Цифровая коррекция алгоритмов управления асинхронными электроприводами с частотным управлением, применяемых в транспортных механизмах линий непрерывного производства

Автор: Логинова Наталья Александровна, Кодкин Владимир Львович, Балденков Александр Александрович
Журнал: Вестник Южно-Уральского государственного университета. Серия: Энергетика @vestnik-susu-power
Рубрика: Электромеханические системы
Статья в выпуске: 3 т.21, 2021 года.
Бесплатный доступ
В статье изложены предложения по корректировке динамики асинхронных электроприводов с частотным регулированием, используемых в производственном оборудовании. В ряде научных трудов как российских, так и зарубежных исследователей представлены различные способы улучшения статических и динамических характеристик асинхронных электроприводов для применения их на промышленных линиях с высокими требованиями к показателям качества регулирования этих приводов. Ранее авторами было показано, что положительная динамическая связь по активной составляющей тока статора двигателя (dynamic positive feedback (DPF)) значительно улучшает статическую точность поддержания скорости и качество динамических процессов. Однако аппаратная реализация этой коррекции в приводах производственных механизмов на основе аналоговых элементов существенно снижает ее технико-экономическую эффективность. В предлагаемой статье показано, как такую же коррекцию можно реализовать на промышленных контроллерах, изначально предназначенных для работы с преобразователями частоты (ПЧ) в качестве устройств, управляющих технологическими режимами работы механизмов. Показано, что такой подход открывает широкие возможности для совершенствования алгоритмов управления асинхронными электроприводами в рамках стандартного программного и аппаратного обеспечения.
Программируемый логический контроллер, асинхронный электропривод, алгоритмы управления
Короткий адрес: https://sciup.org/147236633
IDR: 147236633 | УДК: 62-83-52 | DOI: 10.14529/power210312
Digital adjustment of control algorithms for asynchronous variable frequency drives used in transports of continuous production lines
The article presents proposals on how to adjust the dynamics of asynchronous variable frequency drives used in production equipment. Several papers and patents show that dynamic positive feedback (DPF) on the active current of the motor stator yields significant improvement in static speed accuracy and dynamic process quality. However, analog hardware implementation of this adjustment in drives of production machines is both inefficient and cost-ineffective. This article shows how such adjustment could be implemented in industrial controllers originally designed to work with frequency converters (FC) as process parameter controllers. It further shows that this approach opens up broad opportunities to use standard hardware and software in better asynchronous drive control algorithms.
Текст научной статьи Цифровая коррекция алгоритмов управления асинхронными электроприводами с частотным управлением, применяемых в транспортных механизмах линий непрерывного производства
В промышленных агрегатах чаще всего применяют асинхронные электроприводы со стандартными и различными инновационными методами управления. Эти методы управления имеют ряд особенностей и проблем, которые достаточно хорошо изучены, им посвящены статьи исследователей из разных стран и исследовательских центров [1–13].
Несомненными достоинствами асинхронных электроприводов с частотным управлением является и доступная цена их основных элементов – электродвигателей и преобразователей частоты ведущих мировых компаний (например – Schneider Electric, Франция).
Однако в агрегатах, в которых требуется получить лучшие технические характеристики, приходится искать инновационные решения по алгоритмам управления. Таким инновационным проектом оказался и проект модернизации системы приводов комплекса окраски листовых материалов. В этом проекте были использованы результаты ряда теоретических исследований специалистов кафедры автоматизированного электропривода ЮжноУральского государственного университета [14–19].
В проведенных в течение нескольких лет лабораторных исследованиях было показано, что в асинхронных электроприводах с частотным управлением на базе стандартных преобразователей частоты «среднего» класса технической сложности и ценовых характеристик могут быть реализованы алгоритмы управления, в значительной степени улучшающие статические и динамические характеристики приводов, а именно – статические точности поддержания скорости вращения электродвигателей, и существенно уменьшающие динамические провалы при набросах нагрузки, а также время переходных процессов в этих режимах. Эти алгоритмы были опробованы в электроприводах производственной линии окраски листового материала (древесноволокнистых плит). Зарегистрированные процессы токов статоров электродвигателей производства подтвердили теоретические положения и результаты экспериментов в лаборатории. Следующим шагом внедрения этих результатов должен стать вариант реализации, приемлемый для промышленных установок электропривода.
Постановка задачи
На агрегатах рассматриваемой технологической линии (рис. 1) в 2018 году была проведена модернизация. Вместо одного ПЧ, управляющего шестью приводами групп валков, установлено три

Рис. 1. Линия окраски листового материала
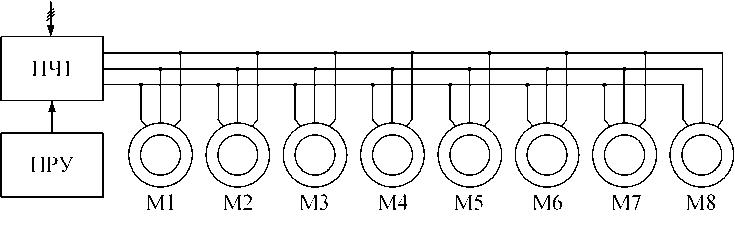
Рис. 2. Электрическая схема линии до модернизации
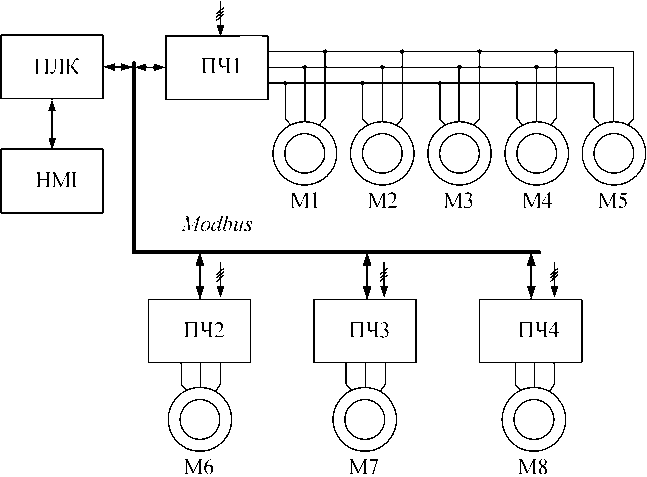
Рис. 3. Электрическая схема линии после модернизации
преобразователя компании S c hnei d er Electric (рис. 2, 3). Также в с хе му был в ключе н пр о гра м миру е мый лог и ческий контроллер той же фирмы с програм м ой, уточня ю щей з ада н и я н а скорости вра щ ен и я эл е ктродвигателе й д л я выра в нивания линейных скоростей. Подробн о процесс мо де рн и заци и рас с мотрен в п убликациях [18, 19 ].
Введение раздельного управления частью приводов позволило значительно улучшить качество переходных процессов тока и скорости в момент захвата листа двумя группами валков одно временно (рис. 4, 5), что, в свою очередь, привело к снижению количества бракованных изделий с 20–25 до 5–15 %. Тем не менее введение дополнительных преобразователей частоты требовало серьезного усложнения системы управления линией, так как для каждого преобразователя частоты требовалось подавать задание скорости пропорционально заданию на основной преобразователь (ПЧ1). Также соотношения скоростей основного (ПЧ1) и дополнительных (ПЧ2–ПЧ4) преобразователей частоты изменяются при смене валков.
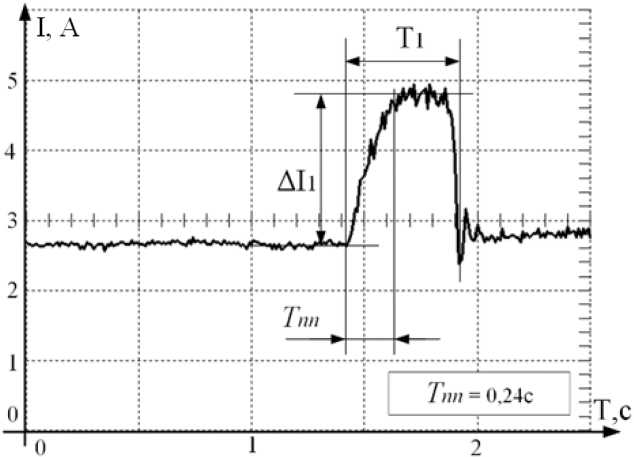
Рис. 4. Броски тока статора двигателя привода валков при захвате листа двумя группами валков до модернизации
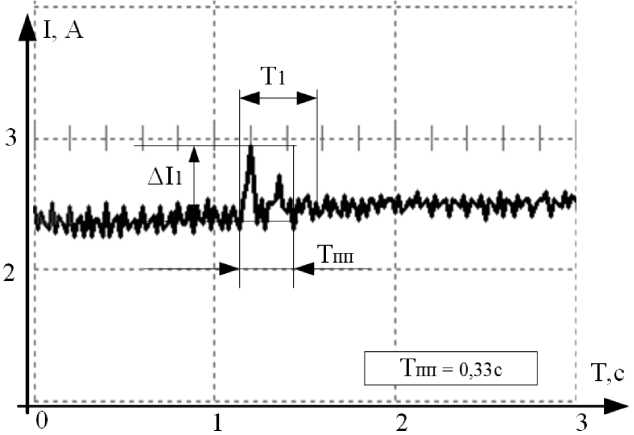
Рис. 5. Броски тока статора двигателя привода валков при захвате листа двумя группами валков после модернизации
Указанную проблему удалось решить введением в систему управления программируемого логического контроллера (PLC) и введением системы коэффициентов пересчета скоростей дополнительных преобразователей частоты относительно основного преобразователя частоты К1–К4 (рис. 6). Для решения данной задачи был выбран PLCTM241CE24R компании Schneider Electric.
Также оперативность настройки параметров линии и удобство работы оператора были повышены за счет применения человеко-машинного интерфейса (HMI) в виде панели оператора XBT511 той же компании (рис. 7).
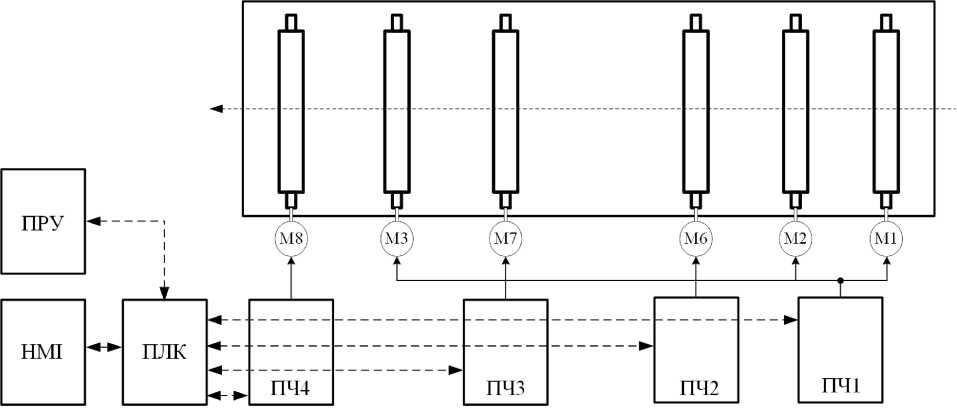
Рис. 6. Организация управления линией программируемым логическим контроллером

Рис. 7. Управление линией с HMI
О дна ко, н е с мот ря на з начител ьное с ниже н ие кол иче с тв а б ра к ов а н ны х из де л ий, опр е де ле нное кол ичес тв о б ра к а сох ранил о с ь, чт о с ильно с ниж а е т эконо м ич е с ку ю эфф ектив нос ть р аботы линии.
В работах [14– 1 7] ра с см а трив а е тс я ра з ра бо тан н ы й ав тора м и м е тод ко рре кци и с татиче ски х и ди на м иче ск и х х а ра кте р ис т ик а с и нх рон ны х эл ек троприв одов в виде ди на м и че с кой по л ожител ьной обратной связи по току статора (DP F ). Такая кор р е кц ия , п о пре дпо л ож ению а в торов , да с т в оз мо ж нос ть п о луч ить не обх о дим о е ка че ств о п ерех одн ых проце с сов при за хв а те л ист а однов ре м е нно дву м я гр уп па ми в а л ков и , т а ки м об раз ом , пол нос тью и с кл юч ить и ли с в ес т и к м и н имуму количе с тв о бр акованных изделий.
Реализация предлагаемой коррекции подразумевает необходимость введения в цепь коррекции апериодического звена первого или второго порядка. Применение аналоговых корректирую- щих устройств на промышленной линии затруднено по ряду причин. Однако программируемые логические контроллеры компании Schneider Electric имеют возможность реализации не только дискретных функций управления технологическим оборудованием, но и возможность реализации различных динамических звеньев, например, фильтра первого порядка (рис. 8).
С целью реализации коррекции в виде DPF на промышленной линии разработан алгоритм (рис. 9), программное обеспечение и принципиальная схема (рис. 10).
Предварительно проведен ряд экспериментальных исследований на лабораторном стенде, подробно описанный в работах [14–17], подтвердивший эффективность реализации предлагаемой коррекции с помощью программируемого логического контроллера. Результаты проведенных экспериментов в данной статье не рассматриваются, так как были опубликованы ранее.
Pin Diagram
This figure shows the pin diagram of the Filter_PTl function block:
— IjcEn 8001
— ij-lput 8Ы1
— UCydnme fZAF
FHter_PTl
— LtFltrTime M — i.xErrRst №
8001 q.xEn — ЙХХ q_xBusy — SEAL qj-Oput —
8001 q_xErr — UfNT q_uiErrId —
Functional Description
The Filcer_PTl function block provides a PT1 transfer function. The output value increases to 63% of input value within the time period equal to filter time constant. The output value reaches to 95% of input value after the time period equal to 3 * Filter time constant and then reaches gradually to 100% of the input value.
This figure shows the output profile functionality of the Filter_PTl function block: q_rOput
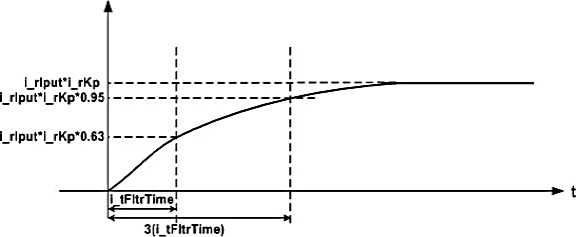
Рис. 8. Реализация фильтра первого порядка в ПЛК Schneider Electric на языке функциональных блоков
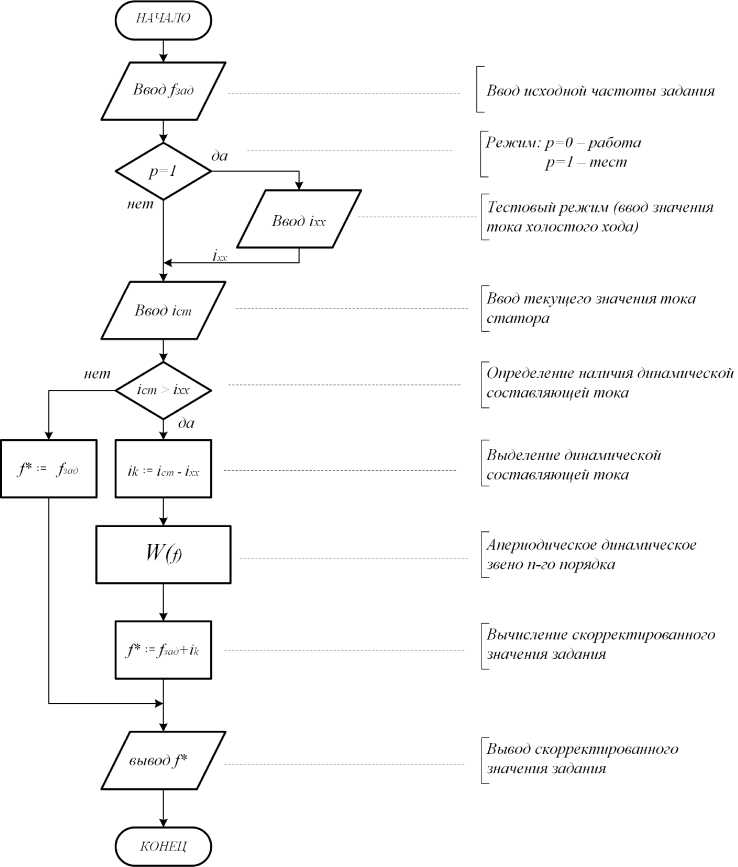
Рис. 9. Алгоритм работы DPF
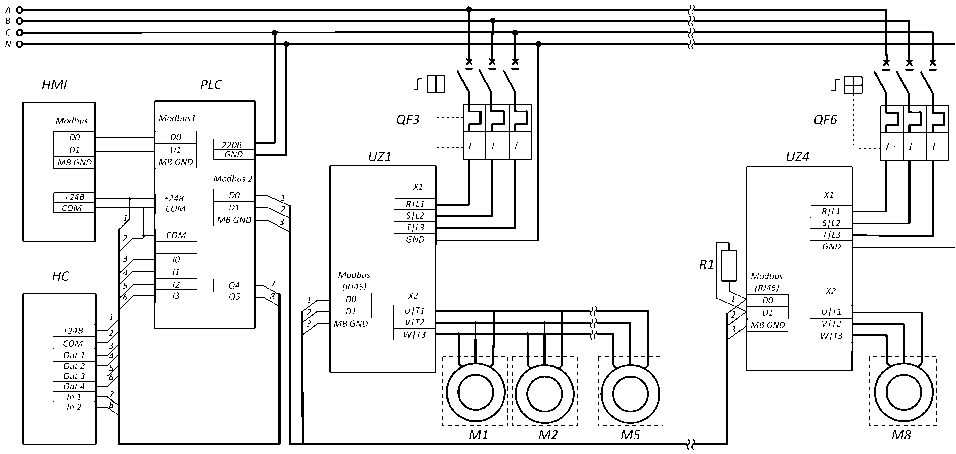
Рис. 10. Электрическая схема линии окраски листового материала с реализацией на ПЛК управления линией и коррекции характеристик асинхронных приводов
Экспериментальные результаты
После подтверждения эффективности предлагаемых решений в лабораторных условиях система управления и алгоритмы коррекции характеристик асинхронных электроприводов реализованы на промышленной линии окраски листового материала.
Проведен сравнительный анализ диаграмм тока статора и скорости при различных алгоритмах управления приводами, показавший преимущества применения DPF для управления приводами линий окраски.
На рис. 11 приведены диаграммы тока статора и скорости при управлении приводом протяжки листа с помощью векторного управления, замкнутого по скорости.
На рис. 12 приведены аналогичные диаграммы для системы управления с коррекцией DPF. Параметры процессов приведены в таблице.
На рис. 11 и рис. 12 Тпп – время переходного процесса при захвате листа; Тпл – время протяжки листа; Iст1 – ток статора при работе привода без листа; Iст2 – ток статора при протяжке листа; Апп – максимальная амплитуда тока при переходном процессе; t1, t2 – время начала и конца протяжки листа.
Необходимо обратить внимание на более динамичные переходные процессы с меньшим перерегулированием в системе с DPF, также немаловажным фактором является меньшее значение тока статора в статическом режиме, что повышает энергетические показатели линии.
В результате внедрение предлагаемой коррекции (DPF), реализованной на программируемом логическом контроллере, снизило количество бракованных изделий до 0,5–1 %, и повысило оперативность настройки, что в целом крайне положительно сказалось на экономических показателях промышленной линии при отсутствии значительных затрат на модернизацию.
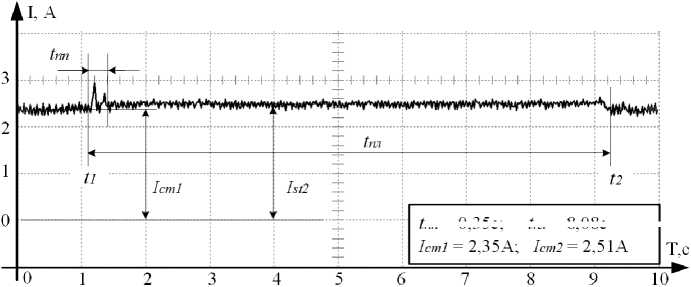
г™ = 0,35c; ?™ = 8.08с
а)
Рис. 11. Диаграммы тока статора (а) и скорости (б) привода с замкнутым по скорости векторным управлением
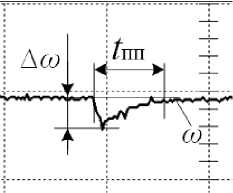
б)
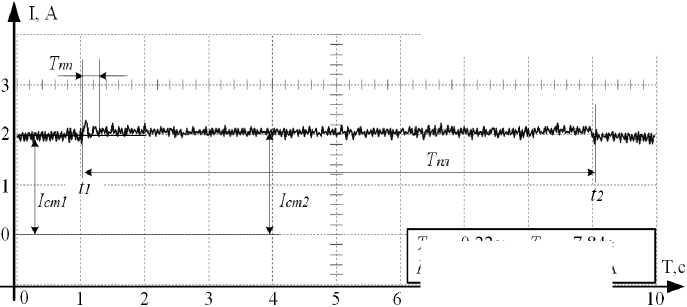
7™ = 0,22с; 7™ = 7,84с
Icml = 2,0А; 7ст2 = 2ДА
а)
Рис. 12. Диаграммы тока статора (а) и скорости (б) привода со скалярным управлением с DPF
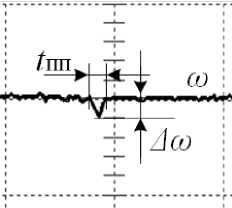
б)
Параметры переходных процессов тока на приводах линии окраски листового материала при различных алгоритмах работы системы управления
|
Структура |
Т пп , с |
А пп , А |
I ст1 , А |
I ст2, А |
Т пл , с |
|
Векторное управление |
0,35 |
0,65 |
2,35 |
2,51 |
8,08 |
|
Скалярное управление с DPF+ |
0,22 |
0,58 |
2,0 |
2,1 |
7,84 |
Заключение
Применение программируемых логических контроллеров компании Schneider Electric для управления промышленными линиями по непрерывной обработке листовых материалов дает возможность не только реализовать дискретные функции управления механизмами линий, но и реализовывать различные алгоритмы коррекции характери- стик, управляемых PLC электроприводов, включающих различные динамические звенья.
Внедрение алгоритмов коррекции статических и динамических характеристик асинхронных электроприводов, применяемых на промышленных линиях, дает возможность значительно повысить энергетическую и экономическую эффективность оборудования.
Список литературы Цифровая коррекция алгоритмов управления асинхронными электроприводами с частотным управлением, применяемых в транспортных механизмах линий непрерывного производства
- Alekseev V.V., Emel'yanov A.P., Kozyaruk A.E. Analysis of The Dynamic Performance of a Variable-Frequency Induction Motor Drive Using Various Control Structures And Algorithms. Russian Electrical Engineering, 2016, vol. 87, no. 4, pp. 181-188. DOI: 10.3103/s1068371216040027
- Doncker R.D., Pulle D.W.J., Veltman A. Advanced Electrical Drives: Analysis, Modeling, Control. Advanced Electrical Drives: Analysis, Modeling, Control. Springer, 2011. 474 p. DOI: 10.1007/978-3-030-48977-9
- Zhou C., Cai Z.-C., Xie F. Research on speed regulation system of induction motor based on slip frequency control. Proceedings of the 13th IEEE Conference on Industrial Electronics and Applications, ICIEA 2018. Wuhan; China; May 31 - June 2, 2018, pp. 1390-1393. DOI: 10.1109/iciea.2018.8397926
- Васильев Б.Ю., Козярук А.Е. Повышение эффективности асинхронных электроприводов с прямым управлением моментом. Вестник ЮУрГУ. Серия «Энергетика». 2013. Т. 13, № 2. С. 75-84. [Vasiliev B.Yu., Kozyaruk A.E. Improving the efficiency of asynchronous electric drives with direct torque control. Bulletin of the South Ural State University. Ser. Power Engineering, 2013, vol. 13, no. 2, pp. 75-84.]
- Фираго Б.И., Павлячик Л.Б. Регулируемые электроприводы переменного тока. - Минск: Технопер-спектива, 2006. 363 с. [Firago B.I., Pavlyachik L.B. Adjustable AC electric drives. Minsk, Technoperspektiva Publ., 2006. 363 p.]
- Ерин Е.К. Электромеханические системы многодвигательных электроприводов. Моделирование и управление. Кемерово: Кузбасский гос. техн. ун-т, 2003. 247 с. [Erin E.K. Elektromekhanicheskiye sistemy mnogodvigatel'nykh elektroprivodov. Modelirovaniye i upravleniye [Electromechanical systems of multi-motor electric drives. Modeling and control]. Kemerovo, Kuzbasskiy gos. tekhn. un-t Publ., 2003. 247 p.]
- Thomsen S., Fuchs F.W. Design and analysis of a flatness-based control approach for speed control of drive systems with elastic couplings and uncertain loads. Proceedings of the 2011 14th European Conference on Power Electronics and Applications. 30 Aug. - 1 Sept. 2011. Birmingham, UK, INSPEC Accession no. 12268204.
- Odnokopylov I.G., Dementev Y.N., Usachev I.V., Lyapunov D.Yu., Petrusev A.S. Load balancing of two-motor asynchronous electric drive. 2015 International Siberian Conference on Control and Communications (SIBCON). 21-23 May 2015. Omsk, Russia. INSPEC Accession no. 15287603. DOI: 10.1109/SIBC0N.2015.7147249
- Jie Li, Lang-Tao Xing, Fei-Fei Xiao, Hai-Peng Ren. Sliding-mode speed control in conjunction with feedback linearization control for induction machine drives. 2016 IEEE Region 10 Conference (TENCON) 22-25 Nov. 2016 Singapore. INSPEC Accession no. 16667305. DOI: 10.1109/TENCON.2016.7848663
- Thomsen S., Fuchs F.W. Design and analysis of a flatness-based control approach for speed control of drive systems with elastic couplings and uncertain loads. Proceedings of the 2011 14th European Conference on Power Electronics and Applications. 30 Aug. - 1 Sept. 2011. Birmingham, UK. INSPEC Accession no. 12268204. DOI: 10.1109/iecon.2010.5675188
- Dabbeti S., Lakshmi K. Sensorless speed control of an induction motor drive using predictive current and torque controllers. Advance in Electronic and Electric Engineering, 2013, vol. 3, no. 9, pp. 1177-1196.
- Iyer J., Tabarraee K., Chiniforoosh S. An Improved V/F Control Scheme for Symmetric Load Sharing of Multi-machine Induction Motor Drive. 24th Canadian Conference on Electrical and Computer Engineering (CCECE). Proceeding, 2011.
- Sonke Thomsen, Nils Hoffmann, Friedrich W. Fuchs Comparative study of conventional PI-control, PI-based state space control and model based predictive control for drive systems with elastic coupling. 2010 IEEE Energy Conversion Congress and Exposition. 12-16 Sept. 2010. Atlanta, GA, USA. INSPEC Accession no. 11628423. DOI: 10.1109/ECCE.2010.5617756
- Kodkin V.L. Experimental Research of Asynchronous Electric Drive with Positive Dynamic Feedback on Stator Current. III International Conference on Industrial Engineering, Applications and Manufacturing, ICIEAM 2017 - Proceedings, 2017. DOI: 10.1109/icieam.2017.8076179
- Аникин А.С., Кодкин В.Л., Балденков А.А. Динамическая положительная связь в асинхронных электроприводах с частотным управлением. Приоритеты мировой науки: эксперимент и научная дискуссия: материалы 8-й междунар. науч. конф. Науч.-издат. центр «Открытие». North Charleston, SC, USA, 17-18 June 2015, pp. 119-124. [Anikin A.S., Kodkin V. L., Baldenkov A.A. Dynamic positive coupling in asynchronous electric drives with frequency control. "Priorities of world science: experiment and scientific discussion " Materials of the 8th International Scientific Conference. Scientific and Publishing center "Otkritie ". North Charleston, SC, USA, 17-18 June, 2015, pp. 119-124.]
- Kodkin V.L., Anikin A.S., Shmarin Ya.A. Dynamic Load Disturbance Correction for Alternative Current Electric Drives. II International Conference on Industrial Engineering, Applications and Manufacturing, ICIEAM 2016 - Proceedings, 2017. DOI: 10.1109/icieam.2016.7911528
- Kodkin V.L., Anikin A.S., Baldenkov A.A. Experimental Research of Asynchronous Electric Drive with Positive Dynamic Feedback on Stator Current. III International Conference on Industrial Engineering, Applications and Manufacturing, ICIEAM 2017 - Proceedings, 2017.
- Kodkin Vladimir L., Loginova Natalia A., Baldenkov Alexander A. Interpretation of Quality of Dynamic Modes of Asynchronous Transportation Electric Drives on Automated Painting Lines. 2020 International Conference on Industrial Engineering, Applications and Manufacturing (ICIEAM) 18-22 May 2020. Sochi, Russia. INSPEC Accession no. 19674686. DOI: 10.1109/ICIEAM48468.2020.9111895
- Kodkin V.L., Anikin A.S., Baldenkov A.A., Jiang Yanmin, Huang Ji Chen. Optimization of Dynamic Modes of a Technological Line Asynchronous Electric Drives Complex. Bulletin of the South Ural State University. Ser. Power Engineering, 2018, vol. 18, no. 4, pp. 121-129. (in Russ.) DOI: 10.14529/power180413
