Автоматизированное проектирование тары для транспортировки панелей гражданского самолета

Автор: Полянсков Юрий Вячеславович, Павлов Павел Юрьевич, Блюменштейн Алексей Александрович, Мешихин Александр Александрович
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 4 т.21, 2019 года.
Бесплатный доступ
В настоящее время в производстве высокотехнологичной авиационной техники принимают участие большое количество предприятий кооперантов, образующих центры компетенции по производству различных частей, агрегатов и деталей летательных аппаратов. Такое разделение производства приводит к необходимости транспортировки комплектующих и изделий от завода изготовителя до завода сборщика. В число транспортируемых изделий также входят и различные крупногабаритные элементы планера самолета. Для сохранности транспортируемых изделий проектируется и изготавливается специальная тара, что также отражается на сроках конструкторско-технологической подготовки производства. В данной статье будет рассматриваться процесс проектирования тары для транспортировки конструктивных элементов планера и возможности его автоматизации.
Сапр, электронная модель, авиация, производство, проектирование, тара, крепеж
Короткий адрес: https://sciup.org/148314189
IDR: 148314189 | УДК: 658.512
Automated designing of tare for transport of civil airplane panels
Currently, a large number of cooperative enterprises, which form the centers of competence for the production of various parts, assemblies and parts of aircraft, take part in the production of high-tech aviation equipment. This division of production leads to the need to transport components and products from the manufacturer to the factory assembler. The number of transported products also includes various large-sized elements of the airframe. For the safety of transported products designed and manufactured special packaging, which also affects the timing of design and technological preparation of production. This article will consider the process of designing containers for transporting the structural elements of the airframe and the possibility of its automation.
Текст научной статьи Автоматизированное проектирование тары для транспортировки панелей гражданского самолета
Себестоимость продукции является одним из ключевых факторов конкурентоспособности как на отечественном, так и на мировом рынках. В настоящее время на авиастроительных предприятиях активно внедряется концепция PLM, подразумевающая внедрение цифровых технологий на каждом этапе жизненного цикла изделия. При запуске нового изделия особое значение уделяется технологической подготовке производства, в совершенствовании которой заложен большой резерв для повышения эффективности производства и качества продукции.
В данной статье рассматривается процесс проектирования тары для транспортировки панелей самолета как неотъемлемой части технологической подготовки производства при условии участия большего количества производителей комплектующих.
Основной особенностью конструкции планера самолета является малая жесткость отдельных деталей и сборок. Их транспортировка, в
первую очередь, связана с проблемой предотвращения возникновения деформаций от различных нагрузок, возникающих при перевозке [8]. Поэтому на этапе проектирования специальной тары инженеру-конструктору необходимо учитывать возникающие нагрузки и принимать соответствующие конструктивные решения для обеспечения сохранности при транспортировке.
Одним из примеров перевозимых изделий является панель самолета, которая приведена на рисунке 1.
Далее рассмотрим типовую конструкцию специальной тары для перевозки самолетной панели.
1. КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ ТАРЫ
Габаритные размеры тары для транспортировки зависит от внутренних габаритов панелей самолета. Вместе с тем размеры тары должен быть увязан с размерами средств транспортировки. Она может осуществляться автомобильным, железнодорожным, воздушным, водным транспортом или смешанно. Каждый вид транспорта может накладывать свои ограничения на габариты погрузки. На размеры также влияют погрузочно-разгрузочные работы. Может потребоваться производить их с применением специальных приспособлений, которые необходимо перевозить совместно с панелями
В зависимости от технологического членения, транспортировке подлежат как отдельные детали, так и группы. Для предотвращения деформаций применяются ложементы, грань или грани которых частично или полностью повторяют контур перевозимого изделия, с учетом определенной
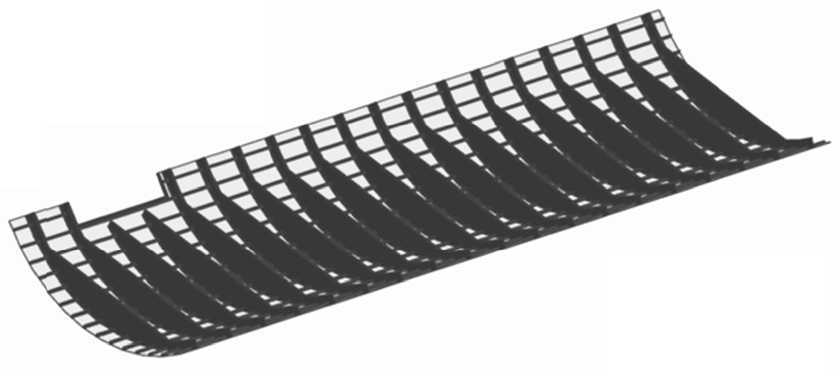
Рис. 1. Панель фюзеляжа самолета
эквидистанты, которая представляет собой толщину амортизирующего материала. Конструкция ложементов зависит от выбранной схемы расположения изделия в таре. При транспортировке группы изделий в одной таре возможно располагать их как вертикально, так и горизонтально, в несколько ярусов. Чтобы исключить вибрацию и предотвратить возможные смещения в процессе транспортировки панели фиксируются балками, рубильниками или натяжными ремнями.
Основание тары выбирается в зависимости от общей массы предполагаемого груза, типа и габаритов тары, а также расчета удельной нагрузки. Крышка изготавливается съемной. Предусматривается карман для хранения сопроводительной документации.
Пример специальной тары представлен на рисунке 2.
Далее рассмотрим процесс создания конструкции специальной тары для перевозки авиационных конструкций.
2. ПОСТАНОВКА ЗАДАЧИ
Проектирования тары, как и любого оснащения, начинается с разработки технологического процесса упаковки панели самолета и формирования технического задания (ТЗ) на проектирование тары [1, 2, 3, 4, 6].
После получения ТЗ на разработку тары и его анализа инженер-проектировщик начинает выбор концепции будущей тары. При проектировании тары проектировщик, как правило, руководствуется большим количеством стандартов ГОСТы, ОСТы, СТП, а также собственным опытом и опытом предприятия. Так выбор основания тары производится исходя из габаритов перевозимого изделия и его веса. Выбор сортамента и шаг поперечных и продольных балок тары производится исходя из массы изделия, условий эксплуатации и требований прочности с учетом конструктивных особенностей, обусловленных требованиями ТЗ.
После выбора всех необходимых параметров проектировщик создает электронные модели деталей (ЭМД) и сборочных единиц (ЭМСЕ) тары. После создания электронных моделей по ним разрабатываются чертежи и результаты процесса проектирования в виде электронной конструкторской документации загружаются в базу данных предприятия.
Оформленная конструкторская документация передается на изготовление. В данном случае это может быть специальный цех или сторонняя организация. Далее изготовленная тара принимается контроллером на соответствие конструкторской документации и испытывается по методике, заложенной проектировщиком.
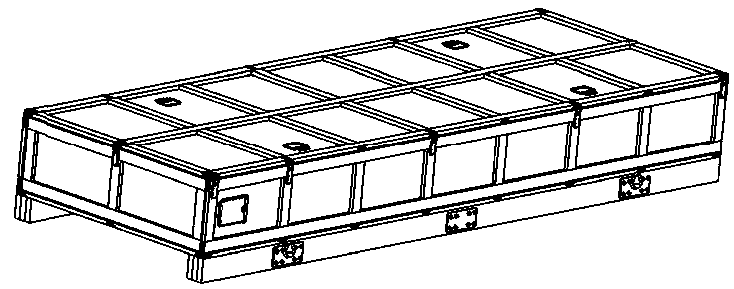
Рис. 2. Пример специальной тары
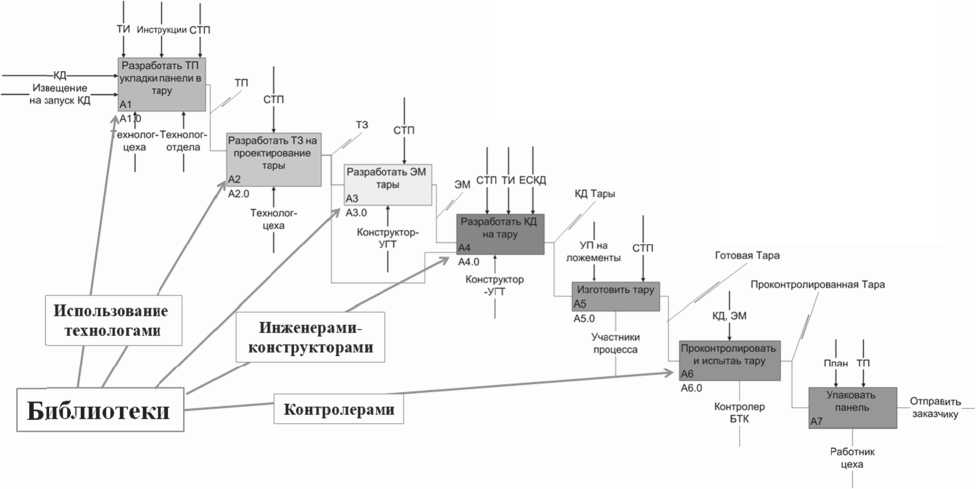
Рис. 3. Жизненный цикл тары
После чего тара передается цеху потребителю, где в нее укладывается панель и отправляется заказчику.
Кратко жизненный цикл тары изображен на рисунке 3.
После анализа существующего процесса проектирования специальной тары в условиях жизненного цикла авиационного изделия можно сделать вывод, что инженер применяет большое количество типовых технических решений, которые возможно формализовать и автоматизировать с помощью внутренних существующих средств применяемой САПР Siemens NX [5, 9, 10, 11], а так же собственных разработок НИЦ CALS-технологий УлГУ.
К таким решениям можно отнести студию разработки шаблонов и библиотеки повторного использования в Siemens NX, справочник нормативной документации (в данном случае на АО “Авиастар-СП” используется NormaCS), а так же разработанные НИЦ CALS-технологий библиотеки стандартных, типовых и покупных изделий и различные модули для автоматизации проектной деятельности инженера.
Студия разработки шаблонов предназначена для разработки параметризированных моделей со встроенным меню для настройки отдельных параметров электронной модели детали или сборочной единицы.
Наиболее трудоемким этапом разработки электронной модели сборочной единицы специальной тары является создание корпуса и основания, а разработка ложементов является индивидуальной в каждом конкретном случае и трудно поддается автоматизации на текущем этапе и может быть рассмотрено в качестве дальнейшего развития данной работы.
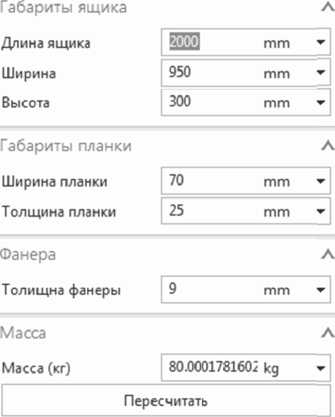
В связи с этим сотрудниками НИЦ CALS-технологий УлГУ разработана параметрическая модель тары, основными переменными которой являются: длина, ширина и высота ящика; ширина и толщина планок; толщина фанерного листа.
Меню изменения параметров и пример параметрической электронной модели, созданной в «студии разработки шаблонов» [5, 7] приведены на рисунке 4.
Остальные конструктивные параметры тары (количество и шаг продольных и поперечных балок ящика и основания) являются сложно формализуемыми и на данном этапе, задаются конструктором вручную через меню. В дальнейшем возможна автоматизация задания шага и количества поперечных и продольных силовых элементов с помощью разработки специальных модулей, которые в зависимости от внутренних габаритов ящика и массы перевозимого изделия будут производить расчеты по формулам, приведенным в указанных ранее стандартах на проектирование тары или по применяемым на конкретном предприятии формулам расчета.
Для быстрого доступа к параметризованным элементам из диалогового меню Siemens NX решено доработать и применить встроенную библиотеку повторного использования. Обновление библиотеки повторного использования производится специализированным приложением, разработанным сотрудниками НИЦ CALS-технологий УлГУ. Приложение связывается с PDM-системой предприятия и создает необходимую структуру каталогов в «библиотеке повторного использования» Siemens NX. При добавлении элемента в сборку производится его настройка.
Также стоит отметить, что расстановка крепежных деталей является достаточно трудоем-
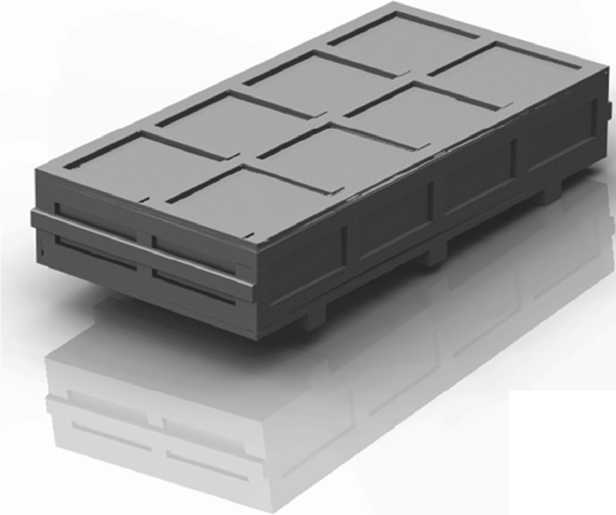
Рис. 4. Меню изменения параметров с использованием «студии разработки шаблонов»
0 Настройка ящика О X
ОК Применить Отмена
ким процессом. Для упрощения операции доработан стандартный модуль Siemens NX по выбору и расстановки крепежа. Необходимость доработки Siemens NX обусловлена наличием крепежей исключительно западных стандартов, что затрудняет их использование в российской авиационной отрасли. Сотрудниками НИЦ CALS-технологий УлГУ произведена настройка конфигураций пакетов крепежей и добавлена номенклатура крепежа по ГОСТ и ОСТ (Рисунок 5). Электронные модели крепежа были встроены в библиотеку повторного использования.
Средствами Siemens NX создан файл с расширением «.krx», с помощью которого производится динамическое изменение характеристик загружаемых элементов в сборку (Рисунок 6).
-
3. ЭЛЕКТРОННЫЙ КАТАЛОГ
СТАНДАРТНЫХ ЭЛЕМЕНТОВ СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
Электронный каталог стандартных изделий средств технологического оснащения (СТО) разработан сотрудниками НИЦ CALS-технологий для CAD-системы Siemens NX. Специалисты произвели наполнение базы стандартных элементов согласно ограничителям авиационного предприятия АО «Авиастар-СП» (Рисунок 7). Электронные модели и информация о них хранится в PDM-системе предприятия согласно принятым регламентам. Количество исполнений электронных моделей в базе каталога стандартных элементов СТО превышает 30 тыс.
L Create/Edit KRX file
Output
Output File
[c:\Prograin Files\UGS\HX 7.5\nxparts\Reuse Library |
Files
3}
?
?
Перейдем к рассмотрению собственного каталога стандартных изделий.
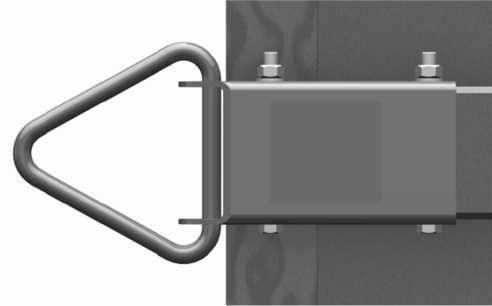
Рис. 5. Сформированный пакет крепежа
Primary Parameters
THREAD_MAJOR_DIAMETER DO
H
О
AutO-matching
Parameter Descriptive Name
DIAMETER d
DO
D
H
H
| T HREAD MAJOR D"n^ [q^|arge5t or equa|^ ^
О Next smallest or equal to(<=) (e)Same size as(=)
?
OK } | Apply 1 £ Cancel 1
Рис. 6. Параметризация электронных моделей крепежа
о^ Каталог элементов

Файл Общая информация Операции с элементами Множественная загрузка Операции с БД Настройки
ГОСТ 7795-70. Болты с шестиг^
В- СБОРНИК№1. ДЕТАЛИ И УЗЛЫ ОБШ Болты
Выгрузить деталь
Выгрузить все
Назвало
Болты с шестигранной уменьшенной головкой и направляющим подголовником (норм
■ ГОСТ 7796-70. Болты с шестип ♦ ГОСТ 7798-70. Болты с шестип Е- ГОСТ 7805-70. Болты с шестип ГОСТ 9047-69. Болты Г-образне ГОСТ 9048-69. Болты со сфери к ГОСТ 12201-66. Болты быстрое 6-ГОСТ 12459-67. Болты усиленн н- ГОСТ 13152-67. Болты к пазам ГОСТ 14724-69 Болтыоткиднь V- ОСТ 1.51692-73. Болты Фукдам ГОСТ 4751 -73. Рым-Болты и гн.
Болты с шестигранной уменьшенной го лов#; ой и направляющим подголовником (норм.
Болты с шестигранной уменьшенной головкой и исправляющим подголовником (норм
Болты с шестигранной уменьшенной го лов#; ой и направляющим подголовником (норм. Болты с шестигранной уменьшенной головкой и направляющим подголовником (норм. Болты с шестигранна') уменьшенной головкой и направляющим подголовником (норм. Болты с шестигранной уменьшенной головкой и направляющим подголовником (норм. Болты с шестигранной уменьшенной головкой и направляющим подголовником (норм. Болты с шестигранна') уменьшенной го лов#; ой и направляющим подголовником (норм. Болты с шестигранна') уменьшенной головкой и направляющим подголовником [норм Болты с шестигранна') уменьшенной головкой и направляющим подголовникам (норм. Болты с шестигранна") уменьшенной головкой и направляющим подголовником (норм. Болты с шестигранной уменьшенной головкой и направляющим подголовником (норм. Болты с шестигранна') уменьшенной го лов#; ой и направляющим подголовникам (норм. Болты с шестигранной уменьшенной головкой и направляющим подголовником (норм. Болты с шестигранна') уменьшенной головкой и направляющим подголовникам (норм. Болты с шестигранна") уменьшенной головкой и направляющим подголовником (норм. Болты с шестигранна') уменьшенной головкой и направляющим подголовником (норм. Болты с шестигранна") уменьшенной го лов#; ой и направляющим подголовникам (норм Болты с шестигранной уменьшенной головкой и направляющим подголовником (норм Болты с шестигранна') уменьшенной головкой и направляющим подголовникам (норм v
Название элемента х
Обозначение элемента:
ГОСТ:
Масса элемента:
| 100000.(^1 -| 100000.0^1
D:
Ю:
1-100000,(^1 -|l00000,0^j
1-100000.(^1 -|100000.0й1
Р1Г<-4т
_____________"------------------------I
0В I1 ill/4 00
Загрузить данные
Элемент: Болты с шестигранной уменьшенной головкой и направляющим подголовником (нормальной точности)
Рис. 7. Каталог стандартных элементов СТО
элементов и исключает дублирование работ по проектированию элементарных позиций.
Для работы с приложением инженер-конструктор запускает программное обеспечение из среды Siemens NX и производит выбор необходимой группы элементов в дереве каталога. В приложении предусмотрен динамически формируемый поиск в зависимости от набора параметров группы элементов. Кроме того, предусмотрен интерактивный вывод группы элементов в графическое окно Siemens NX для визуального подбора необходимых элементов и последующего их добавления в сборку.
ЗАКЛЮЧЕНИЕ
В статье рассмотрены конструктивные особенности тары для транспортировки авиационных изделий, а также возможность автоматизации процесса ее проектирования. Для этого рассмотрено применение студии разработки шаблонов в которой создан параметрический каркас транспортировочной тары и разработана база стандартных и покупных изделий.
Предлагаемые решения позволяют повысить производительность инженера-проектировщика за счет автоматизации часто повторяющихся и рутинных операций при разработке конструкторской документации. Апробация предлагаемых решений была проведена при выполнении опытно-конструкторских работ для АО “Авиастар-СП”. При проектировании типовых вариантов тары трудоемкость проектирования сокращается до 80% и сводится к позицио- нированию новых вариантов панелей самолета и дополнению сопроводительной информации на полях чертежа. Обновление всей информации производится за счет автоматизированных связей Siemens NX.
Список литературы Автоматизированное проектирование тары для транспортировки панелей гражданского самолета
- Боргест Н.М. Онтология проектирования. Теоретические основы. Ч. 1. Понятия и принципы. 2-е изд. Самара: СГАУ, 2010. 91 c.
- Боргест Н.М. Создание и использование автоматизированной базы опыта проектной организации Ульяновск: УлГТУ, 2012. 360 c.
- Братухин А.Г., Иванов Ю.Л. Современные технологии авиастроения. М.: Машиностроение, 1999. 832 c.
- Бурдо Г.Б., Семенов Н.А., Исаев А.А. Интеллектуальные процедуры проектирования технологических процессов в интегрированных САПР // Программные продукты и системы. 2014. № 1 (105). C. 60-64.
- Данилов. Ю., Артамонов И. Практическое использование NX. М.: ДМК Пресс, 2011. 332 c.
