Численные расчеты по математической модели оценивания вероятности возникновения сбоя функционирования бизнес-процесса КТПП авиастроительного предприятия

Автор: Железнов Олег Владимирович, Полянсков Юрий Вячеславович
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Механика и машиностроение
Статья в выпуске: 4-4 т.15, 2013 года.
Бесплатный доступ
В статье рассмотрено описание бизнес-процесса конструкторско-технологической подготовки производства, представлена математическая модель оценивания вероятности возникновения сбоя функционирования бизнес-процесса КТПП авиастроительного предприятия, представлено описание имитационной модели бизнес-процесса и проведения оптимизационного эксперимента, описаны показатели качества функционирования бизнес-процесса КТПП как разомкнутой системы массового обслуживания с ожиданием.
Модель бизнес-процесса, математическая модель, численные методы, система массового обслуживания, дискретно-событийная модель
Короткий адрес: https://sciup.org/148202385
IDR: 148202385 | УДК: 51-74
Numerical calculations using mathematical models of possibility of failure of the business process KTPP aircraft enterprises
In the article the description of the business process design and technological preparation of production, the mathematical model of estimating the probability of failure of functioning of business process KTPP aircraft manufacturer, is a description of a simulation model of the business process and the optimization of the experiment are described indicators of quality of functioning of the business process KTPP as open queuing systems with waiting.
Текст научной статьи Численные расчеты по математической модели оценивания вероятности возникновения сбоя функционирования бизнес-процесса КТПП авиастроительного предприятия
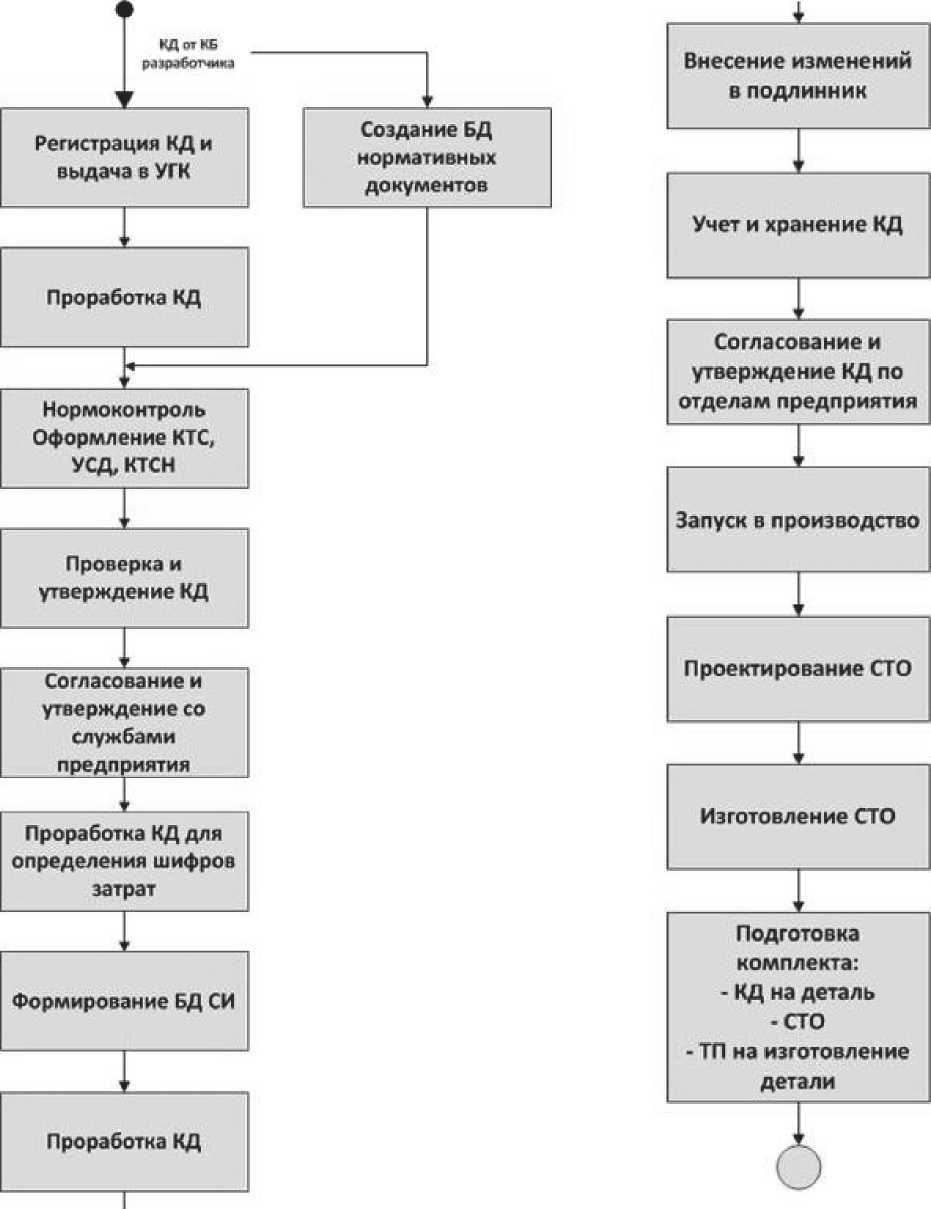
шений. Одним из основополагающих бизнес-про-цессов авиастроительного предприятия при изготовлении нового изделия является бизнес-процесс конструкторско-технологической подготовки производства (КТПП) (рис. 1).
Бизнес-процесс КТПП авиастроительного предприятия можно поделить на два бизнес-про-цесса, это КПП и ТПП. Основные функции КПП заключаются в получении (регистрации) комплекта конструкторской документации (КД) от внешнего конструкторского бюро (КБ), создании базы данных (БД) нормативных документов, проработки КД, проведении нормоконтроля КД, оформлении КТС, УСД, КТСН, определении шифров затрат, формировании БД стандартных изделий, внесении изменений в подлинник КД, согласовании и утверждении отделами (службами) предприятия и запуске в производство. Основные функции ТПП заключаются в получении проработанной КД от управления главного конструктора предприятия (УГК), проектировании средств технологического оснащения (СТО) на основе полученного комплекта КД, изготовлении СТО и подготовка комплекта документации, состоящих из электронной модели СТО, сопровождающей документации СТО, а также технологический процесс (ТП) на изготовление детали.
Рассмотрим бизнес-процесс КПП в виде схемы узлов теории массового обслуживания.
Пусть A = (A) – считающий процесс числа единиц поступившей КД от внешнего КБ в зависимости от времени t , тогда по теореме Дуба-Мейера [1] справедливо представление в виде, позволяющем проводить разнообразные аналитические исследования в частных случаях, но и легко осуществлять имитационное компьютерное моделирование. Тогда
At = At + mt
Здесь так называемый “компенсатор” процесса – процесс имеет следующий смысл:
At = а+д - A = р{А+д - A > 11?,} * Д + 0(д). где J". - о-алгебра всех событий (то есть вся информация, при условии которой рассчитывается вероятность P) до момента времени t включитель- но. Процесс – это “остаток”, который невозможно предсказывать, то есть так называемый мартингал – процесс с условно-независимыми приращениями. При этом также имеет место равенство по теореме Деллашери:
. ~ „ F(t + А) - F(t) f
Д^с = Лг+Д - А = —-—— + О(А), где F(t) – функция распределения времени ожи- даемого очередного поступления единицы КД.
Будем считать, что комплект КД состоит из

конечного числа документов и электронных моделей деталей, тогда
– считающий процесс числа единиц поступившей КД в i -ый отдел УГК
ч*=(<;)«,
– считающий процесс числа единиц обрабатываемой КД в отделе УГК (число заявок в очереди обработки)
– считающий процесс числа проработанной КД в i -ом отделе УГК (на последнем узле процесс числа КД, передаваемой в УГТ для проектирования СТО).
Общая схема неоднородна, так как 1-ый, 2-ой и два крайних узла имеют особенную структуру. А именно, для балансовых соотношений справед- ливы выражения следующие выражения:
Qt = q^ + At + Di + Di - Di - Ri 4t = q^ + ^ + Ri + r4) - D2 - R2
где
– считающий процесс числа возвращаемых на доработку КД во входной узел (отдел УГК, находящийся выше по схеме бизнес-процесса КТПП)
– считающий процесс числа возвращаемых на доработку КД в узел, стоящий на шаг дальше от входного узла
Для входов на 2-ом узле имеет место следующее уравнение:
A2 = Di + Ri + r* , L L L L '
тогда количество обрабатываемой КД в i -ом отделе (узле) УГК можно представить как
, а для третьего узла обработки КД справедливо уравнение:
qi = q^ + Di + «t4 +rt5 - Di - Ri - rt3, для 3 < i < ti — 2 можно представить в виде: Q* = qi + (О?"1 + R;*1 + <2) - (D* + R* + r^ , для предпоследнего узла обработки КД можно представить в виде:

Уравнение для n-го узла справедливы урав- нения:
где в качестве управления служат параметры количества сотрудников отделов УГК, количество разновидностей и объем входной в систему КД, время на выполнение операций. Количество проработанной КД должно быть максимальным, при этом время на проработку должно быть минимальным, количество возвратов на доработку минимальным. Ставится задача определения оптимального количества сотрудников КПП, при котором будет повышаться эффективность выполняемой работы, тогда справедливо:
тогда
где K – общее количество КД за T времени обработки, тогда
D" = J I (q\ > О)(а^;)с/Д, о где a' – коэффициент пропорциональности, N i – число сотрудников в i-м отделе.
Общее число обработанных заявок (проработанной КД) можно представить как сумму:
Dt = Do + О^ + m^ , где m* – мартингал.
При этом справедливо инфинитезиальное соотношение для условия вероятностей скачков: ^{f r+5 - D‘ = 1 | q; > 1} = a'N16 + o{6) .
Для компенсаторов считающих процессов количество возвращаемой на доработку КД справедливо соотношение:
при этом выполняется:
;
p{pt+s - Pt =11 q^ °} = pi5 + °(5).
Для формализованного оценивания вероятности возникновения сбоя функционирования бизнес-процесса КТПП авиастроительного предприятия определим факторы, влияющие на качество функционирования бизнес-процесса КТПП: пропускная способность системы; вероятность возврата КД на доработку; вероятность занятости каждого из каналов и всех вместе; среднее время занятости каждого канала; вероятность занятости всех каналов; среднее количество занятых каналов; вероятность простоя каждого канала; вероятность простоя всей системы; среднее количество заявок, стоящих в очереди; среднее время ожидания заявки в очереди; среднее время обслуживания заявки.
В УГК поступает комплект КД с интенсивностью X в смену, среднее время обработки одного комплекта КД составляет Tср. При известных параметрах X и Т ср . по теории массового обслуживания можно посчитать показатели эффективности бизнес-процесса КТПП.
Измеряем время наблюдения, допустим, оно составит T н . Подсчитываем количество обслуженных заявок N обс., времена простоя и другие величины. В результате можем вычислить показатели, характеризующие качество работы СМО.
Вероятность обслуживания:
P обс. = N обс. / N
Для расчета вероятности обслуживания заявки в системе достаточно разделить число заявок, которым удалось обслужиться за время T н.
Пропускная способность системы:
A = N обс. / T н
Для расчета пропускной способности системы достаточно разделить число обслуженных заявок N обс. на время T н, за которое произошло это обслуживание.
Вероятность отказа:
P отк. = N отк./ N.
Для расчета вероятности отказа заявке в обслуживании достаточно разделить число заявок N отк., которым отказали за время T н на число заявок N , которые хотели обслужиться за это же время, то есть поступили в систему. P отк. + P обс. в теории должно быть равно 1. На самом деле экспериментально может получаться значение отличное от 1. Эта неточность объясняется тем, что время наблюдения T н мало и статистика накоплена недостаточная для получения точного ответа.
Вероятность занятости одного канала: P 1 = T зан./ T н , где T зан. — время занятости только одного канала (первого или второго). Измерениям подлежат временные отрезки, на которых происходят определенные события.
Вероятность занятости двух каналов: P 2 = T зан./ T н . На диаграмме ищутся такие отрезки, во время которых одновременно заняты и первый, и второй канал.
Среднее количество занятых каналов: N ск = 0 · P 0 + 1 · P 1 + 2 · P 2. Чтобы подсчитать, сколько каналов занято в системе в среднем, достаточно знать долю (вероятность занятости одного канала) и умножить на вес этой доли (один канал), знать долю (вероятность занятости двух каналов) и умножить на вес этой доли (два канала) и так далее.
Вероятность простоя хотя бы одного канала: P *1 = T простоя1 / T н .
Вероятность простоя двух каналов одновре- менно:
P *2 = T простоя2 / T н = 0.
Вероятность простоя всей системы:
P *c = T простоя сист. / T н .
Среднее количество заявок в очереди:
N сз = 0 · P 0з + 1 · P 1з + 2 · P 2з.
Чтобы определить среднее количество заявок в очереди, надо определить отдельно вероятность того, что в очереди будет одна заявка P1з, вероятность того, в очереди будет стоять две заявки P2з и т. д. и снова с соответствующими весами их сложить.
Вероятность того, что в очереди будет одна заявка:
P 1з = T 1з/ T н.
Вероятность того, в очереди будет стоять одновременно две заявки:
P 2з = T 2з / T н .
Среднее время ожидания заявки в очереди:
т
.
Сложить все временные интервалы, в течение которых какая-либо заявка находилась в очереди, и разделить на количество заявок.
Среднее время обслуживания заявки: у* т — _ “i= 1 1 обс-т.
.
Сложить все временные интервалы, в течение которых какая-либо заявка находилась на обслуживании в каком-либо канале, и разделить на количество заявок.
Среднее время нахождения заявки в системе: T ср. сист. = T ср. ож. + T ср. обсл. .
На основе математической модели бизнес-процесса КТПП была построена имитационная модель в виде дискретно-событийной модели в программном продукте AnyLogic (рис. 2).
На основе имитационной модели проведен оптимизационный эксперимент, позволяющий определить оптимальные параметры численно-


|
(5 otd_118 |
0otd_117 (5 PDU 2 8 |
0 T_0td_118 4 ~ |
0 T_otd_117 20 ~ |
0 T_PDU 4375 |
0 All_kD 18 |
|
0 CK0 |
(5 Ug_meti |
0 t_cko |
О T_Ug_met! 10 |
||
|
(3gk |
(5 Centi _prorab |
О T_GK |
0 T_Centr_proiab |
||
|
(5 ceh_141 21 ~ |
0 otd_115 |
0 T_ceh_141 2.857 - |
О T_otd_115 |
||
|
0 otd_384 |
() dh_po_TOP |
О T_0td_384 |
0 T_dii _po_TOP 20 ~ |
Рис. 2. Имитационная модель бизнес-процесса КПП
Оптимизационный эксперимент
Запустить оптимизацию
Текшее
Итерация:
Функционал: t
Параме1|>ы
old 118
CKO
GK
ceh_141
Otd_384
otd_11 1
Ug_metr Centr_prorab otd_115
dir_po_TOP
PDU
Копировать лучшее решение в буфер
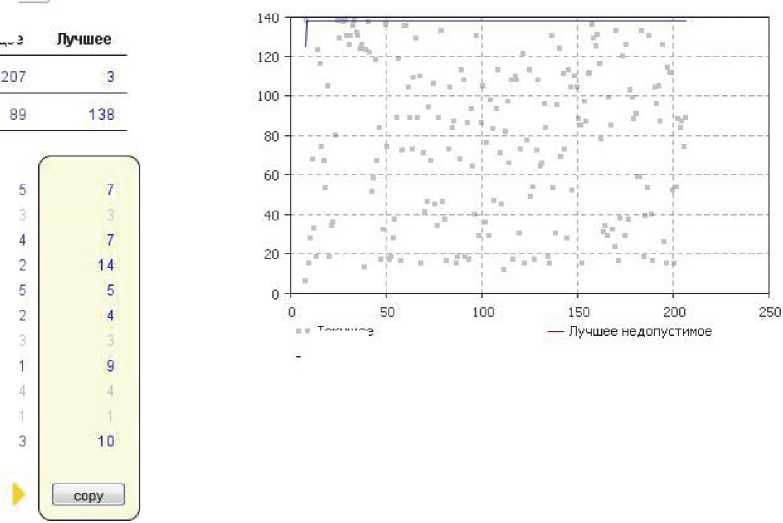
Рис. 3. Результаты оптимизационного эксперимента
Текущее
— Лучшее допустимое
сти сотрудников отделов EUR при максимальной загрузке в получении новой КД и меньших сроков ее проработки (рис. 3).
Полученные результаты оптимизационного эксперимента информационно-аналитическая система [2] мониторинга, анализа и управления бизнес-процессом КТПП получает и ведет сравнение с параметрами, полученными из PDM системы предприятия в режиме реального времени. В результате анализа параметров строятся ситуационные графики бизнес-процесса, отображающие ситуацию “как есть” и как “должно быть”. На основе полученных данных руководитель службы или отдела принимает управленческие решения, чтобы скорректировать функциониро- вание бизнес-процесса КТПП.
Работа выполнена в рамках государственного задания Министерства образования и науки Российской Федерации.
Список литературы Численные расчеты по математической модели оценивания вероятности возникновения сбоя функционирования бизнес-процесса КТПП авиастроительного предприятия
- Бутов А.А., Раводин К.О., Теория случайных процессов: учебно-методическое пособие. Ульяновск: УлГУ, 2009. -62 стр.
- Железнов О.В. Программно-информационный комплекс мониторинга и анализа бизнес-процесса КТПП авиастроительного предприятия//Известия Самарского научного центра РАН. 2013 Т.15. №4(3). С.642-647
