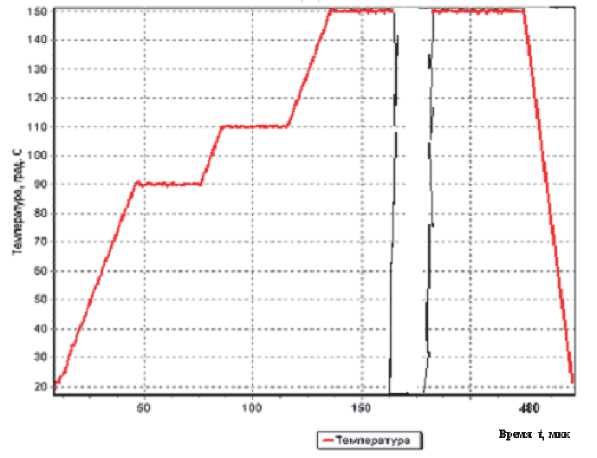
Рис. 2. График нагрева и охлаждения оснастки
чих температур от 20 до 200 oС. Отсюда вытека- ет, что
^Амах = ^2мах
- 0^ + ^Л ^) = 0,01
Для электропитания обогреваемых оснасток применяется трёхфазное напряжение промышленной сети, которое для каждой из восьми осна- сток эксплуатируемых одновременно выбирается индивидуально в зависимости от потребляемой мощности в широком диапазоне от 80 до 380 В. Наибольшая мощность, передаваемая каналами в нагреватели оснасток 70 кВт.
Система позволяет сохранять (архивировать) и документировать графические и числовые данные температурно-временных режимов по каждому из каналов отдельно для дальнейшей паспортизации изготовленных деталей из ПКМ.
Автоматизированная система конструктивно собрана в шкафу управления.
Шкаф управления (вид спереди) представлен на рис. 3 и (вид с задней стороны) на рис. 4.
Одним из основных преимуществ многоканальных систем управления является возможность подключения к ним от одной до восьми отдельных композитных оснасток или до восьми зон нагрева одной или нескольких ос- насток. Также данная система позволяет управлять нагревом многосекционной термической печи. При этом каждую из зон можно нагревать индивидуально по независимым графикам нагрева.
В связи с тем, что оборудование, которое подключается к шкафу управления (композитные оснастки, печи) и формуемые детали из ПКМ дорогостоящие в системе предусмотрены автономные независимые контуры контроля превышения рабочей температуры по восьми каналам одновременно, с помощью которых осуществляется автоматическое аварийное отключение силового питания отдельно каждого из восьми управляющих каналов. Для обеспечения электробезопасности обслуживающего персонала в системе также предусмотрены независимые контуры контроля защиты от несанкционированного доступа к нагревательным элементам оснасток во время их работы по восьми независимым каналам.
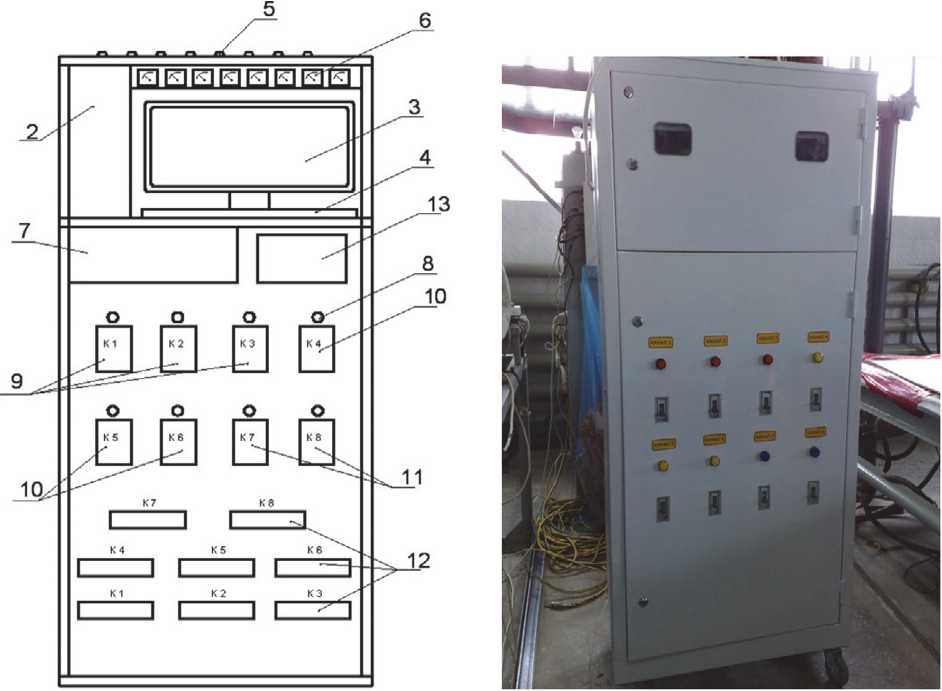
Рис. 3. Шкаф управления (вид спереди):
2- системный блок компьютера; 3 - монитор компьютера; 4- клавиатура; 6 - амперметры, индицирующие ток потребляемый нагревательными элементами оснасток; 7 - восьмиканальный микропроцессорный блок обработки измерительной информации и управления нагревом; 8 - индикатор включения силового питания для каждого из восьми каналов; 9 - автоматические выключатели каналов № 1,2,3; 10 - автоматические выключатели каналов № 4,5,6; 11 - автоматические выключатели каналов № 7,8; 12 - драйверы трёхфазного тиристорного модуля ДТРВ-6 ДИН; 13 - контроллер температурных контрольных каналов по превышению предельной рабочей температуры оснасток.
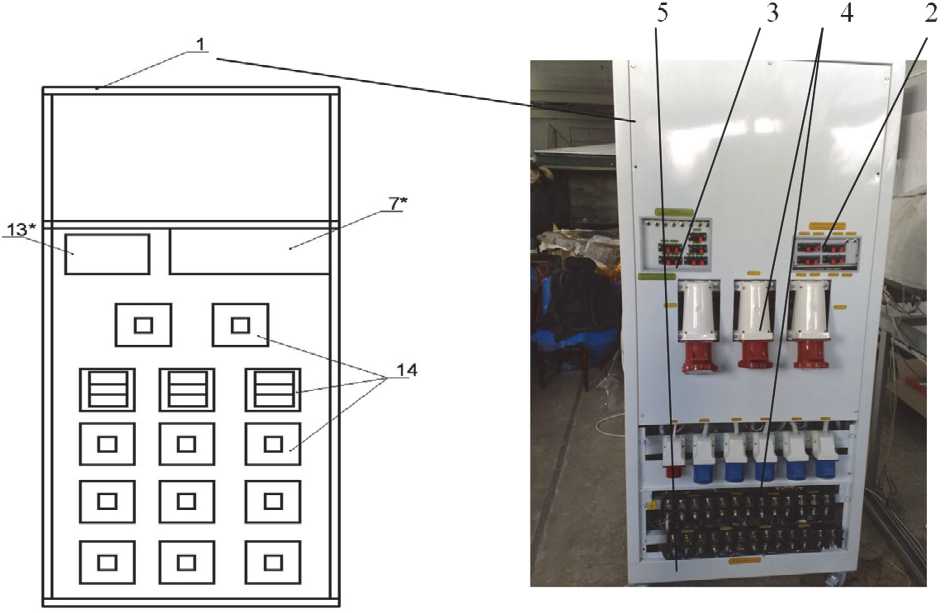
Рис. 4. Шкаф управления (вид с задней стороны):
1 - корпус шкафа управления; 2 - клемные контакты для датчиков температуры управляющих каналов; 3 -клемные контакты для датчиков температуры контрольных каналов; 4 - силовые разъёмы каналов для подключения обогреваемых композитных оснасток; 5 - клемные контакты для подключения трёхфазного напряжения к 8-ми независимым управляющим каналам; 14 - тиристорные модули (тиристорный мосты).
Многолетний опыт применения автоматизированных систем управления подобного класса показал, что можно значительно повысить точность регулирования температуры, оптимизировать время формования деталей из ПКМ и сократить расходы на потребляемую электроэнергию до 20%.
Список литературы Автоматизированная многоканальная системы управления технологическими режимами нагрева при формовании композитных панелей
- Каблов Е.Н. Стратегические направления материалов и технологий их переработки на период до 2030г./В сб. Авиационные материалы и технологии: Юбилейный науч.-технич. сб. (приложение к журналу "Авиационные материалы и технологии"). М.: ВИАМ. 2012. С.7-16.
- Гращенков Д.В., Чурсова Л.В. Стратегия развития композиционных и функциональных материалов./В сб. Авиационные материалы и технологии: Юбилейный науч.-технич. сб. (приложение к журналу "Авиационные материалы и технологии"). М.: ВИАМ. 2012. №5. С. 231-241.
- Бурхан О.Л. Технологический контроль обязателен. М.: Индустрия. 2010. № 26-27. С. 3
- Никитин К.Е., Бурхан О.Л., Постнов В.И., Петухов В.И. Лабораторная установка для исследования и отработки режимов формования ИПФ2003 полимерных композиционных материалов ультразвуковым методом.//Заводская лаборатория. 2008. №4, С.38-40.
- Бурхан О.Л. Компьютер оптимизирует параметры. М.: Индустрия. 2005. № 29. С. 2
- Никитин К.Е., Постнов В.И., Бурхан О.Л., Качура С.М., Рахматуллин А.Э. Методы и средства диагностики технологических процессов изготовления конструкций из ПКМ. Известия Самарского научного центра РАН. 2008. Т. 1. С.45-46.
- Михайлин Ю.А. Конструкционные полимерные композиционные материалы. Издательство НОТ. СПб. 2010. 822 с.
- Постнов В.И., Бурхан О.Л., Петухов В.И. Особенности управления электрическими нагрузками повышенной мощности в выклеечных оснастках. Сб. статей «Проблемы машиностроения и технологии материалов на рубеже веков». Пенза. 2008.Ч 1.С.206-208
- Постнов В.И., Бурхан О.Л., Петухов В.И. Способы повышения точности измерительных каналов управляющей системы обогреваемых оснасток. Сб. статей «Инновации в машиностроении». Пенза. 2008. С.73-76.
- Постнов В.И., Бурхан О.Л., Петухов В.И. Методы повышения качества композитных обогреваемых выклеечных оснасток. Сб. статей «Инновации в машиностроении». Пенза. 2008. С. 76-78
- Постнов В.И., Бурхан О.Л., Петухов В.И. Автоматизированный метод измерение и управления технологическими параметрами формования изделий из ПКМ. Сб. статей «Инновации в машиностроении». Пенза. 2007. С. 202-204.
- Набилкин А.Ю., Кравченко С.А., Бирюков В.П. Автоматизированная система управления формой нежестких валов при токарной обработке. Вестник Самарского государственного аэрокосмического университета. 2012. №3. Ч. 1. С 323-324
- Стрельников С.В., Застрогина О.Б., Вешкин Е.А., Швец Н.И. К вопросу о создании высокоэффективных технологий изготовления панелей интерьера в крупносерийном производстве//Авиационные материалы и технологии. 2011. №4. С. 18-25
