Численный анализ сортовой прокатки алюминиевого сплава 5754 на стане радиально-сдвиговой прокатки

Автор: Кулаковская Анна, Лабер Конрад, Дыя Хенрик, Грик Анета, Бахаев Константин Вячеславович, Полунин Дмитрий Сергеевич
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Обработка металлов давлением. Технологии и машины обработки давлением
Статья в выпуске: 1 т.20, 2020 года.
Бесплатный доступ
Представлен анализ влияния температуры и скорости вращения валков на изменение температуры, а также напряженно-деформированного состояния в алюминиевых стержнях из сплава серии 5ХХХ. Проведено численное моделирование процесса прокатки на стане радиально-сдвиговой прокатки при 300 и 350 °С при 50 и 100 об/мин. Было проанализировано влияние этих параметров на распределение температуры, интенсивность деформации, скорость деформации и гидростатическое давление. При проведении численного моделирования использовались реальные реологические свойства исследуемого алюминиевого сплава 5754. Из-за растягивающего напряжения, возникающего на оси прокатываемой заготовки, наиболее неблагоприятными параметрами прокатки можно считать температуру загрузки 300 °С и скорость вращения роликов 50 об/мин. При остальных параметрах наибольшие растягивающие напряжения возникают в слоях на поверхности контакта заготовки с валками. Исследования, проведенные в работе, стали началом разработки оптимальных условий для пластической деформации труднодеформируемых алюминиевых сплавов 5ХХХ.
Численное моделирование, радиально-сдвиговая прокатка, метод конечных элементов, алюминиевые прутки
Короткий адрес: https://sciup.org/147233945
IDR: 147233945 | УДК: 621.771.01 | DOI: 10.14529/met200111
Numerical analisys of aluminium alloy 5754 profile rolling on radial-dispacement rolling mill
The article presents an analysis of temperature and roll rotation speed effect on temperature changes, as well as the stress-strain state in aluminum rods made of 5XXX series alloy. A numerical simulation of the rolling process at the radial-displacement mill at 300 and 350 °C at 50 and 100 rpm was carried out. The influence of these parameters on the temperature distribution, strain intensity, strain rate and hydrostatical pressure was analyzed. The real rheological properties of the studied 5754 aluminum alloy were used in the numerical simulation. The most unfavorable rolling parameters can be considered as a loading temperature of 300 °C and a rollers speed of rotation of 50 rpm due to the tensile stress arising on the axis of the rolled billet. The highest tension stresses with other variations of parameters occur in the layers on the contact surface of the billet with the rolls. The studies conducted in this work marked the beginning of the development of optimal conditions for the plastic deformation of difficultly deformed 5XXX aluminum alloys.
Текст научной статьи Численный анализ сортовой прокатки алюминиевого сплава 5754 на стане радиально-сдвиговой прокатки
Радиально-сдвиговая прокатка является частным случаем стационарной наклонной прокатки в большом диапазоне углов скоса (16–18° и более) в валках со специальной калибровкой для деформируемого материала и с регулярным поперечным сечением [1]. Наиболее интенсивные сдвиговые деформации находятся в зоне поверхности деформируемого материала, а в очаге деформации создаются оптимальные условия, способствующие формированию ультратонкой структуры [2].
В Институте технологической обработки пластмасс Ченстоховского политехнического университета в течение нескольких лет проводились исследования возможностей прокатки цветных сплавов в стане радиальносдвиговой прокатки типа RSP 14/10, разработанном в Московском институте стали и сплавов [3, 4]. Кроме того, работы касаются анализа процесса прокатки стержней из алюминиевых сплавов 1050A, 2017A [5–7] и 7075 [8, 9], и технологии деформирования магниевых сплавов, в том числе AZ31 [10–14]. Также было предпринято численное моделирование процесса прокатки биметаллических прутков [15].
Из-за сложного расположения инструментов относительно оси прокатки процессы, происходящие в материале при деформации, также являются сложными [16–18]. По этой причине важно правильно выполнять численное моделирование, чтобы выбрать оптимальные параметры для фактического процесса прокатки.
В работе представлены результаты численного моделирования процесса прокатки прутков из алюминиевого сплава 5754 для процесса прокатки при двух значениях температуры и при разных скоростях вращения валков.
1 . Цель и объем работы
Целью исследования было проанализировать влияние температуры и скорости вращения валков на распределение температуры, интенсивность деформации, скорость деформации и гидростатическое давление в процессе прокатки заготовки из алюминиевого сплава 5754 в прокатном стане. При проведении численного моделирования использовались реальные реологические свойства исследуемого сплава, определенные в ходе работы [4].
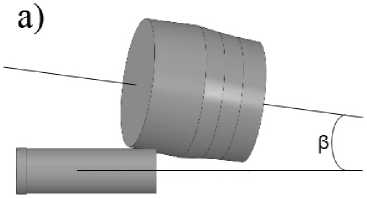
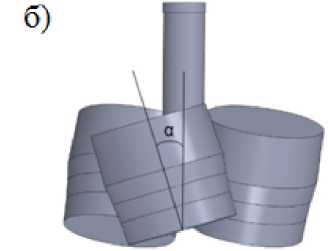
Рис. 1. Расположение валков, принятое для численного моделирования процесса прокатки
Значения параметров A и m 1 … m 9 , используемые для определения значения σ p сплава 5754
|
A |
m 1 |
m 2 |
m 3 |
m 4 |
m 5 |
m 6 |
m 7 |
m 8 |
m 9 |
|
0,086677 |
–0,009417 |
–0,052679 |
–0,210967 |
0,013087 |
–0,000506 |
0,000749 |
0,000857 |
1,816680 |
0,086677 |
Исследования, проведенные в работе, стали началом разработки оптимальных условий для пластической деформации трудноде-формируемых алюминиевых сплавов 5ХХХ. Кроме того, в работе проведен анализ значений деформации, напряжения и температуры анализируемого сплава в зоне деформации.
2 .Материалы и методы исследования
Для численного моделирования процесса прокатки круглых прутков из алюминиевых сплавов серии 5ХХХ с химическим составом, соответствующим стандарту EN 573-1 [19] использовались реологические свойства алюминиевого сплава 5754, представленные в работах [20, 21].
Для численного моделирования предполагалось, что температура перед прокаткой составляет 300 и 350 °С, а скорость вращения валков – 50 и 100 об/мин. Другие граничные условия процесса были следующими:
-
– модель трения: Кулона и Треска: коэффициент трения – 0,4; коэффициент трения – 0,8;
-
– коэффициент теплообмена между роликами и полосой – 2000 Вт/м2К;
-
– диаметр начального прутка – 30 мм; диаметр готового прутка – 24 мм.
Валки наклонены к оси прокатки под углом α = 18°, рабочие поверхности валков – под углом β = 9° по отношению к осям валков (рис. 1).
Чтобы использовать результаты на практике и получить математическую связь между значением предела текучести σp и параметрами деформации (T, е, ё), результаты испы- таний реологических свойств [20] были аппроксимированы с использованием уравнения Хензеля – Шпиттеля [22]:
а р = Л • ет1Т• Тт • Ётх т4
3 . Результаты численного моделирования
х е~ (1 + е) т^Т • е т 2 ^Е • £ тз • гт^, (1) где: ɛ – истинная деформация, ε – скорость деформации, с–1, T – температура, °С, m 1 … m 9 – коэффициенты в зависимости от марки испытываемой стали.
Коэффициенты аппроксимирующей функции результатов пластических испытаний алюминиевого сплава 5754 показаны в таблице [20].
На рис. 2 показано распределение температуры в прутке во время прокатки сплава 5754 в стане радиально-сдвиговой прокатки.
Анализируя распределение температуры в продольном сечении прутка (см. рис. 2), было отмечено, что при увеличении скорости вращения от 50 до 100 об/мин, происходит повышение температуры прокатываемой полосы как при температуре прокатки 300 °С (см. рис. 1а, б), так и при 350 °С (см. рис. 1в, г). Наибольший тепловой эффект наблюдался при скорости вращения 100 об/мин и температуре прокатки 300 °С – около 100 °С. Также было отмечено, что при более низкой температуре загрузки тепловой эффект процесса выше. Аналогичные результаты были продемонстрированы при численном анализе процесса прокатки алюминиевых сплавов 1050А, 2017А [5–9], когда при прокатке прутков с начальной температурой 400 °С температура прокатки составляла 460 °С.
На рис. 3 показано распределение интенсивности фактической деформации в поперечном сечении в продольной оси полосы в процессе прокатки прутков из алюминиевого сплава 5754 на стане радиально-сдвиговой прокатки.
На основании анализа данных, представленных на рис. 3, можно сделать вывод, что в результате увеличения скорости вращения валков с 50 до 100 об/мин значение интенсивности истинной деформации в металле, проходящем через прокатный стан, увеличивается. Было замечено, что после использования более высокой температуры прокатки при той же скорости вращения валков значение фактической интенсивности деформации в материале уменьшилось, что можно объяснить более низким значением напряжения в сплаве в этих условиях (алюминиевые сплавы серии 5ХХХ являются труднодеформируемыми сплавами). Наибольшее значение интенсивности деформации наблюдается при прокатке при температуре 300 °С и скорости вращения 100 об/мин и составляет 3,37, а наименьшее – при температуре 350 °С и скорости вращения 50 об/мин и составляет около 2,73.
На рис. 4 показано распределение интенсивности скоростей деформаций по оси материала в процессе прокатки прутков алюминиевого сплава 5754 на стане радиальносдвиговой прокатки.
Из представленного распределения интенсивности скорости деформации (см. рис. 4) видно, что максимальные значения скорости деформации возникают при более высокой скорости вращения валков (см. рис. 4в, г). Кроме того, можно отметить, что температура прокатки не оказывает существенного влияния на значения скорости деформации.
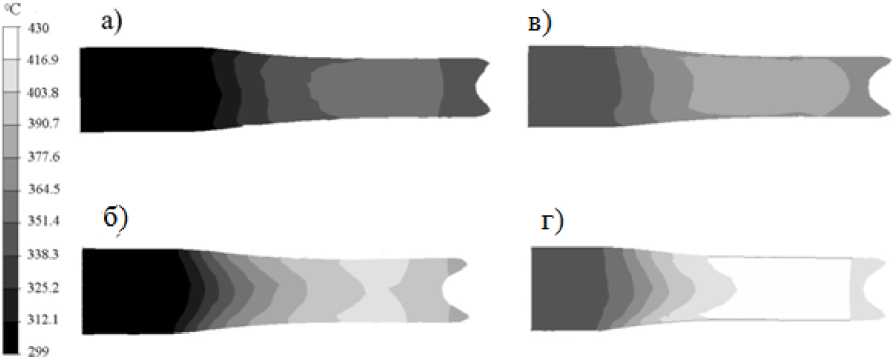
Рис. 2. Распределение температуры в прутке в процессе прокатки (продольный разрез): а, б – температура прокатки 300 °С; в, г – температура прокатки 350 °С; а, в – скорость вращения роликов 50 об/мин; б, г – скорость вращения роликов 100 об/мин
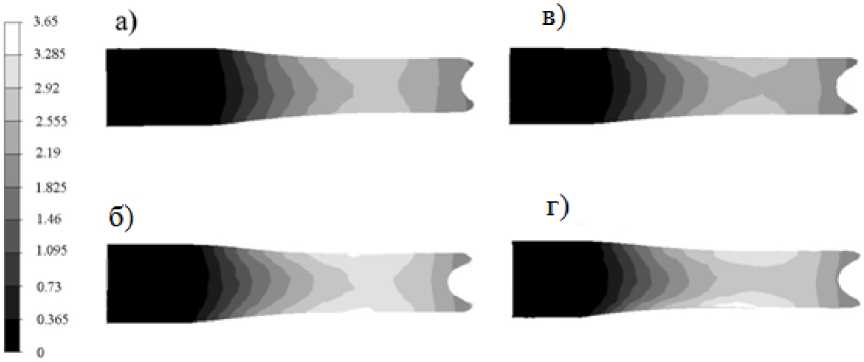
Рис. 3. Распределение интенсивности истинных деформаций в прутке в процессе прокатки на трехвалковом стане (продольный разрез): а, б – температура прокатки 300 °С; в, г – температура прокатки 350 °С; а, в – скорость вращения роликов 50 об/мин; б, г – скорость вращения роликов 100 об/мин
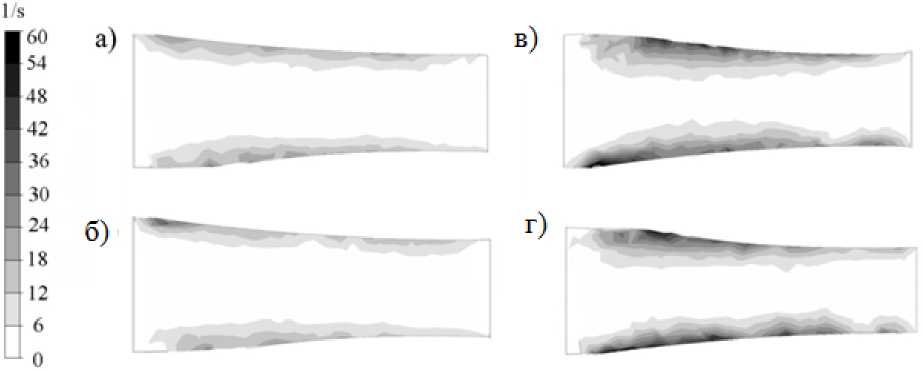
Рис. 4. Распределение интенсивности скорости деформации по оси материала в процессе прокатки прутков из алюминиевого сплава 5754 на стане радиально-сдвиговой прокатки: а, б – температура прокатки 300 °С; в, г – температура прокатки 350 °С; а, в – скорость вращения роликов 50 об/мин;
б, г – скорость вращения роликов 100 об/мин
MPa
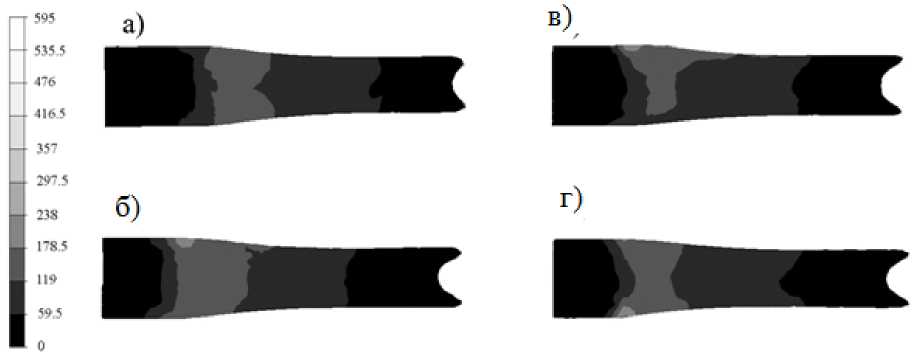
Рис. 5. Распределение интенсивности напряжения в прутке в процессе прокатки на стане радиальносдвиговой прокатки (продольный разрез): а, б – температура прокатки 300 °С; в, г – температура прокатки 350 °С; а, в – скорость вращения валков 50 об/мин, б, г – скорость вращения валков 100 об/мин
Распределение интенсивности напряжения в очаге деформации в процессе прокатки прутка показано на рис. 5.
Из данных, представленных на рис. 5, видно, что для рассматриваемого диапазона параметров распределение интенсивности напряжения больше зависит от температуры, чем от скорости вращения роликов. Значение интенсивности напряжения в зоне деформации находится в интервале 240–300 МПа. Однако наибольшие значения этих напряжений возникают на поверхности контакта металла с роликами.
Распределение среднего напряжения в процессе прокатки слитков из алюминиевого сплава 5754 на стане радиально-сдвиговой прокатки показано на рис. 6.
При прокатке с температурой 350 °С наи- большие средние значения напряжений возникают в поверхностной зоне деформируемого прутка, при этом они являются растягивающими напряжениями. Во время деформации образцов, нагретых до температуры 300 °С со скоростью вращения 50 об/мин (см. рис. 6а), высокие растягивающие напряжения возникают вдоль оси прокатываемого материала. Это неблагоприятное явление, поскольку оно может вызвать разрывы в прокатываемом прутке. При скорости вращения 100 об/мин (см. рис. 6б), увеличение среднего значения напряжения наблюдалось на оси прутка перед входом в очаг деформации. Сжимающие напряжения в этом случае противодействуют развитию дефектов в виде разрывов в деформируемом материале.
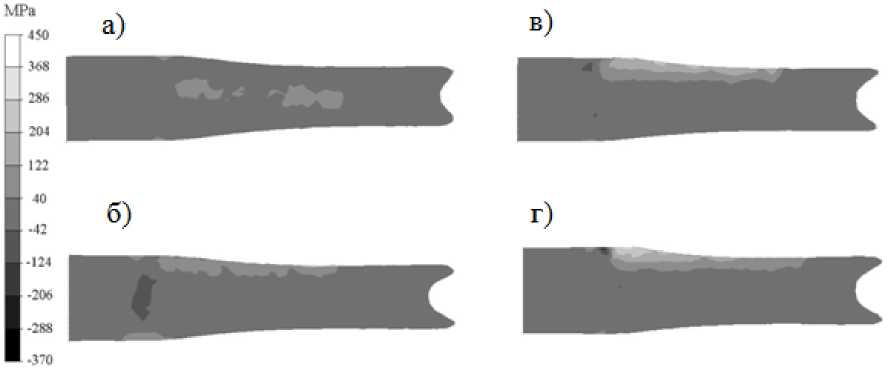
Рис. 6. Распределение среднего напряжения в прутке в процессе прокатки на трехвалковом стане (продольный разрез): а, б – температура прокатки 300 °С; в, г – температура прокатки 350 °С; а, б – скорость вращения валков 50 об/мин; в, г – скорость вращения валков 100 об/мин
Выводы
На основании анализа полученных результатов численного моделирования процесса прокатки прутков из алюминиевого сплава 5754 на стане радиально-сдвиговой прокатки можно сделать следующие выводы и утверждения.
-
1. Из-за повышения температуры нагрева перед прокаткой с 300 до 350 °С тепловой эффект процесса прокатки на стане радиально-сдвиговой прокатки уменьшается.
-
2. Увеличение скорости вращения от 50 до 100 об/мин увеличивает интенсивность де-
- формации до 2 раз; при этом повышение температуры прокатки не оказывает существенного влияния на интенсивность скорости деформации.
-
3. Из-за растягивающих напряжений, возникающих по оси прокатываемого прутка, наиболее неблагоприятными параметрами прокатки можно считать температуру 300 °С и скорость вращения роликов 50 об/мин. Для остальных параметров наибольшие растягивающие напряжения возникают в слоях на поверхности контакта валка и прутка.
Список литературы Численный анализ сортовой прокатки алюминиевого сплава 5754 на стане радиально-сдвиговой прокатки
- Потапов И.Н., Полухин П.И. Технология винтовой прокатки. М.: Металлургия, 1990. - 344 с. [Potapow I.N., Polukhin P.I. Tekhnologiya vintovoy prokatki [Technology of screw rolling]. Moscow, Metallurgiya Publ., 1990.]
- Kazanecki J. Wytwarzanie rur bez szwu. Uczelniane wydawnictwa naukowo-dydaktyczne, Krakow, 2003.
- Пат. 2293619 Российская Федерация. Галкин С.П. Способ винтовой прокатки, 2006. [Galkin S.P. Sposob vintovoy prokatki [Screw rolling method]. Patent RF, no. 2293619, 2006.]
- Пат. 2009737 Российская Федерация. Галкин С.П., Дегтярев М.Г., Карпов Б.В., Михайлов В.К., Романцев Б.А., Чистова А.П. Трехвалковый стан винтовой прокатки и технологический инструмент стана винтовой прокатки, 1992. [Galkin S.P., Degtyarev M.G., Karpov B.V., Mikhay-lov V.K., Romantsev B.A., Chistova A.P. Trekhvalkovyy stan vintovoy prokatki i tekhnologicheskiy instrument stana vintovoy prokatki [Three Roll Screw Rolling Mill and Technological Tool Screw Rolling Mill]. Patent RF, no. 2009737, 1992.]
- Morel A., Mroz S., Stefanik A., Szota P., Dyja H. Teoretyczno-doswiadczalna analiza procesu walcowania pr^tow aluminiowych w trojwalcowej walcarce skosnej. Rudy i Metale Niezelazne, 2013, nr 11, s. 794-798.
- Stefanik A., Szota P., Mroz S., Dyja H. Analysis of the aluminium bars in tyree-high skew rolling mill rolling process. Solid State Phenomena, 2015, no. 220-212, pp. 892-897. DOI: 10.4028/www.scientific.net/ssp.220-221.892
- Stefanik A., Morel A., Mroz S., Szota P. Theoretical and experimental analysis of aluminium bars rolling process in Tyree-high skew rolling Mill. Archives of Metallurgy and Materials, 2015, no. 60, pp. 809-813. DOI: 10.1515/amm-2015-0211
- Stefanik A., Szota P., Mroz S., Dyja H. Teoretyczno-doswiadczalna analiza procesu walcowania pr^tow ze stopu magnezu AZ31 w trojwalcowej walcarce skosnej. VI Konferencja Naukowa z udzialem uczestniköw zagranicznych. Ustron, 2014, s. 109-114. DOI: 10.1515/amm-2015-0479
- Laber, K., Kulakowska, A., Dyja, H. Physical modelling of the process of rolling AlZn5.5MgCu aluminum alloy bars on the RSP14/40 three-high reeling mill. METAL 2018 - 27th International Conference on Metallurgy and Materials, Conference Proceedings, pp. 1599-1604.
- Kulakowska A. Ksztaitowanie wlasnosci prqtöw ze stopu aluminium AlZn5,5MgCu w trojwalcowej walcarce skosnej, Praca doktorska, Cz^stochowa, 2017 r.
- Gryc A. Teoretyczno-doswiadczalna analiza procesu walcowania stopu magnezu Mg3Al1Zn0,3Mn w trojwalcowej walcarce skosnej. Praca doktorska, Politechnika Cz^stochowska, Cz^stochowa, 2015.
- Gryc A., Bajor T. Badania numeryczne wplywu pr^dkosci obrotowej na wlasnosci pr^tow okr^glych ze stopu AZ31 w procesie walcowania w trojwalcowej walcarce skosnej. Konferencja Naukowa Doktorantöw i Miodych Naukowcöw - Mlodzi dla Techniki 2013, Wybrane problemy naukowo-badawcze mechaniki i inzynierii materiaiowe, 6 listopad 2013, Plock, s. 31-40. DOI: 10.1515/amm-2015 -0479
- Gryc A., Dyja H., Bajor T., Kalamorz M. Analysis of strain and stress distribution during rolling bars of AZ31 magnesium alloy in three-high skew rolling mill. Sed'maya mezhdunarodnaya molodezh-naya nauchno-prakticheskaya konferentsiya "Innovatsionnyye tekhnologii v metallurgii i mashino-stroyenii", posvyashchennoy pamyati chl.-korr. RAN, pochetnogo doktora UrFU V.L. Kolmogorova, 26-30 nojabrja 2013.
- Gryc A., Bajor T., Dyja H., Sawicki S., Laber K. Physical modelling of plastic deformation conditions for the rolling process of AZ31 bars in a three high skew rolling mill. Metallurgia, 2014, nr 53, s. 489-492.
- Sawicki S., Szota P., Mroz S., Stefanik A., Dyja H. Wplyw pr^dkosci obrotowej na stan napr^zen i odksztalcen pr^tow bimetalowych w procesie walcowania na trojwalcowej walcarce skosnej. Obröbka plastyczna metali, 2009, t. XX, nr 1, s. 65-75.
- Галкин С.П. Траекторно-скоростные особенности радиально-сдвиговой и винтовой прокатки. Современные проблемы металлургии. 2008. Т. 11. С. 26-33. [Galkin S.P. [Trajectory-speed features of radial shear and helical rolling], 2008, vol. 11, pp. 26-33. (in Russ.)]
- Галкин С.П., Михайлов В.К., Романцев Б.А. Технология и мини-стан винтовой прокатки как технико-технологическая прокатная система. Производство проката. 1999. № 6. С. 42-47. [Galkin S.P., Mikhaylov V.K., Romantsev B.A. Technologies and mini-rolling of helical rolling as a technology-technological system. Proizvodstvo prokata [Rolled Metal Production], 1999, no. 6, pp. 42-47. (in Russ.)]
- Galkin S.P., Dyja H., Galkin A.M., Rz^sowska A. Kinematyczny model plyni^cia metalu podczas walcowania skosnego pr^tow. Hutnik - Wiadomosci Hutnicze, 2004, nr 12, s. 589-593. DOI: 10.15199/24.2016.11.11
- Polska norma: PN-EN 573-1:2006. Aluminium i stopy aluminium - Sklad chemiczny i rodzaje wyroböw przerobionych plastycznie - Czqsc 1: System oznaczen numerycznych.
- Sawicki S., Kawalek A., Laber K., Dyja H., Borowski J., Lesniak D., Jurczak H. Plastometric testing of rheological properties of 5083 and 5754 aluminium alloy. 2nd International Conference on Non-Ferrous Metals ICNFM'2015, czerwiec 22-24 2015, Krakow, Poland, AGH University of Science and Technology, s. 129-130. DOI: 10.4028/www.scientific.net/kem.682.362
- Sprawozdanie nr 1/IPPiIB-PCz/Demonstrator, z projektu realizowanego w ramach Programu DEMONSTRATOR+ pt.: Opracowanie innowacyjnej technologii wyciskania ksztaltowniköw z trudno odksztalcalnych stopöw aluminium serii 5xxx. Zadanie nr 4: Badanie wlasnosci reologicznych wybranych stopow AlMg, ukierunkowane na zbudowanie materialowej bazy danych, z przeznaczeniem do modelowania numerycznego procesu wyciskania, Konsorcjum EXALU5000 - AGH/INOP/PCZ/ ALBATROS ALUMINIUM, Cz^stochowa, 2015. DOI: 10.15199/67.2016.6.3
- Хензель А., Шпиттель Т. Расчет энергосиловых параметров в процессах обработки металлов давлением: пер. с нем. М.: Металлургия, 1982. 360 c. [Hensel A., Spittel T. Kraft- und Arbeitsbedarf bildsamer Formgebungsverfahren. Leipzig, 1978.]
