Бетон для 3D-печати с особыми декоративными и технологическими свойствами

Автор: Славчева Г.С., Бритвина Е.А., Шведова М.А.
Журнал: Строительство уникальных зданий и сооружений @unistroy
Статья в выпуске: 3 (108), 2023 года.
Бесплатный доступ
Объект исследования – декоративный бетон, распечатанный на 3D-принтере. Было исследовано влияние типа цемента и дозировки пигмента оксида железа на кинетику схватывания и выделение тепла как важную характеристику смесей для 3D-печати. Материалы и методы. Были использованы два типа смесей для 3D-печати. Состав их смеси регламентировался маркой цемента (серый ЦЕМ I 42,5 и белый ЦЕМ I 52,5 R) с различным содержанием фазы и дозировкой пигмента. Использовался неорганический синтетический пигмент на основе оксида Fe2O3. Кинетику схватывания изучали пенетрометрическим методом. Тепловыделение контролировали с помощью контактного спиртового термометра. Методами рентгеноструктурного анализа и РЭМ-микроскопии оценена микроструктура и гидратно-фазовый состав. Пластичность и стабильность формы определяли по результатам методов реометрии сжатия. Прочность на сжатие измеряли по ГОСТ 10180-2012 «Бетоны. Методы определения прочности с использованием эталонных образцов». Полученные результаты. Кинетика схватывания смесей для 3D-печати зависит от сочетания типа цемента и дозировки пигмента оксида железа. Выделение тепла зависит от дозировки железооксидного пигмента, поскольку сочетание алюминатной фазы метакаолина и железооксидного пигмента в смеси определяет ускорение образования гидратной фазы. Температура увеличивается в 1,2 – 1,3 раза и в 2,5 – 2,7 раза для систем на основе серого цемента и белого цемента соответственно. Сочетание высокопрочного белого цемента (ЦЕМ I 52,5 Р) с высокоактивным алюмосиликатным модификатором и железооксидным пигментом приводит к технологически недопустимому снижению схватывания. В результате открытое время смесей на основе белого цемента составляет 15 мин. Заключение. Высокое тепловыделение и быстрая кинетика схватывания приводят к технологически неприемлемому ускорению процесса схватывания и сокращению открытого времени. Проектирование смесей для 3D-печати должно основываться на настройке управления процессом.
Аддитивное производство, 3d-печать, декоративные смеси, железооксидный пигмент, технологические свойства, открытое время, тепловыделение, кинетика схватывания
Короткий адрес: https://sciup.org/143180505
IDR: 143180505 | УДК: 69 | DOI: 10.4123/CUBS.108.5
3D-printable concrete with specific decorative and technological properties
The object of research is a 3D-printable decorative concrete. The effect of the cement type and the iron oxide pigment dosage on the setting kinetics and heat release as the significant characteristic of 3D-built printable mixtures has been investigated. Materials and Methods. Two types of 3D-built printable mixtures have been used. Their mix design was regulated by the kind of cement (gray CEM I 42.5 and white CEM I 52.5 R) with the different content of the phase and dosage of the pigment. The inorganic synthetic pigment based on Fe2O3 oxide was used. The setting kinetic was studied by the penetrometric method. The heat release was controlled using a contact alcohol thermometer. The X-ray and SEM-microscopy methods were used to evaluate the microstructure and hydrate phase composition. The plasticity and shape stability were carried out based on the results of squeeze rheometry methods. The compressive strength was measured according to Russian State Standard GOST 10180-2012 "Concretes. Methods for strength determination using reference specimens". Results. The setting kinetic of 3D-built printable mixtures depends on a combination of cement type and iron oxide pigment dosage. The heat release depends on the iron oxide pigment dosage because the combination aluminate phase of metakaolin and iron oxide pigment in the mix determines the acceleration of hydration phase formation. The temperature increases 1.2 - 1.3 times and 2.5 - 2.7 times for gray cement-based and white cement-based systems, respectively. The combination of a high-strength white cement (CEM I 52.5 R) with a highly active aluminosilicate modifier and iron oxide pigment causes a technologically unacceptable setting reduction. As a result, the open time of white cement-based mixtures is 15 min. Conclusion. The high heat release and fast setting kinetic lead to a technologically unacceptable acceleration of the setting process and open time reduction. The mix design of 3D-build printable mixtures must be based on setting process control.
Текст научной статьи Бетон для 3D-печати с особыми декоративными и технологическими свойствами
1 Введение / Introduction
Смеси, используемые в процессе 3D-печати, по своим реологическим свойствам существенно отличаются от традиционных композиционных смесей, так как необходимо обеспечить безопалубочный процесс печати. Для получения в процессе печати качественных изделий, состоящих из сплошных, не трещиноватых слоев, обладающих четкими геометрическими размерами необходимо обеспечить печатным смесям определенные технологические характеристики (перекачиваемость (pumpability) [1], [3], экструдируемость (extrudability, printability) [2]-[5], формоустойчивость (shape retention) [1], [6], [7], работоспособность (buildability, workability)) [8]-[10]. Кроме того, важным является обеспечение неизменности указанных свойств в течение времени, необходимого для осуществления процесса 3D-печати. Такая неизменность оценивается некоторыми авторами по критерию сохранности свойств (open time) [11]–[13], который существенно влияет на качество свеженапечатанных изделий и готовых композитов, а также обеспечивает корректную работу строительного 3D-принтера.
Несмотря на значительное число преимуществ, выход технологии 3D-печати на строительный рынок и ее широкое использование осложняются отсутствием нормированных методов проектирования и строительства 3D-печатных зданий и сооружений, а также ограниченной номенклатурой смесей для 3D-принтеров, которые не обеспечивают получение композитов необходимого функционального назначения и имеют высокую стоимость. Как показано нами ранее в работе [8], данные факторы обуславливают то, что наиболее перспективным направлением развития 3D-печати в строительстве является создание объектов функционально-декоративного назначения для благоустройства городской среды. В связи с этим, смесям для строительной 3D-печати, помимо указанных выше технологических свойств, важно обеспечить эстетическую привлекательность и архитектурную выразительность. Необходимо создание архитектурных композитов, адаптированных по своим технологическим свойствам к процессам строительной 3D-печати.
Анализ научно-технической литературы позволил установить два наиболее популярных способа получения декоративных композитов. Первый способ состоит в придании смесям текстуры природного камня за счет использования наполнителей и заполнителей, отличающихся цветом и размером частиц, реализованный в работах [14], [15]. В этом случае в качестве наполнителя и заполнителя могут выступать как природные минералы (змеевик, гранит, сланец, мраморная крошка и т.п.) [14], так и отходы промышленного производства (конверсионный мел, отходы обогащения – шлаки, шламы и т.п.) [15].
Второй способ заключается в использовании белых и цветных цементов, а также в объемном окрашивании цементных смесей пигментами. Такой подход к получению декоративных композитов представляется наиболее простым и доступным. Согласно исследованиям, представленным в работе [16], при использовании пигментов в виде порошка их дозировка в составе смесей варьируется от 1 до 10 %. Также существует опыт применения пигментов в виде дисперсий. Например, в работе [17] проводили окрашивание самоуплотняющихся цементных композитов красным шламом, который представляет собой отход нефтеперерабатывающего производства и содержит в своем составе ~ 24 % Fe 2 O 3 . Авторами исследовались смеси, в которых производилась частичная замена цемента (2.5%, 5.0% и 7.5%) и наполнителя (25%, 50% и 75%) на красный шлам. Установлено, что независимо от дозировки красный шлам положительно влияет на морозостойкость цементных композитов, а также их стойкость к сульфатной коррозии.
Пигменты по химическому составу можно разделить на органические и неорганические, а по происхождению – на природные и синтетические [16]–[19]. В работах [18], [19] доказано, что для объемного окрашивания цементных композитов целесообразно использовать неорганические синтетические пигменты, поскольку они более длительное время способны сохранять свои красящие свойства под влиянием щелочной среды цементного камня и воздействием факторов окружающей среды.
Все неорганические пигменты можно разделить на два вида:
-
1) соли или основания. Данный вид пигментов способен к реакциям обмена или присоединения с вяжущим или продуктами его гидратации;
-
2) оксиды или смеси различных оксидов. Такие вещества могут выполнять роль центров кристаллизации, при наличии родственной кристаллохимической структуры к минералам цементного клинкера.
Из этого следует, что все неорганические пигменты способны напрямую или косвенно участвовать в процессах гидратации и набора прочности цементных систем [18]. Причем, их прямое действие связано с ускорением процессов кристаллизации основных структурообразующих фаз цементного камня, к которым относятся низко- и высокоосновные гидросиликаты кальция. Косвенное влияние частиц неорганических пигментов проявляется в ускорении процессов формирования гидросульфоалюминатов кальция, которые экранируют фазы гидросиликатов и гидроалюминатов кальция, тем самым замедляя их рост и препятствуя набору прочности.
Наиболее часто для получения окрашенных цементных композитов применяют пигменты желтого, красного, коричневого и черного цветов на основе оксидов железа [19], [20], а также зеленого цвета на основе оксида хрома (III) [20]. В работе [20] показано, что дозировка пигмента, а также форма и размер его частиц оказывают влияние на пластичность композиционной смеси. Авторами установлено, что неорганические красные и желтые пигменты снижают пластичность композиционной смеси, в то время как зеленые и черные пигменты не оказывают на нее влияния при дозировке ниже 9%.
Как правило, при создании декоративных бетонов используется белый портландцемент, который характеризуется выделением большого количества теплоты в процессе гидратации за счет высокого содержания фазы 3 CaO ⋅ Al 2 O 3 [21], [22]. Использование такого вида цемента может затруднить процесс строительной 3D-печати из-за потери печатными смесями их технологических свойств в результате ускорения процесса схватывания [23].
Таким образом, можно предположить, что совместное использование белого цемента и пигментов на основе оксида железа в составе композиционных смесей для строительной 3D-печати может оказывать влияние на процессы структурообразования на ранних и продолжительных сроках твердения, и, соответственно, на технологические свойства печатной смеси и их сохранность во времени.
В статье [24] рассматривается влияние дозировки органического и неорганического пигментов на технологические свойства печатных 3D-смесей (экструдируемость, формоустойчивость) и механические характеристики готовых композитов, полученных с использованием белого цемента. Установлено, что желтый неорганический пигмент состава FeO ( OH ) ⋅ H 2 O при дозировке 2 % улучшает пластичность и формоустойчивость цементной смеси, что позволяет осуществить укладку 16 слоев без видимых дефектов и заметных деформаций. Кроме того, предел прочности при сжатии окрашенного композита увеличивается на 12.3 % по сравнению с эталонной системой без пигмента. Вместе с этим показано, что органический пигмент: медно-фталоцианиновый синий ( C 32 H 16 CuN 8) , положительно влияет на экструдируемость смеси, но снижает ее формоустойчивость и предел прочности при сжатии цементного композита.
Исследования, рассматривающие особенности влияния вида и дозировки пигмента на сохранность технологических свойств декоративных смесей для строительной 3D-печати во времени отсутствуют. В связи с этим, возникает необходимость изучения влияния неорганических пигментов на процессы схватывания, структурообразования и твердения цементных композиционных смесей для строительной 3D-печати на различных видах цемента.
Целью данной работы являлось получение декоративных смесей для строительной 3D-печати с заданными технологическими свойствами при варьировании их компонентного состава по виду цемента и дозировке пигмента на основе Fe 2 O 3 .
В соответствии с поставленной целью были сформулированы следующие задачи исследования смесей и композитов для строительной 3D-печати:
-
1) исследовать влияние вида цемента и дозировки пигмента на основе Fe 2 O 3 на кинетику схватывания и структурообразование с одновременным осуществлением контроля тепловыделения;
-
2) провести оценку критериальных характеристик пластичности и формоустойчивости;
-
3) сформулировать рекомендации к компонентному составу декоративных смесей, обеспечивающему стабильность их технологических свойств в течение времени, необходимого для осуществления процесса 3D-печати.
2 Материалы и методы / Materials and Methods
Для создания композиционных смесей для строительной 3D-печати использовались следующие компоненты:
-
- серый цемент (C1) марки CEM I 42.5R (производитель АО «ЕВРОЦЕМЕНТ ГРУП», пгт. Подгоренский, Воронежская обл., Россия) по ГОСТ 31108-2020 (Russian National State Standard
31108-2020 «Common cements. Specifications»), ( C 3 S - 60.85% , C 2 S - 13.38% , C 3 A - 7.42% , C 4 AF - 11.23% );
-
- белый цемент (C2) CEM I 52.5R (производитель «OYAK Cimento Fabrikalari A.S.», г. Адана, Турция) по EN 197-1:2011, ( C 3 S - 66.07% , C 2 S - 17.48% , C 3 A - 15.42% , C 4 AF - 1.03% );
-
- водопроводная вода (W), отвечающая требованиям ГОСТ 23732-2011 (Russian National State Standard 23732-2011 «Water for concrete and mortars. Specifications»);
-
- суперпластификатор (SP) на основе поликарбоксилатных эфиров марки Sika® ViscoCrete® Т100 (производитель ООО «Зика», г. Лобня, Россия);
-
- метакаолин (MKL) марки ВМК-45 (производитель ООО «Синерго», г. Магнитогорск, Россия) по ТУ 23.99.19-004-34556001-2017 ( Al 2 O 3 - 42%, SiO 2 - 53% );
-
- кварцевый песок (S) с модулем крупности Мк ≤ 1.25 отвечающий требованиям ГОСТ 8736-2014 (Russian National State Standard 8736-2014 «Sand for construction works. Specifications»);
-
- щелочестойкое полипропиленовое волокно (PF) марки Sika Fiber PPM-12 (производитель ООО «Зика», г. Лобня, Россия), ( l = 12 мм, d = 0.022 – 0.034 мм, ρ = 9.1 г/см3);
-
- неорганический пигмент красного цвета (PG) на основе оксида Fe 2 O 3 марки «ТР-303» (производитель «PRECHEZA a.s.», г. Пржеров, Чехия).
Исследовано 6 составов смесей, характеристики которых представлены в таблице 1.
Приготовление смесей осуществляли при перемешивании сухих компонентов с жидким затворителем в лопастном смесителе. Получение смесей одинаковой консистенции обеспечивали регулированием водоцементного (W/C) отношения.
Таблица 1. Состав смесей для строительной 3D-печати
Table 1. Mix design of 3D-printable decorative concrete
|
System designation |
Mix composition |
|||||
|
Ratio C:S |
Dosage of components, % by weight of cement |
W/C ratio |
||||
|
MKL |
SP |
PF |
PG |
|||
|
C1-S-MKL |
1 : 1.25 |
2 |
1 |
0.5 |
- |
0.29 |
|
C1-S-MKL-PG2 |
2 |
0.29 |
||||
|
C1-S-MKL-PG5 |
5 |
0.29 |
||||
|
C2-S-MKL |
- |
0.32 |
||||
|
C2-S-MKL-PG2 |
2 |
0.28 |
||||
|
C2-S-MKL-PG5 |
5 |
0.29 |
||||
Для контроля температуры использовали контактный спиртовой термометр, который устанавливали в стеклянную пробирку с парафиновым маслом, закрепленную в центре образца свежеприготовленной смеси. Измерения температуры проводили до момента ее стабилизации.
Исследование процесса схватывания полученных цементных композиционных систем проводили пенетрометрическим методом [25], [26]. Для проведения исследований свежеприготовленную цементную смесь укладывали в кольцо диаметром 150 мм и высотой 55 мм. Далее с интервалом 15 минут производили измерения универсальным пенетрометром марки Geopocket – S068 (производитель «Matest», г. Аркоре, Италия). Для этого использовали стандартный цилиндрический плунжер диаметром 6.4 мм, который погружали в смесь до заданной отметки в 5 мм. Расчет пластической прочности проводили по формуле:
4 N
P pl = π d 2
где N это сопротивление пенетрации смеси при погружении плунжера стандартного диаметра на глубину 5 мм, кН; d это диаметр плунжера, м 2 .
Рентгенодифрактометрическим методом был определен фазовый состав и степень гидратации полученных композитов. Исследования проводились на дифрактометре марки ARL °
X’TRA (производитель ««Thermo Scientific», Швейцария), ( CuK a -излучение, Я = 1.541788 A ). Обработку первичных данных осуществляли автоматически с использованием комплекса программ PDWin 4.0.
Расчет значений степени гидратации ( C h ) композитов проводили путем сравнения их дифрактограмм с дифрактограммой образца исходного цементного клинкера [28]. При этом учитывалось содержание фазы алита 3CaO • SiO2(C 3 S ) :
C h = (1 - I mod ) - 100% (2)
I 0
где I mod это интенсивность дифракционного максимума образцов модифицированного цементного камня; I 0 это интенсивность дифракционного максимума исходного цемента.
Микроструктуру гидратных новообразований цементного камня исследовали с помощью метода сканирующей электронной микроскопии (СЭМ) на сканирующем электронном микроскопе марки Phenom XL (производитель «Thermo Fisher Scientific», г. Эйндховен, Нидерланды), ( и уск = 15 кВ, P = 0.10 Па). В качестве образцов использовали скол цементного композита. Для каждой исследуемой системы были выбраны 3 образца, на каждом из которых произвольно выбирались 5 точек, в которых производилась съемка.
Критериальные характеристики пластичности (оценка предела пластичности K i ( I ) ) и формоустойчивости (структурная прочность a 0 , пластическая прочность a p и величина относительных пластических деформаций A pi ) определяли методом сдавливающей реометрии. При этом реализовывались два вида испытаний: 1) с постоянной скоростью деформирования 5 мм/с (для оценки пластичности); 2) с постоянной скоростью нагружения 0.5 Н/с (для оценки формоустойчивости). Методика проведения тестов предложена и подробно описана авторами в работе [29]. Оптимальные значения указанных характеристик для цементных композиционных смесей были установлены в ходе предварительных исследований [29], [30] и составляют K i ( I ) = 1.5 - 5.0 кПа, с 0 = 2.5 - 5.0 кПа, a pl = 30 - 50 кПа, A pl = 0.02 - 0.06 мм/мм.
-
3 Результаты и обсуждение / Results and Discussion
На рисунке 1 представлены температурные кривые, полученные при контроле процесса схватывания смесей для строительной 3D-печати, отличающихся дозировкой пигмента и видом цемента. Установлено, что вид используемого цемента определяет тип получаемых кривых, а дозировка пигмента обуславливает интенсивность выделения теплоты.
Для систем на сером цементе характерны практически горизонтальные кривые, без ярко выраженного температурного максимума. Наибольшим приростом температуры характеризуется смесь C1-S-MKL-PG5 с дозировкой пигмента 5 %. В системах C1-S-MKL и C1-S-MKL-PG2 прирост температуры незначительный.
Для всех систем на белом цементе характерно большое выделение теплоты и интенсивный нагрев в первые несколько часов гидратации. Это обуславливает тип получаемых кривых, на которых ярко выражены периоды, соответствующие температурным эффектам, происходящим в системе (табл. 2):
-
- первый период характеризуется несущественным ростом температуры;
-
- во втором периоде наблюдается небольшой прирост температуры;
-
- в третьем периоде достигается температурный максимум, которому предшествует интенсивное тепловыделение с соответствующим резким приростом температуры;
-
- четвертый период характеризуется постепенным снижением температуры.
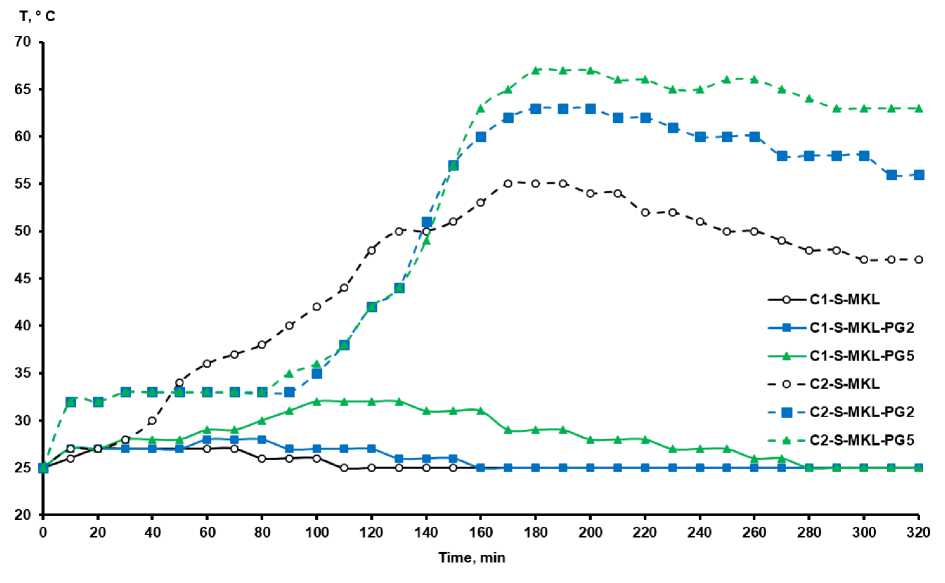
Рис. 1 - Кинетика тепловыделения смесей для строительной 3D-печати
Fig. 1 - Heat release kinetics of 3D-printable decorative mixtures
Изображение выполнено авторами статьи
Таблица 2. Влияние дозировки пигмента на основе Fe 2 O 3 на тепловыделение смесей для строительной 3D-печати
Table 2. The effect of iron oxide pigment dosage on the heat release of 3D-printable decorative mixtures
|
System designation |
Duration of hydration periods on kinetic heat release curves, min |
|||
|
I |
II |
III |
IV |
|
|
C1-S-MKL |
10 25 |
10 26 |
50 27 |
250 |
|
C1-S-MKL-PG2 |
10 25 |
40 27 |
30 28 |
240 |
|
C1-S-MKL-PG5 |
10 25 |
10 27 |
120 32 |
180 |
|
C2-S-MKL |
10 25 |
40 30 |
140 55 |
130 |
|
C2-S-MKL-PG2 |
10 32 |
60 33 |
100 63 |
150 |
|
C2-S-MKL-PG5 |
10 32 |
50 33 |
120 67 |
140 |
In the table: the numerator is the duration of the period, minutes; the denominator is the temperature maximum, ° C.
При этом, при введении пигмента в исследованном диапазоне дозировок в системах на белом цементе наблюдается резкое повышение температуры.
На основании данных таблицы 2 установлено, что в системах на сером цементе при дозировке пигмента 2 % температурный максимум увеличивается всего на 2 ° С по сравнению с эталонной системой и равен 28 ° С. При дозировке пигмента 5 % прирост температуры более существенен, значение температурного максимума составляет 32 ° С. В системах на белом цементе значения температурного максимума составляют 63 ° С и 67 ° С при соответствующих дозировках пигмента 2 % и 5 %.
В результате ускоряется процессы схватывания цементных систем на белом цементе, что было зафиксировано с помощью пенетрометрического метода (рис. 2). Согласно полученным результатам, конец схватывания эталонной системы C2-S-MKL фиксируется через 45 минут, а в системах с пигментом (независимо от его дозировки) фиксируется через 30 минут.
Максимальное время конца схватывания фиксируется для систем на сером цементе C1-S-MKL, C1-S-MKL-PG2 и составляет 165 минут. При увеличении дозировки пигмента до 5 % (система C1-S-MKL-PG5) процессы схватывания протекают более интенсивно и конец схватывания наступает через 120 минут. Полученные результаты коррелируют с данными, полученными при контроле тепловыделения.
Наиболее выраженное тепловыделение для систем на белом цементе объясняется совместным действием входящих в их состав компонентов. Процессы гидратации высокоактивной фазы 3 CaO ⋅ Al 2 O 3 , входящей в значительном количестве в состав белого цемента, интенсифицируются при введении алюмосиликатного модификатора (метакаолина), что приводит к повышению температуры даже эталонной смеси без пигмента.
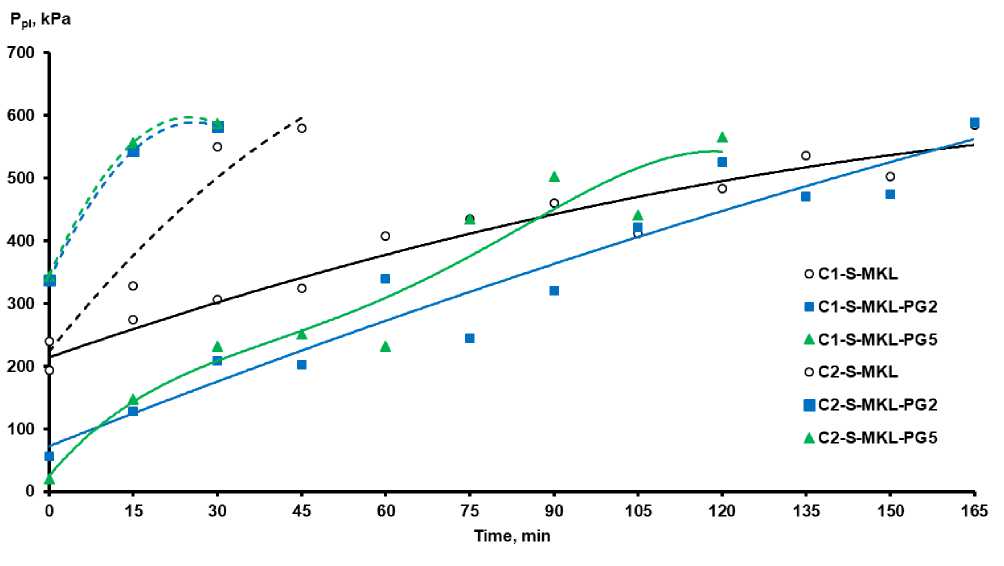
Рис. 2 - Кинетические кривые зависимости пластической прочности смесей для строительной 3D-печати от времени
Fig. 2 - Plastic strength kinetic curves of 3D-printable decorative mixtures
Изображение выполнено авторами статьи
Частицы Fe 2 O 3 , входящие в состав пигмента, способны проявлять каталитические свойства. Это обуславливает увеличение тепловыделения при введении пигмента и повышении его дозировки. Стоит отметить, что наблюдаемые температурные эффекты будут определять морфологические особенности структурного каркаса цементного камня на более поздних этапах гидратации и твердения. Данные предположения подтверждаются результатами микроструктурных исследований. По данным рентгенодифрактометрического анализа (рис. 3, табл. 3) после 28 суток твердения для всех исследуемых систем характерны достаточно высокие показатели значения Ch , а именно 77–83 %. Наименьшее из них (77 %) фиксируется в системе на сером цементе без пигмента (C1-S-MKL), а наибольшее составляет 83 % и фиксируется в системе на белом цементе с высокой дозировкой пигмента (C2-S-MKL-PG5).
Во всех исследуемых системах присутствует фаза кварца ( SiO2 ), которая являются доминирующей, а также небольшое количество непрореагировавших зерен цементного клинкера в виде алита (3CaO ■ SiO2). В системах как на сером цементе, так и на белом цементе фиксируются фазы низко- ((CaO) ■ SiO2 ■ zH2O, CaO ■ SiO2 ■ H2O) и высокоосновного (2CaO ■ SiO2 ■ H2O) гидросиликатов кальция. В системах на белом цементе наряду с гидросиликатами различной основности присутствует фаза гидроалюмината кальция (3CaO ■ Al2O3 ■ zH2O).
Стоит отметить, что после кварца в системах на сером цементе преобладающими являются фазы низкоосновных гидросиликатов кальция ( ( CaO ) ■ SiO 2 ■ zH 2 O , CaO ■ SiO2 ■ H 2 O ), а в системах на белом цементе преобладает фаза гидроалюмината кальция ( 3CaO ■ Al 2 O 3 ■ zH 2 O ).
Таким образом, можно сказать, что фазовый состав гидратных новообразований исследуемых систем главным образом определяется минералогическим составом используемого цемента и не зависит от наличия в их составе пигмента.
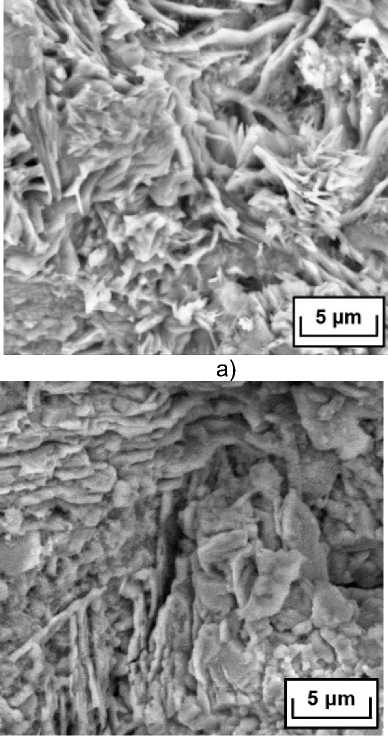
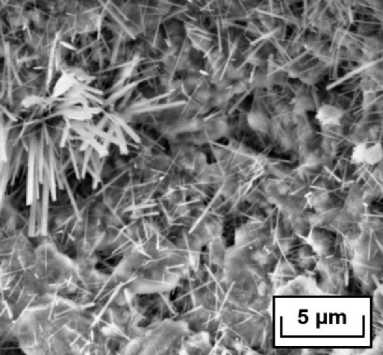
Данные рентгенодифрактометрических исследований коррелируют с данными СЭМ (рис. 4). Микроструктуру эталонных систем без пигмента C1-S-MKL, C2-S-MKL (рис. 4 a, c) можно охарактеризовать как аморфно-кристаллическую. Она представлена кристаллитами неправильной формы с низкой степенью закристаллизованности.
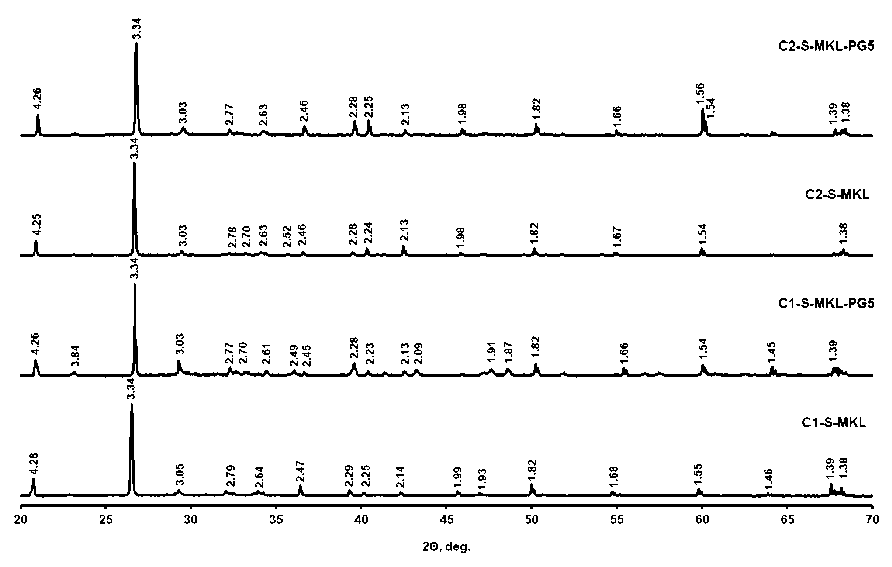
Рис. 3 - Дифрактограммы структуры 3D-печатных декоративных композитов (продолжительность твердения 28 суток)
SiO 2 (d = 4.25, 3.35, 2.45, 1.82, 1.38); (CaO) x ·SiO 2 ·zH 2 O (d = 3.34, 3.05, 2.80, 2.31, 1.83); CaO·SiO 2 ·H 2 O (d = 4.24, 3.01, 2.78, 2.23, 1.89); 2CaO·SiO 2 ·H 2 O (d = 3.04, 2.47, 1.80, 1.66, 1.54); 3CaO∙Al 2 O 3 ·zH 2 O (d = 2.70, 2.46, 2.31, 2.10, 1.65); 3CaO·SiO 2 (d = 3.02, 2.75, 2.61, 2.18, 1.48)
Fig. 3 – X-ray diffractograms of 3D-printable decorative concrete structure (hardening duration 28 days)
SiO 2 (d = 4.25, 3.35, 2.45, 1.82, 1.38); (CaO) x ·SiO 2 ·zH 2 O (d = 3.34, 3.05, 2.80, 2.31, 1.83); CaO·SiO 2 ·H 2 O (d = 4.24, 3.01, 2.78, 2.23, 1.89); 2CaO·SiO 2 ·H 2 O (d = 3.04, 2.47, 1.80, 1.66, 1.54); 3CaO∙Al 2 O 3 ·zH 2 O (d = 2.70, 2.46, 2.31, 2.10, 1.65); 3CaO·SiO 2 (d = 3.02, 2.75, 2.61, 2.18, 1.48)
Изображение выполнено авторами статьи
Таблица 3. Результаты рентгенодифрактометрических исследований структуры декоративных композитов для строительной 3D-печати
Table 3. X-ray diffractometric results of 3D-printable decorative concrete structure
Slavcheva, G.; Britvina, E.; Shvedova, M.
3D-printable concrete with specific decorative and technological properties;
|
System designation |
C h , % |
Composition and morphology of crystallohydrates |
|
C1-S-MKL |
77 |
SiO 2 ; ( CaO ) ⋅ SiO 2 ⋅ zH 2 O , CaO ⋅ SiO 2 ⋅ H 2 O / weakly crystallized plates; 2 CaO ⋅ SiO 2 ⋅ H 2 O / fibers, clusters of fibers; 3 CaO ⋅ SiO 2 |
|
C1-S-MKL-PG5 |
82 |
SiO 2 ; 2 CaO ⋅ SiO 2 ⋅ H 2 O / fibers, clusters of fibers; ( CaO ) ⋅ SiO 2 ⋅ zH 2 O , CaO ⋅ SiO 2 ⋅ H 2 O / weakly crystallized plates; 3 CaO ⋅ SiO 2 |
|
C2-S-MKL |
79 |
SiO 2 ; 3 CaO ⋅ Al 2 O 3 ⋅ zH 2 O / rectangular elongated crystals or hexagonal plates; 2 CaO ⋅ SiO 2 ⋅ H 2 O / fibers, clusters of fibers; ( CaO ) ⋅ SiO 2 ⋅ zH 2 O , CaO ⋅ SiO 2 ⋅ H 2 O / weakly crystallized plates; 3 CaO ⋅ SiO 2 |
|
C2-S-MKL-PG5 |
83 |
SiO 2 ; 3 CaO ⋅ Al 2 O 3 ⋅ zH 2 O / rectangular elongated crystals or hexagonal plates; 2 CaO ⋅ SiO 2 ⋅ H 2 O / fibers, clusters of fibers; ( CaO ) ⋅ SiO 2 ⋅ zH 2 O , CaO ⋅ SiO 2 ⋅ H 2 O / weakly crystallized plates; 3 CaO ⋅ SiO 2 |
Микроструктура системы C1-S-MKL-PG5 (рис. 4 b) представлена преимущественно аморфно-кристаллическими частицами с некоторым содержанием волокнистых включений высокоосновного гидросиликата кальция.
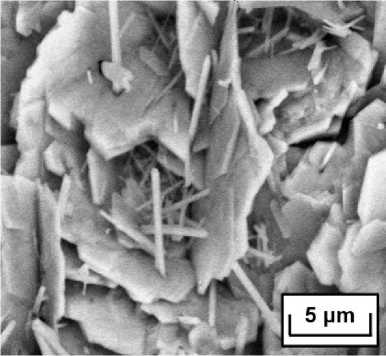
Микроструктура системы C2-S-MKL-PG5 (рис. 4 d) представлена хорошо закристаллизованными гексагональными пластинками, которые вероятно относятся к гидроалюминату кальция. Среди указанных пластинок можно наблюдать включения кристаллитов высокоосновного гидросиликата кальция в виде отдельных волокон и их агрегатов. Кроме того, все системы характеризуются достаточно плотной микроструктурой с небольшим размером кристаллитов, которые связаны между собой контактами срастания и прорастания, что обеспечивает им высокие прочностные свойства по достижению проектного возраста (табл. 4).
Для всех исследуемых композитов были определены критериальные характеристики пластичности и формоустойчивости (табл. 4). Установлено, что начальные показатели оценки предела пластичности Ki ( I ) , структурной прочности σ 0 , пластической прочности σ pl , относительных пластических деформаций ∆ pl соответствуют оптимальным значениям, необходимым для осуществления бездефектного процесса 3D-печати.
Однако, быстрое схватывание и интенсивное тепловыделение, наблюдаемое в системах на белом цементе, отрицательно влияет на показатель сохранности свойств (open time) композитных смесей. Время живучести таких смесей согласно кривой кинетики схватывания (см. рис. 2) не превышает 15 мин.
c)
d)
Рис. 4 – Микрофотографии структуры декоративных композитов для строительной 3D-печати (данные СЭМ, продолжительность твердения 28 суток). Обозначено: a) C1-S-MKL; b) C1-S-MKL-PG5; c) C2-S-MKL; d) C2-S-MKL-PG5
Fig. 4 - Micrographs of 3D-printable decorative concrete structure (SEM data, duration of hardening 28 days). Designated: a) C1-S-MKL; b) – C1-S-MKL-PG5; c) C2-S-MKL; d) C2-S-MKL-PG5
Изображение выполнено авторами статьи
Таблица 4. Свойства декоративных смесей и композитов для строительной 3D-печати Table 4. Properties of 3D-printable decorative mixtures and concretes
|
System designation |
Setting kinetics parametre s |
The temperature of the mixtures at the end of setting |
Compressive strength, MPa |
Indicators of plasticity and shape retention |
|||||
|
τ , min |
P pl , kPa |
Т, ° С |
1 day |
28 days |
K i ( I ) , kPa |
^ 0 , kPa |
σ pl , kPa |
∆ pl , mm/mm |
|
|
C1-S-MKL |
165 |
585 |
27 |
31 |
63 |
2.18 |
1.03 |
30.80 |
0.028 |
|
C1-S-MKL-PG2 |
165 |
588 |
28 |
41 |
78 |
3.90 |
5.22 |
35.17 |
0.0273 |
|
C1-S-MKL-PG5 |
120 |
570 |
32 |
41 |
83 |
4.39 |
3.46 |
32.13 |
0.0276 |
|
C2-S-MKL |
45 |
580 |
55 |
37 |
75 |
3.43 |
0.43 |
45.86 |
0.069 |
|
C2-S-MKL-PG2 |
30 |
583 |
63 |
42 |
78 |
3.89 |
1.79 |
37.75 |
0.044 |
|
C2-S-MKL-PG5 |
30 |
587 |
67 |
40 |
81 |
1.22 |
2.00 |
47.37 |
0.055 |
Кроме того, неравномерность температур на поверхности и в объеме уже напечатанных тонкослойных структур может вызвать значительные напряжения и деформации, которые приведут к растрескиванию слоев, что негативно повлияет на эксплуатационные и эстетические характеристики напечатанного объекта. То есть, смеси для строительной 3D-печати, полученные при совместном использовании белого цемента, метакаолина и пигмента на основе Fe 2 O 3 не удовлетворяют критерию сохранности свойств (open time) [ 27 ] .
Таким образом, использование белого цемента в технологии 3D-печати может иметь ограничения, связанные с необходимостью контроля и регулирования тепловыделения и времени схватывания при выборе состава смесей. В связи с этим, при создании объемно окрашенных цементных композитов для строительной 3D-печати предпочтительнее использовать рядовой портландцемент. К тому же, разница оттенков для объемно окрашенных композиционных систем на сером и белом цементах систем при равной дозировке пигмента незначительна (рис. 5).
Dosage of iron oxide pigment 5 % 2 % 5 % 2 %
Systems based on gray cement Systems based on white cement
Рис. 5 – Сравнение цвета образцов композитов для строительной 3D-печати на основе белого и серого цемента
Fig. 5 - Color comparison of the 3D printed samples based on white and gray cement
Изображение выполнено авторами статьи
-
4 Заключение / Conclusions
-
1. Кинетика схватывания и тепловыделения цементных композиционных смесей для
-
2. Интенсивное тепловыделение на ранних этапах гидратации, наблюдаемое в системах на белом цементе, определяет их быстрое схватывание, время начала схватывания не превышает 15 мин, что отрицательно влияет на показатель сохранности свойств (open time). Эффекты повышенного тепловыделения и ускорения процессов структурообразования смесей на белом цементе при введении пигмента обусловлены одновременным присутствием в их составе активной фазы 3CaO • Al 2 O3 , алюмосиликатного модификатора вязкости (метакаолина) и частиц Fe 2 O 3 . В результате в структуре цементного камня на белом цементе преобладает фаза гидроалюмината кальция, которые ускоренно формируются именно в период схватывания.
-
3. Для всех исследуемых систем определены критериальные характеристики пластичности и формоустойчивости. Полученные значения соответствуют оптимальным. Однако, смеси на белом цементе не удовлетворяют требованиям процесса строительной 3D-печати по критерию сохранности свойств (open time). Принимая во внимание данный факт, а Slavcheva, G.; Britvina, E.; Shvedova, M.
-
4. Применение объемно-окрашенных цементных композитов для создания объектов функционально-декоративного назначения определяет дальнейшие перспективы исследований. Поскольку эксплуатация таких объектов подразумевает постоянное воздействие факторов внешней среды, необходимо исследование характеристик долговечности и физикоклиматической стойкости объемно-окрашенных цементных композитов для строительной 3D-печати.
строительной 3D-печати определяется преимущественно видом цемента. Для смесей на белом цементе характерно большое выделение теплоты и интенсивный нагрев в первые несколько часов гидратации. Одновременно, при введении пигмента основе Fe 2 O 3 в исследованном диапазоне дозировок наблюдается повышение температуры смесей на белом цементе, значения температурного максимума составляют 63 ° С и 67 ° С при соответствующих дозировках пигмента 2 % и 5 %. Разогрев смесей на сером цементе в процессе схватывания не превышает 30 ° С.
3D-printable concrete with specific decorative and technological properties;
также, учитывая несущественные отличия в колористике смесей на белом и сером цементе при одинаковой дозировке пигмента на основе Fe 2 O 3 , при создании объемно-окрашенных цементных композитов для строительной 3D-печати целесообразно применять рядовой портландцемент, так как при его использовании не наблюдается интенсивное тепловыделение.
-
5 Благодарности / Acknowledgements
Экспериментальные исследования проводились с использованием оборудования центра коллективного пользования имени проф. Ю.М. Борисова ВГТУ, при поддержке Министерства науки и высшего образования РФ, проект № 075-15-2021-662.
-
6 Финансирование / Funding
Исследование выполнено в рамках Государственного задания плана фундаментальных исследований РААСН и Министерства строительства и жилищно-коммунального хозяйства Российской Федерации на 2021-2023 г.г., тема 3.1.1.2 «Строительная механика и материаловедение 3D-печатных композитов».
Список литературы Бетон для 3D-печати с особыми декоративными и технологическими свойствами
- Roussel, N. (2018) Rheological requirements for printable concretes. Cement and Concrete Research, 112, 76–85. https://doi.org/10.1016/j.cemconres.2018.04.005
- Hou, S., Duan, Z., Xiao, J., and Ye, J. (2021) A review of 3D printed concrete: Performance requirements, testing measurements and mix design. Construction and Building Materials, 2021, 273, 121745. https://doi.org/10.1016/j.conbuildmat.2020.121745
- Saruhan, V., Keskinateş, M., and Felekoğlu, B. (2022) A comprehensive review on fresh state rheological properties of extrusion mortars designed for 3D printing applications. Construction and Building Materials, 337, 127629. https://doi.org/10.1016/j.conbuildmat.2022.127629
- Yu, K., McGee, W., Yan Ng, T., Zhu, H., and Li, V.C. (2021) 3D-printable engineered cementitious composites (3DP-ECC): Fresh and hardened properties. Cement and Concrete Research, 143, 106388. https://doi.org/10.1016/j.cemconres.2021.106388
- Wolfs, R., Boss, F., and Salet T. (2018) Early age mechanical behaviour of 3D printed concrete: Numerical modelingand experimental testing. Cement and Concrete Research, 106, 103–116. https://doi.org/10.1016/j.cemconres.2018.02.001
- Mukhametrakhimov, R.Kh., and Lukmanova, L.V. (2021) Structure and properties of mortar printed on a 3D printer. Magazine of Civil Engineering, 2(102), 10206. https://doi.org/10.34910/MCE.102.6
- Kruger, J., Zeranka, S., and van Zijl, G. (2020) A rheology-based quasi-static shape retention model for digitally fabricated concrete. Construction and Building Materials, 254, 119241. https://doi.org/10.1016/j.conbuildmat.2020.119241
- Slavcheva, G.S. (2021) Stroitel'naya 3D-pechat' segodnya: potencial, problemy i perspektivy prakticheskoj realizacii [3D-Build Printing Today: Potential, Challenges and Prospects for Implementation]. Building materials, 5, 28–36. https://doi.org/10.31659/0585-430X-2021-791-5-28-36. (rus)
- Tramontin Souza, M., Maia Ferreira, I., Guzi de Moraes, E., Senff, L., Arcaro, S., Renato Castro Pessôa, J., Ribeiro, M.J., and Pedro Novaes de Oliveira, A. (2022) Role of chemical admixtures on 3D printed Portland cement: Assessing rheology and buildability. Construction and Building Materials, 314, 125666. https://doi.org/10.1016/j.conbuildmat.2021.125666
- Marchon, D., Kawashima, S., Bessaies-Bey, H., Mantellato, S., and Ng, S. (2018) Hydration and rheology control of concrete for digital fabrication: Potential admixtures and cement chemistry. Cement and Concrete Research, 112, 96–110. https://doi.org/10.1016/j.cemconres.2018.05.014
- Buswell, R.A., Leal de Silva, W.R., Jones, S.Z., and Dirrenberger, J. (2018) 3D printing using concrete extrusion: A roadmap for research. Cement and Concrete Research, 112, 37–49. https://doi.org/10.1016/j.cemconres.2018.05.006
- Le, T.T., Austin, S.A., Lim, S., Buswell, R.A., Gibb, A.G.F., and Thorpe T. (2012) Mix design and fresh properties for high-performance printing concrete. Materials and Structures, 45, 1221–1232. https://doi.org/10.1617/s11527-012-9828-z
- Chen, M., Li, L., Wang, J., Huang, Y., Wang, S., Zhao, P., Lu, L., and Cheng X. (2020) Rheological parameters and building time of 3D printing sulphoaluminate cement paste modified by retarder and diatomite. Construction and Building Materials, 234, 117391. https://doi.org/10.1016/j.conbuildmat.2019.117391
- Slavcheva, G., and Britvina, E. (2022) 3D-printable artificial marble. Magazine of Civil Engineering, 3(111), 11115. https://doi.org/10.34910/MCE.111.15
- Strokova, V.V., Khmara, N.O., Nelyubova, V.V., and Shapovalov, N.A. (2021) Malye arhitekturnye formy: sostav i svojstva betonov dlya ih polucheniya [Small architectural forms: composition and properties of concrete for their production]. Bulletin of the Belgorod State Technological University named after V.G. Shukhov, 11, 8-31. https://doi.org/10.34031/2071-7318-2021-6-11-8-31. (rus)
- Heerah, M.Z., Galobardes, I., and Dawson, G. (2021) Characterisation and control of cementitious mixes with colour pigment admixtures. Case Studies in Construction Materials, 15, e00571. https://doi.org/10.1016/j.cscm.2021.e00571
- Ghalehnovi, M., Shamsabadi, E.A., Khodabakhshian, A., Sourmeh, F., and de Brito, J. (2019) Self-compacting architectural concrete production using red mud. Construction and Building Materials, 226, 418–427. https://doi.org/10.1016/j.conbuildmat.2019.07.248
- Lee, H.-S., Lee, J.-Y., and Yu, M.-Y. (2003) Influence of iron oxide pigments on the properties of concrete interlocking blocks. Cement and Concrete Research, 33(11), 1889–1896. https://doi.org/10.1016/S0008-8846(03)00209-6
- Kramar, L.Ya., Trofimov, B.Ya., and Dobrovol'skij, I.P. (2012) Zhelezookisnye pigmenty mestnogo proizvodstva dlya dekorativnyh betonov [Iron oxide pigments of local production for decorative concrete]. Bulletin of the South Ural State University. Series: Construction and Architecture, 17(276), 51–55. https://elibrary.ru/download/elibrary_17737225_47181527.pdf. (rus)
- Lee, H.-S., Lee, J.-Y., and Yu, M.-Y. (2005) Influence of inorganic pigments on the fluidity of cement mortars. Cement and Concrete Research, 35(4), 703-710. https://doi.org/10.1016/j.cemconres.2004.06.010
- Ochkina, N.A. (2022) Teplovydelenie vysokoglinozemistogo cementa v processe gidratacii [Heat release of high-alumina cement during hydration]. Regional architecture and construction, 3(52), 96–100. https://doi.org/10.54734/20722958_2022_3_96. (rus)
- Joseph, S., Skibsted, J., and Cizer, Ö. (2019) A quantitative study of the C3A hydration. Cement and Concrete Research, 115, 145–159. https://doi.org/10.1016/j.cemconres.2018.10.017
- Mohan, M.K., Rahul, A.V., De Schutter, G., and Van Tittelboom, K. (2021) Early age hydration, rheology and pumping characteristics of CSA cement-based 3D printable concrete. Construction and Building Materials, 275, 122136. https://doi.org/10.1016/j.conbuildmat.2020.122136
- Jin, Y., Xu, J., Li, Y., Zhao, Z., Chen, M., Lu, L., and Li, L. (2022) Rheological properties, shape stability and compressive strength of 3D printed colored cement composites modified by needle-like pigment. Additive Manufacturing, 57, 102965. https://doi.org/10.1016/j.addma.2022.102965
- Lootens, D., Joussett, O., Matinie, L., Roussel, N., and Flatt, R.J. (2009) Yield stress during setting of cement pastes from penetration test. Cement and Concrete Research, 39, 401–408. https://doi.org/10.1016/j.cemconres.2009.01.012
- Slavcheva, G.S., Britvina, E.A., and Ibryaeva A.I. (2019) Stroitel'naya 3D-pechat': operativnyj metod kontrolya reologicheskih harakteristik smesej [Construction 3D printing: an operational method for controlling rheological characteristics of mixtures]. Bulletin of the Engineering School of the Far Eastern Federal University, 4(41), 134–143. https://doi.org/10.24866/2227-6858/2019-4-14. (rus)
- Manikandan, K., Wi, K., Zhang, X., Wang, K., and Qin, H. (2020). Characterizing cement mixtures for concrete 3D printing. Manufacturing Letters, 24, 33-37. https://doi.org/10.1016/j.mfglet.2020.03.002
- Bullard, J.W., Jennings, H.M., and Livingston, R.A. (2011) Mechanisms of Cement Hydration. Cement and Concrete Research, 41, 1208–1223. https://doi.org/10.1016/j.cemconres.2010.09.011
- Slavcheva, G.S., Shvedova, M.A., and Babenko, D.S. (2018) Analiz i kriterial'naya ocenka reologicheskogo povedeniya smesej dlya stroitel'noj 3D-pechati [Analysis and criteria evaluation of rheological behavior of mixtures for 3D construction printing]. Building Materials, 12, 34–40. https://doi.org/10.31659/0585-430X-2018-766-12-34-40. (rus)
- Slavcheva, G.S., Britvina, E.A., and Shvedova, M.A. (2021) Fresh properties and mix design for 3D-printable decorative concrete. Russian Journal of Building Construction and Architecture, 4(52), 72–81. https://doi.org/ 10.36622/VSTU.2021.52.4.007
