Автоматизированная система обнаружения локальных дефектов токопроводящего покрытия с применением матрицы электродов

Автор: Борминский Сергей Анатольевич, Скворцов Борис Владимирович, Таипова Дилара Раисовна
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Информатика, вычислительная техника и управление
Статья в выпуске: 6-1 т.20, 2018 года.
Бесплатный доступ
В статье рассматриваются проблемы обнаружения поверхностных дефектов токопроводящих покрытий, находящихся под слоем теплоизоляции, топливных баков ракетно-космических аппаратов. Приводится обзор различных методов контроля дефектов, из которых подробно рассматривается метод емкостной дефектоскопии, как наиболее эффективный при контроле больших площадей. Описывается оригинальная конструкция устройства обнаружения локальных дефектов токопроводящего покрытия на основе измерения емкости с помощью матрицы электродов, а также с использованием индуцирующего электрода, для повышения чувствительности и селективности датчика. Описывается алгоритм работы автоматизированной системы.
Локальные дефекты, токопроводящее покрытие, емкостная дефектоскопия, электроды
Короткий адрес: https://sciup.org/148312539
IDR: 148312539 | УДК: 620.192.63
Automated system for detection of local defects in the conductive coating with the use of a matrix of electrodes
The article deals with the problems of detecting surface defects of conductive coatings under a layer of thermal insulation, fuel tanks of rocket and space vehicles. The review of various methods of defect control, of which the method of capacitive flaw detection is considered in detail, as the most effective in the control of large areas. The original design of the device for detecting local defects in the conductive coating based on capacitance measurement using the electrode matrix, as well as using the inducing electrode, to increase the sensitivity and selectivity of the sensor is described. The algorithm of the automated system operation is described.
Текст научной статьи Автоматизированная система обнаружения локальных дефектов токопроводящего покрытия с применением матрицы электродов
ровки может деформироваться, что оказывает влияние на точность контроля ТПП.
-
4) Для перемещения датчика система должна содержать специальное координатно-пози-ционирующее устройство, позволяющее сканировать весь цилиндр бака.
Указанные особенности определяют следующие проблемы при конструировании устройства контроля антистатического покрытия.
-
1) Невысокая точность измерений. В связи с тем, что целью контроля топливных баков является выявление замкнутых дефектов, необходимо исключить регистрацию остальных видов дефектов, некритичных для эксплуатации топливного бака.
-
2) Низкое быстродействие, связанное с большими площадями сканирования и особенностями идентификации дефектов.
-
3) Отсутствие методики метрологического анализа и калибровки бесконтактных устройств контроля замкнутых дефектов ТПП.
Существуют различные методы неразрушающего контроля металлических изделий и покрытий, однако у большинства методов есть существенное ограничение при контроле многослойных крупногабаритных изделий. Также следует отметить, что использовать при больших площадях визуальный контроль нецелесообразно ввиду высокого влияния человеческого фактора. Кроме того, из-за повреждения токопроводящего слоя под лакокрасочным покрытием визуальный контроль может пропустить опасный дефект.
Были рассмотрены следующие методы неразрушающего контроля, их возможности и преимущества [4-5]:
-
1) Оптический метод неразрушающего контроля. Обладает высоким быстродействием, для обеспечения работоспособности требуется
источник излучения, приёмное устройство и оптическая система. С помощью данных устройств можно производить измерение сферичности, плоскостности, размеров дефектов, коэффициентов пропускания, отражения, поглощения и т.д. Применение метода возможно только при условии прозрачности лакокрасочного покрытия.
-
2) Радиационный метод неразрушающего контроля. Для проведения исследований используются рентгеновские аппараты, источники рентгеновского излучения, видеоконтрольное оборудование. С помощью радиационного контроля возможно выявление трещин, раковин, не проваренных сварочных швов, зазоров, перекосов, шлаковых включений и т. д. Требуется при организации контроля выполнение требований и норм радиационной безопасности.
-
3) Магнитный метод контроля. Для реализации требуется намагничивающее устройство, воспроизводящее устройство, размагничивающее устройство, блок формирования намагничивающего тока, порошок из ферромагнетиков и т.п. В основу работы положен метод регистрации магнитных полей рассеяния, возникающих над дефектами. Недостатком метода является узкая применимость – исследовать можно только парамагнитные вещества, многослойные структуры контролировать невозможно.
-
4) Акустический (ультразвуковой) метод контроля. Для применения метода используются акустико-эмиссионные системы, датчики, предварительные усилители, устройства регистрации, обработки сигналов, устройство оперативного отображения. Метод позволяет контролировать дефекты в глубине материала, однако, контроль многослойных структур и тонких плёнок является затруднительным.
-
6) Радиоволновой метод контроля. В основе метода лежит принцип высокочастотной электромагнитной локации, в работе используются радиоволновой дефектоскоп, толщиномер, структуроскоп и т. д. состоящие из антенны, СВЧ-генератора, СВЧ-приемника, линзы для создания плоского фронта волны. Метод также позволяет контролировать дефекты в глубине материала, однако материал должен быть радиопрозрачным. Кроме того, контроль многослойных структур является затруднительным.
-
8) Электростатический (электроёмкостный) контроль. Данный метод обеспечивает определение границ кольцевых трещин в токопроводящем покрытии и границ участков без токопроводящего покрытия под лакокрасочным покрытием. Особенностью метода является определение только участков без токопроводящего покрытия и участков, отделенных от основного токопроводящего покрытия кольцевыми микротрещинами, т. е. в случае отсутствии гальванической связи между этими участками.
Метод эффективен для контроля крупных дефектов и многослойных структур. Электроёмкостной метод позволяет выявить участки под лакокрасочным покрытием без токопроводящего покрытия или участки токопроводящего покрытия без гальванической связи с остальным токопроводящим покрытием на топливных баках.
Из всех вышеперечисленных методов для контроля целостности выбран электроёмкост-ной метод контроля, поскольку он обладает возможностью определять опасные кольцевые дефекты, в том числе под слоем внешнего лакокрасочного покрытия, а также отличается высоким быстродействием.
Существуют различные технические решения, основанные на электроёмкостном методе контроля [6]. На рисунке 1 изображён топливный бак, с нанесёнными на него слоями теплоизоляции, токопроводящим и лакокрасочным покрытиями. Над контролируемой поверхностью размещают с постоянным зазором плоский электрод, который устанавливают на подвижном электроприводе. Поверхность токопроводящего покрытия и поверхность плоского электрода образуют конденсатор. Перемещая плоский электрод возвратно-поступательно вдоль поверхности токопроводящего покрытия измеряют электрическую емкость конденсатора, при этом контролируемый объект вращают перпендикулярно относительно движения плоского электрода с шагом соизмеримым с 0,5 ширины плоского электрода [7].
Сигнал, пропорциональный емкости, поступает на блок управления, в котором происходит сравнение полученной емкости с эталонной. Эталонную емкость получают расчетным путем или экспериментально. Если емкости не равны, отмечают наличие дефекта на токопроводящем покрытии. Величина возникающей ёмкости зависит от размеров участка плоского электрода, участвующего в её формировании в соответствии с формулой (1).
На рисунке 2 представлен примерный вид изменения значения ёмкости при перемещении электрода. Блок управления непрерывно сравнивает текущую ёмкость с эталонным значением С0 и определяет разность между этими величинами ∆С.
∆С = С0 – С. (1)
Допустимая разница ∆Сдоп между сравниваемыми параметрами также определяется по результатам экспериментальной отработки, исходя из совокупности факторов, влияющих на точность регистрации значения и требуемой чувствительности в нахождении дефектов. В случае если ∆С превышает ∆Сдоп блок управления фиксирует наличие дефектной области на токопроводящем покрытии и выдаёт в устройство обозначения области расположения дефек-
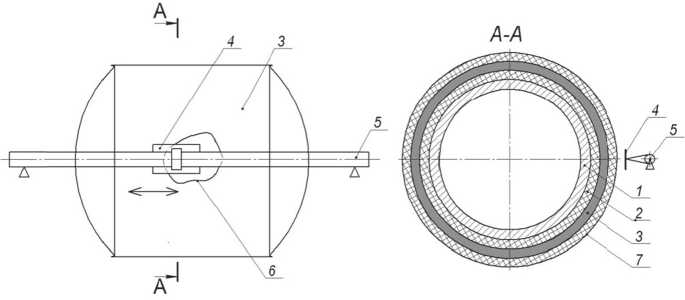
Рис. 1. Способ емкостного контроля ТП на диэлектрическом материале:
1 – топливный бак, 2 – теплоизоляция, 3 – токопроводящее покрытие, 4 – плоский электрод, 5 – сканирующее устройство, 6 – участок образованный замкнутой трещиной,
7 – слой защитной эмали
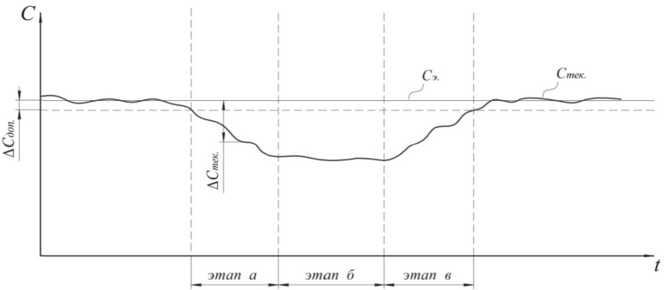
Рис. 2. Изменение емкости при перемещении электрода над дефектом
та управляющий сигнал включения. Если эта разность возвращается в диапазон допустимых значений, то сигнал выключения.
Для улучшения метрологических характеристик устройство дополнительно оснащается матрицей измерительных электродов [8]. При перемещении платформы над дефектом токопроводящего покрытия уменьшается ёмкость первого измерительного электрода, что сказывается на отношении C2/C1, блок обработки по изменению отношения фиксирует границу данного дефекта и передаёт координаты оператору. Для дополнительного контроля по ходу движения установлен третий электрод, тогда отношение ёмкостей C3/C2 будет с некоторым запаздыванием повторять отношение C2/C1, что используется для повышения надёжности в созданном устройстве.
Наличие трёх измерительных электродов, расположенных перпендикулярно направлению движения повышают площадь анализа, а, следовательно, и скорость поиска дефекта. Следует также отметить, что увеличение количества электродов обеспечивает значительный рост быстродействия и стабильности определения дефекта, при этом незначительно усложняет схему обработки. Дополнительным преимуществом использования матрицы плоских измерительных электродов является возможность вычисления наклона платформы относительно токопроводящего покрытия на неповреждённых участках и использование данной информации для корректировки измерений.
Для увеличения чувствительности устройства к дефектам в токопроводящем покрытии, размер которых превышает размер электрода, в предложенную конфигурацию устройства добавляется индуцирующий электрод, окружающий матрицу измерительных электродов и подключённый к выходу опорного генератора, расположенного в блоке измерения ёмкости (рисунок 3).
Устройство работает следующим образом. Позиционер перемещает платформу с расположенной на ней матрицей плоских измерительных электродов вдоль слоя токопроводящего покрытия. Плоские измерительные электроды образуют с токопроводящим покрытием конденсаторы, ёмкость которых измеряется блоком измерения ёмкости. Данные о ёмкости конденсаторов передаются в блок обработки, который также управляет позиционером. На индуцирующий электрод, расположенный по периметру от измерительных электродов, подаётся переменное напряжение от опорного генератора, обязательно присутствующем в любом измерителе ёмкости, что повышает чувствительность к определению крупных дефектов.
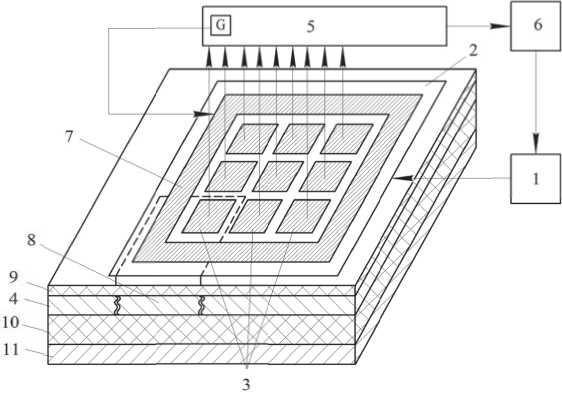
Рис. 3. Конструкция устройства:
1 – позиционер, 2-платформа, 3 - матрица плоских измерительных электродов, 4 - слой контролируемого токопроводящего покрытия (ТПП), 5 - блок измерения ёмкости, 6- блок обработки, 7 - индуцирующий электрод , 8 - изолированная область ТПП, образованная замкнутой трещиной, 9 - слой защитного диэлектрического покрытия, 10 - диэлектрический материал , 11- металлическая стенка топливного бака
Для пояснения принципа работы используем самую простую конфигурацию датчика,
токопроводящего покрытия. Тогда ток через амперметр будет максимальным и составит:
состоящего из одного измерительного электрода, окружённого по периметру индуцирующим электродом (рисунок 4).
Известно, что в блоке 5 электрический ток I через амперметр А пропорционален измеряемой ёмкости C и связан соотношением:
I = — = U to C , ZS
S
C U to
где U - напряжение опорного генератора; го -угловая частота опорного генератора.
Примем допущение, что краевые эффекты у образуемых электродами конденсаторов малы и их ёмкость пропорциональна площади электродов. Предположим, что измерительный электрод находится над неповреждённым участком
где CS – ёмкость, образованная измерительным электродом 3 и ТПП;
– реактивное сопротивление получаемого конденсатора.
При нахождении сенсора полностью над повреждённым участком ТПП ток через амперметр будет меньше и в случае отсутствия индуцирующего электрода составит:
I =
U
Z + Z
SD
где ZS – реактивное сопротивление конденсатора,
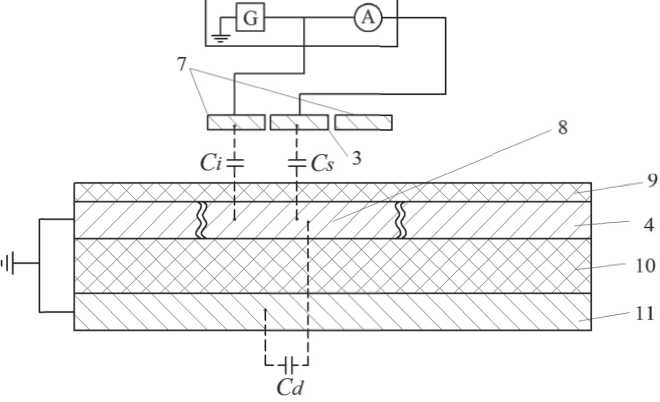
Рис. 4. Конструкция устройства
образованного стенкой топливного бака и дефектным участком ТПП. Из выражения (4) следует, что при большом размере дефекта и, соответственно, малом его сопротивлении Zd<< ZS отличие тока между повреждённым (4) и неповреждённым (3) участком ТПП будет незначительно, что затрудняет фиксацию таких дефектов.
В случае введения индуцирующего электрода, расположенного также над дефектом ТПП, в цепи появляется ёмкостное сопротивление Zi, включённое параллельно с сопротивлением ZS. Используя законы электротехники, можно получить выражение для тока в получившейся цепи:
I =
U
Z
Z + Z (1 + ^)
S D Z i
Из (5) следует, что в случае Zs>>Zi при нахождении над дефектным участком происходит значительное изменение тока, что повышает чувствительность.
Для более точной оценки метрологических характеристик полученного устройства введём коэффициент n, равный отношению площади индуцирующего электрода к площади измерительного электрода. Ёмкостные сопротивления тогда будут связаны обратными величинами:
Z1 = ~ . (6)
n
Подставив (6) в (5) получаем ток через ам- перметр:
I =____ U____
Z + Z ( n + 1) .
SD
С другой стороны, если изготовить единый измерительный электрод той же общей площадью, что и индуцирующий электрод вместе измерительным, то есть площадью в n+1 раз больше, то с учётом (4) получим:
I = U = U ( n + 1)
= Z. ~ Z + Z ( n + 1) .
—— + Z S Dv 7
n + 1 D
Выражения (7) и (8), отличаются только статическим коэффициентом n+1, что означает, что в обоих случаях при движении всего датчика с целого на повреждённый участок ТПП относительное изменение ёмкости будет одинаковым. Следовательно, для контроля, конструкция из одного небольшого измерительного электрода совместно с индуцирующим электродом получается эквивалентна такому же по площади единому измерительному электроду, только весь сигнал в первом случае будет меньше амплитудой в n+1 раз. При этом предлагаемый датчик с индуцирующим электродом является более предпочтительным, нежели единый измерительный электрод большей площадью по ряду причин:
-
1. Измерительный электрод большой площади теряет чувствительность к небольшим дефектам ТПП. Из расчётов следует, что максимальная чувствительность обеспечивается для дефектов ТПП, равным по площади измерительному электроду. При увеличении площади измерительного электрода дефект не попадает целиком под пластину, а целые участки ТПП образуют с электродом дополнительную ёмкость, уменьшая изменение тока и тем самым снижая чувствительность датчика.
-
2. При малой площади измерительного электрода проще найти координаты дефекта. Изменения ёмкости при движении платформы происходят динамичнее.
-
3. При применении матрицы измерительных электродов соседние измерительные электроды также начинают выполнять друг для друга роль индуцирующих, поскольку подключены к тому же опорному генератору. Внешний индуцирующий электрод 7, расположенный по периметру, с одной стороны, выравнивает условия для всех электродов, с другой стороны обеспечивает увеличение чувствительности к дефектам ТПП большой площади.
ВЫВОДЫ
Дано теоретическое обоснование возможности использования емкостной дефектоскопии для контроля изолированных дефектов ТПП расположенных под двухслойным покрытием, состоящим из теплоизоляции и лакокрасочной эмали. Разработан действующий макетный образец устройства, позволяющий выявлять дефекты площадью от 20 мм2 до 1 м2 при толщине теплоизоляционного покрытия до 40 мм. Максимальная чувствительность обеспечивается для дефектов, площадью от размера единичного измерительного электрода до суммарной площади всех электродов, включая индуцирующий. Данное устройство возможно использовать при разработке технологии контроля ТПП: агрегатного отсека изделия 47КС, на внешней поверхности изделий «Фотон-М» и «Бион-М», на теплозащитном покрытии бака «O» первой ступени изделия «Союз-2». Работа выполнена в Самарском университете при поддержке Минобрнауки России.
Список литературы Автоматизированная система обнаружения локальных дефектов токопроводящего покрытия с применением матрицы электродов
- Овчаренко А.Г. Электростатическая безопасность пожаро- и взрывоопасных производств. Бийск: БТИ АлтГТУ, 2006. 156 с.
- ГОСТ 12.1.010-76 Взрывобезопасность. Общие требования. Введ. 01-01-1978.- М.: Издательство стандартов, 1976. 6 с.
- Самсонов А.С., Скворцов Б.В. Контроль целостности токопроводящего покрытия топливных баков летательных аппаратов // Авиакосмическое приборостроение. 2015. №9. С. 34-40.
- Неразрушающий контроль: Справочник: В 8 т. / Под общ. ред. В. В. Клюева. Т. 1: в 2 кн. Кн. 1: Ф.Р. Соснин. Визуальный и измерительный контроль. Кн. 2: Ф.Р. Соснин. Радиационный контроль. 2-е изд., испр. М.: Машиностроение, 2006. 560 с.
- Ланге Ю.В. Акустические низкочастотные методы и средства неразрушающего контроля многослойных конструкций. М.: Машиностроение, 1991. 272 с.
- Самсонов А.С. Устройства бесконтактного контроля токопроводящих покрытий топливных баков летательных аппаратов: дис. … канд. тех. наук: 05.13.05: защищена 09.12.2016 / Самсонов Александр Сергеевич. Самара, 2016. - 165 с.
- Пат. 2504730 Российская Федерация МПК G01B7/02 Способ контроля целостности токопроводящего покрытия на диэлектрическом материал / Самсонов А.С., Никонов А.И., Прокофьев В.В., Филатов А.Н., Помельников Р.А.; заявители и патентообладатели: АО «РКЦ «Прогресс» и ФГБОУ ВПО «СамГТУ». - № 2012130998/28; заявл. 19.07.2012; опубл. 20.01.2014, Бюл № 2.
- Пат. 2504730 Российская Федерация МПК G01N 27/24 Устройство контроля целостности токопроводящего покрытия, нанесённого на диэлектрический материал / С.А. Борминский, Б.В. Скворцов, А.С. Самсонов; заявители и патентообладатели: Самарский университет. № 2017125741, заявл. 18.07.2017; опубл. 25.12.2017, Бюл № 36.
