Численная методика расчета полушага подачи заготовки при прошивке труб на станах поперечно-винтовой прокатки

Автор: Перевозчиков Данил Викторович, Васючкова Ксения Владимировна
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Обработка металлов давлением. Технологии и машины обработки давлением
Статья в выпуске: 3 т.17, 2017 года.
Бесплатный доступ
Рассматривается вопрос расчета полушага подачи заготовки при прошивке труб. Авторы предлагают три новых понятия: мгновенный шаг подачи, реальный шаг подачи вперед по оси прошивки и реальный шаг подачи назад против оси прошивки. Предлагаются методики расчета данных характеристик. Для мгновенного шага подачи предложена новая формула. Для расчета реального полушага подачи (назад и вперед) предложено два алгоритма, основанных на использовании цикла с условием. Данные методики могут быть полезны в инженерной и научной практике при расчетах количества циклов деформаций элемента объема в процессе прошивки, анализе напряженно-деформированного состояния и скорости деформаций. Эти данные могут быть полезны при проведении работ по получению требуемой структуры металла и механических свойств металла гильз. В статье приводятся результаты расчета полушага подачи разных видов, анализируется необходимость и целесообразность использования того или иного параметра.
Прошивка труб, поперечно-винтовая прокатка, шаг подачи, мгновенный шаг подачи, реальный шаг подачи, численные методы
Короткий адрес: https://sciup.org/147157107
IDR: 147157107 | УДК: 621.774.38 | DOI: 10.14529/met170311
Numerical methods for calculations of billet feed halfpitch in the process of piercing on cross rolling mill
The paper considers the problem of calculating feed halfpitch in piercing of pipes. The authors propose three new concepts: instant feed halfpitch, true feed halfpitch forward along the billet axis and true feed halfpitch back along the billet axis, and propose methods for calculations these characteristics. For calculation of instant feed halfpitch a new formula is given. For calculation of true feed halfpitch two algorithms are proposed based on a cycle with a condition. These algorithms can be useful in engineering and scientific practice to analyze the stress-strain conditions and speeds of strain. These data will be useful in the work for producing shells with required structure and mechanical properties. The paper gives data for calculation of feed halfpitch, analyzes the necessity and utility of applying these parameters.
Текст научной статьи Численная методика расчета полушага подачи заготовки при прошивке труб на станах поперечно-винтовой прокатки
В конце XIX века братьями Манессман был предложен способ производства толстостенных труб (гильз), при котором заготовка подается в пространство между двумя валками, вращающимися в одну сторону. Валки при этом установлены так, что их оси скрещены под некоторым углом друг к другу. При контакте с валками заготовка получает поступательное и вращательное движение. Для обеспечения изготовления отверстия на пути движения заготовки устанавливается оправка, которая формирует внутренней диаметр [1, 2].
Если мы будем рассматривать, как деформируется элемент заготовки маленького объема, с какими степенями деформации, как происходит в нем накопление деформации, сколько циклов деформации материал претерпевает, то нам необходимо знать величину полушага заготовки. Существует множество формул и методик для определения шага (полушага) подачи [3], при этом большинство из них не учитывают непрерывное изменение скорости течения металла по длине очага деформации.
Введем определение местного (локального) полушага подачи: величина, характеризующая смещение точки за пол-оборота, при условии, что скорость движения точки не изменялась. Легко получить формулу для опре- деления локального полушага из условия, что точка делает полшага за то время, пока проворачивается на 90°:
S ( z ) _ п
и ( z ) ю ( z )) ,
где S(z) – локальный полушаг подачи в данной точке; п - число Пи, угол, на который повернулась точка; и(z) - проекция линейной скорости течения металла на ось z; ю(z) - угловая скорость вращения заготовки в сечении z.
Заменим и(z), ю(z) на проекции скорости валка с использованием коэффициентов проскальзывания:
S ( z ) -.( .O z ) d ( z ), 2 и В r ( z ) П т( z )
где u Bo ( z ) - проекция скорости элементарного объема на поверхности валка (которая контактирует с элементом поверхности металла) на ось z в точке z ; и В r ( z ) - вторая составляющая скорости этой же точки, которая определяет тангенциальную скорость движения заготовки; П о ( z ) и n T( z ) - коэффициенты осевого и тангенциального проскальзывания соответственно; d ( z ) – диаметр валка в данной точке.
Отношение проекций скорости валка пропорционально тангенсу угла подачи, учитывая это, получим:
$ ( z ) = 1 п d ( z )tg ( P )^ . (3)
2 П т ( z )
Формула (3), по сути дела, является вариацией формулы Осадчего (4) [3], где используется начальный диаметр гильзы, и для пересчета его в диаметр данного сечения вводится отношение площадей сечений Осадчего (5) [3].
$ ( z) = 1 П d Заг tg ( P )^ FT- (4)
2 n T( z ) F ( z )
где FГ – площадь сечения гильзы, F(z) – площадь сечения заготовки; dЗаг – диаметр заготовки.
Осевая скорость элементарного объема по ходу движения от одного валка к другому непрерывно растет, формулы (3) и (4) этого не учитывают и поэтому дают возможность определить только локальный или местный шаг подачи (при условии отсутствия вытяжки). Реальный шаг подачи не совпадает с мгновенным, поскольку сам мгновенный шаг подачи постоянно изменяется.
Пусть за малое время dt элемент металла проходит расстояние dS , в начальный момент времени скорость элемента и(z), за время dt увеличивается на dи(z), при этом элемент объема поворачивается на некоторый угол dф(z) со скоростью to(z), которая через расстояние d$(z) становится ю(z) + dю(z).
Таким образом, можем записать равенство
2dS dt =-------------
2 u ( z ) + d u ( z )
d ф
2 to ( z ) + d to ( z )
Разбиваем весь очаг деформации через равные интервалы dz , т. е. на некоторое количество точек N . Для каждой точки i = [1.. N ]
рассчитываем скорость течения металла на основе анализа кинематики процесса прошивки.
В точках, где zt < z Кон, значение полушага подачи легко рассчитать по формуле (2) или (9):
$ ( i ) = п - , при z i < z Кон . (6)
to ( , )
Чтобы учесть величину шага подачи на участках, где скорость течения металла меня- ется, т. е. выполняется условие zi > zКон, оп- ределим величину углового смещения за вре- мя движения между двумя точками zi । и zi по формуле
A f = ю ( , ) + ю ( , - 1 ) dz ,
U z ( i ) + U z ( i - 1)
что справедливо для расчета углового смещения в прилежащем к zi отрезке. Для расчета углового смещения между другими точками на других отрезках, например: zi । „.zi-2, z,-2 „. z,-3, z,-3 „. z,-4 и т. д., введем переменную j, для первого цикла присвоим ей значение j = 1. Тогда формулу (7) можно переписать следующим образом:
Л, ™ ( i — j ) + “ ( i — j — 1 ) ,
A f j = — -------------- -dz .
U z ( i - j ) + U z ( i - j - 1)
Сечение с номером i будем считать условно неподвижным. Угловые смещения границ отрезка с номером i относительно условно неподвижного сечения будем обозначать как fa и fb . Тогда на самом первом отрезке значения:
„ tof i ) + to( , - 1)
f = 0; f = 0 + — k2---(--- L dz . (9)
a b U z ( i ) + u z ( i - 1) "
Для второго отрезка согласно формулам (8) и (9):
f (2) = f (1) = 0 + to(i) + to(i- 1) dz;
a b vz ( i ) + uz ( i - 1)
z z (10)
f (2) = f (1)+ to(i - ‘) + m( ‘- 2) dz
Jb ( ) bb ( J U z ( i - I) + u z ( i - 2)
и т. д., каждому последующему значению fa мы присваиваем значение fb предыдущей итерации, а fb присваиваем значение суммы fb с предыдущей итерации и углового смещения A f , вычисляемого по формуле (11), эти операции выполняются на шаге 5 алгоритма.
Такое постепенное увеличение fb угла происходит до тех пор, пока fb не становится больше п , развернутого угла.
Далее мы рассчитываем значение координаты полушага подачи как сумму суммы длин всех рассмотренных отрезков ( j - 1 ) - dz
(п-fa )-dz и значение положения координа-fb - fa ты искомой точки относительно границ искомого отрезка:
п - fn ) • dz
S ( i ) = ( j - 1 ) ' dz + ( a )) . (11) fb fa
Значение координаты относительно границ получаем из условия подобия треугольников (рис. 1); также формула может быть выведена при рассмотрении уравнения прямой по координатам двух точек. Это вычисление производится на шаге 9 алгоритма, представленного в табл. 1.
Далее проводим вычисления в следующей точке i . Данный алгоритм отражен на блок-схеме рис. 2. Наш алгоритм позволяет точнее вычислять координату точки полоборота назад.
В практике может потребоваться решать задачу, где будет находиться рассматриваемая точка через полоборота вперед. Это можно сделать по алгоритму в табл. 2, логика его построения похожа на логику построения алгоритма 1. В сравнение с алгоритмом 1 здесь есть дополнительное условие zi+j < zСхода , (12)
где z Схода – точка отрыва заготовки от валка.
Число элементов разбиения N может быть меньше, чем значение i + j, а все векторы, используемые в расчете, имеют размерность N. Так как по мере движения вдоль оси z, при z большем чем zСхода , скорость постоянная, то для расчета углового смещения на этом отрезке мы можем использовать формулу fb = fb +
®( n Схода ) ,
—7-------г • dz.
u( n Схода )
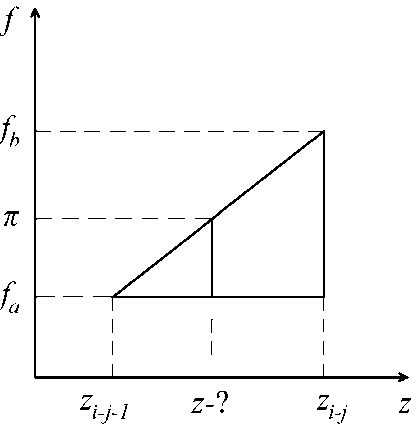
Рис. 1. Схема к формуле (11), dz = zz - j - zz - j - 1
Таблица 1
Алгоритм расчета величины полушага «назад»
|
1 |
U ( i ) Если z i < z к он, то S i = п • —— , иначе к шагу 2 ю ( i ) |
|
2 |
tof i ) + m( i -1) fa = 0; fb ----(----- dz ; j = 1 a U z ( i ) + U z ( i - 1) J |
|
3 |
Если f b < п ; то пункт 4, иначе к шагу 9 |
|
4 |
f a = fb |
|
5 |
Если i - j > 2 , то шаг 6, иначе шаг 7 |
|
6 |
to ( i - j ) +to ( i - j - 1 ) fb = fb + —"-------"------- dz , к шагу 9 b U z ( i - j ) + U z ( i - j - 1) |
|
7 |
= to ( 2 ) +to ( l ) fb fb + /^x d\^Z U z (2) + U z (1) |
|
8 |
j = j + 1, к шагу 3 |
|
9 |
(п - L, ) • dz , x S = ( , + ( j - 1 ) ' dz fb fa |
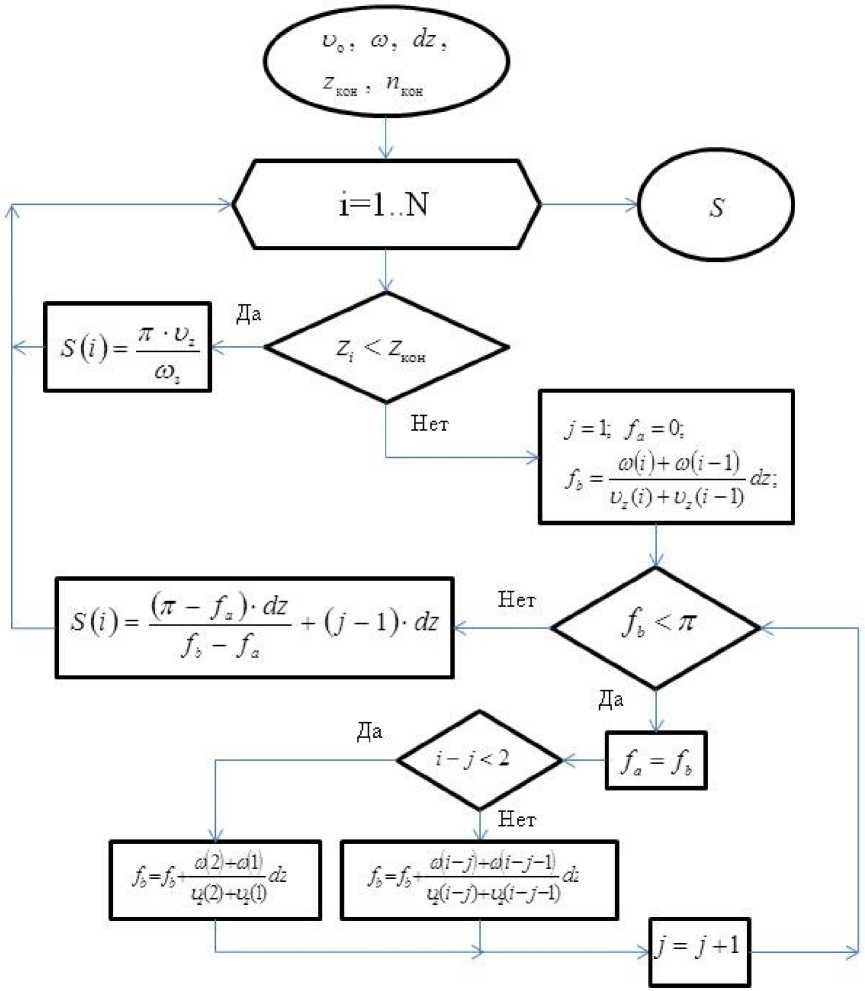
Рис. 2. Блок-схема к алгоритму расчета полушага подачи «назад»
Таблица 2
Алгоритм расчета значения полушага «вперед»
|
1 |
Если zt < z Схода , то к шагу 1, иначе к шагу 10 |
|
2 |
„ ю( i ) + ю ( i + 1 ) - fa = 0; fb = _—— ——dz ; J = 1 a U z ( i ) + U z ( i + 1) J |
|
3 |
Если fb <п , то к шагу 4, иначе 9 |
|
4 |
f a = f b |
|
5 |
Если z i + j < z Схода то к шагу 6, иначе 7 |
|
6 |
ю ( i + j ) + ro ( i + j + 1 ) „ f b = f b + ,. . у . ;.dz , после к шагу 8 U z ( I + J ) + U z ( i + J + 1) |
Окончание табл. 2
|
7 |
f ^( n Схода ) • dz f b f b + s и z ( n Схода ) |
|
8 |
j = j + 1; к шагу 3 |
|
9 |
S ( i ) = —— fb- dz + j • dz fb - fa |
|
10 |
S ( i ) = ^^ U O«) ® ( i ) |
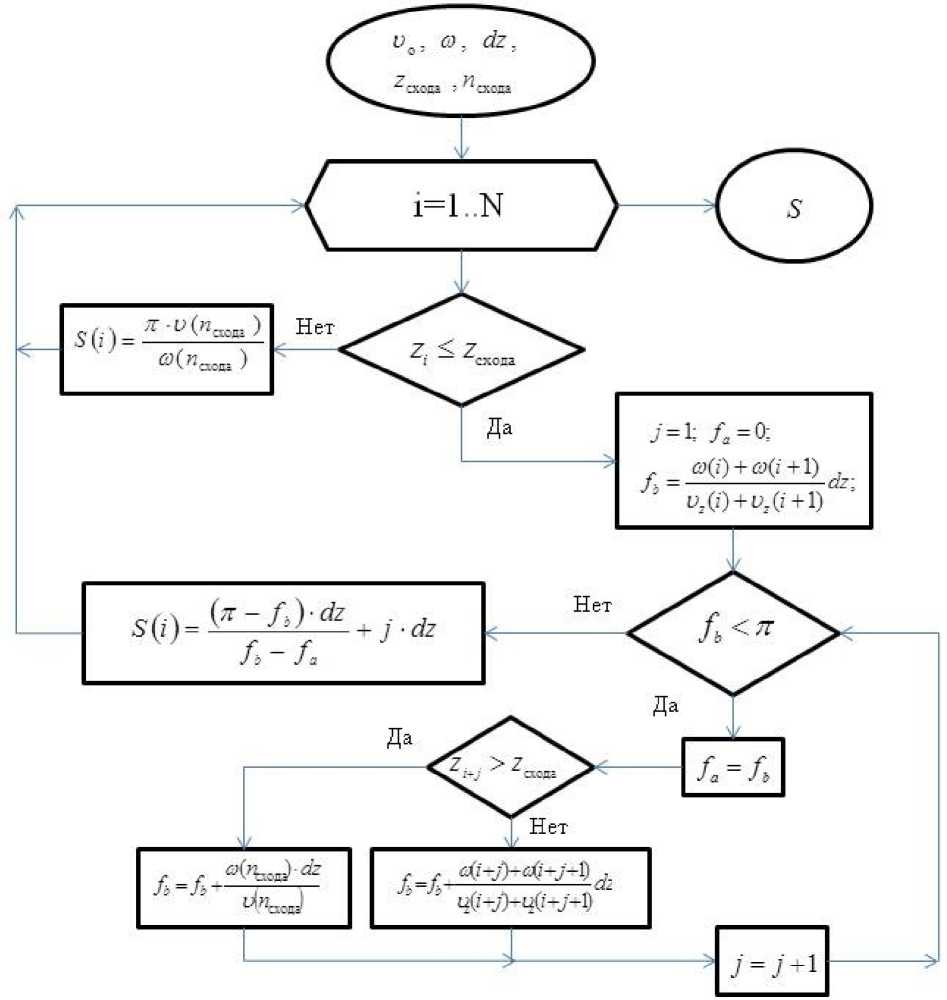
Рис. 3. Блок схема к алгоритму расчета полушага подачи «вперед»
Таблица 3
Некоторые характеристики процесса прошивки
|
Диаметр заготовки, мм |
460 |
|
Диаметр гильзы, мм |
500 |
|
Диаметр сверления в заготовке, мм |
Без сверления |
|
Диаметр оправки, мм |
325 |
|
Вытяжка |
1,46 |
|
Смещение оправки за пережим, мм |
30 |
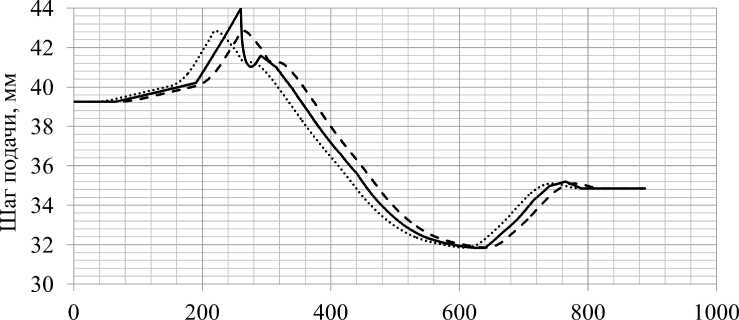
Координата положения точки вдоль очага деформации, мм
Локальный шаг подачи---Шаг подачи ’’Вперед” .........Шаг подачи ’’Назад”
Рис. 4. Результаты расчета шага подачи по разным методикам где nСхода – номер сечения, перед которым происходит потеря контакта гильзы с валком.
Далее можем рассчитать значения при другом i . Блок-схема алгоритма отражена на рис. 3.
Мы выполнили расчет шага подачи для процесса, некоторые характеристики которого представлены в табл. 3. Результаты расчета приведены на рис. 4, результаты расчета полушага подачи примерно совпадают. Графики рассчитанного нами полушага подачи не совпадают с общепризнанным их видом. По всей видимости, мы могли ошибиться при определении распределения скоростей. Однако мы получили схожие результаты расчета по нашим методикам и по формуле Осадчего. Считаем, что использование нашей методики даст большую точность расчета, и кривые шага
подачи совпадут с общепринятым видом при условии правильной задачи кинематики. При использовании для расчета формулы (4) мы можем ошибиться в значение шага подачи на 1–2 мм, и в итоге получить 1 лишнее или недосчитаться одного обжатия.
Список литературы Численная методика расчета полушага подачи заготовки при прошивке труб на станах поперечно-винтовой прокатки
- Романцев, Б.А. Трубное производство/Б.А. Романцев. -М.: Издат. Дом МИСиС, 2011. -970 с.
- Фомичев, И.А. Косая прокатка/И.А. Фомичев. -М.: Металлургиздат, 1963. -262 с.
- Технология и оборудование трубного производства/В.Я. Осадчий, А.С. Вавилкин, В.Г. Зимовец, А.П. Коликов. -М.: МГУПИ, 2001. -608 с.
