Дефектоскопия клееных оболочек лазерно-вибродиагностическим способом

Автор: Лаптев Н.И., Мордасов В.И., Сторож А.Д., Гребнев Н.Е., Гребнев Д.Н.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Механика и промышленность
Статья в выпуске: 5-2 т.11, 2009 года.
Бесплатный доступ
В работе показано, что для выявления дефектов многослойных сотовых крупногабаритных оболочек эффективно использовать способы лазерной вибродиагностики. Наличие дефекта в виде непроклея отражается распределением интенсивности излучения вытянутой формы. Погрешность способа существенно увеличивается с уменьшением длины пробега лазерного луча, величины амплитуды колебания внешнего слоя оболочки и величины разрешения телекамеры.
Многослойные сотовые конструкции, дефекты, лазерная вибродиагностика
Короткий адрес: https://sciup.org/148205470
IDR: 148205470 | УДК: 621.771.2.681.518.5
Gluing shells defects detecting by laser-vibrating method
This paper shows the advantages of laser vibrating diagnostic method for ungluing joints detecting in sandwich large-sized shells. The defects presents is detected by extended reflected laser spot form. The error of the method is increased significantly with reducing of laser beam distanсe, shall external layer vibrating amplitude and CCD reso-lution.
Текст научной статьи Дефектоскопия клееных оболочек лазерно-вибродиагностическим способом
Создание оборудования и методик для достоверного выявления дефектов поверхности и внутренней структуры элементов конструкций - важнейшее направление для обеспечения требуемых эксплуатационных характеристик прогнозирования работоспособности. Использование лазерных измерительных систем для выявления поверхностных дефектов позволяет повысить увеличить гарантируемый срок работы с регламентируемой безопасностью эксплуатируемых изделий, а также значительно снизить себестоимость диагностики [1, 2]. Их преимущества – бесконтактность, высокая информативность, быстродействие, возможность работы в реальном масштабе времени. При выявлении дефектов внутренней структуры материалов изделий используются различные методы – исследование тепловых потоков, распространяющихся в образце при нагреве лазерным источником излучения, исследование акустической эмиссии дефектов на «просвет» и так далее. Но при обнаружении дефектов конструкции, имеющих большие габаритные размеры, все эти методы трудно реализуются. Поэтому используют методы лазерной вибродиагностики, которая позволяет не только обнаружить дефекты, но и более детально их исследовать [3, 4].
При построении систем контроля не-проклея многослойных сотовых оболочек
крупногабаритных изделий сложной формы применяется лазерно-виброакустический способ дефектоскопии. Система выявления внутренних повреждений многослойных клееных конструкций в виде непроклея состоит из источника лазерного излучения и приемника излучения, телекамеры, оптоволокна, которое изолирует лазерное излучение от обслуживающего персонала и дает возможность передачи излучения от стационарного источника на большие расстояния без фокусировки. В данной схеме используются вибраторы колебаний (их частота колебаний близка к звуковой): один с наружной стороны исследуемой поверхности в зоне установки отражающего зеркала, второй с внутренней стороны, обеспечивающий колебания всех участков конструкции. В процессе диагностики регистрируется интерференционное изображение отраженного сигнала с кольцевой структурой, имеющее максимум интенсивности излучения в центр е. При отсутствии дефекта характерно изображение в виде концентрических окружностей с кольцами равной толщины. При наличии дефекта в виде непро-клея интерференционная картина отраженного сигнала принимает вытянутую форму или имеются смещения и разрывы интерференционных полос, а также смещение максимума интенсивности.
Используемый метод диагностики характеризуется рядом преимуществ по сравнению с традиционными: является бесконтактным; в установке используется оптоволокно, позволяющее передавать лазерное излучение на расстояние до сотен метров и защищать персонал от лазерного излучения; возможность получения обобщенного сигнала, аналогичного сигналам от нескольких независимых датчиков;
автоматизированная регистрация и обработка изображения осуществляется с помощью персонального компьютера; возможность проведения диагностики в реальном масштабе времени (регистрация изображения в течение 1-2 сек). На рис. 1 приведена схема испытательного стенда. Используется лазер ЛГН 224-1 мощностью излучения 8 мВт с расходимостью светового потока 0,05 рад, длиной волны излучения 0,56 мкм. Для передачи излучения в рабочую зону применяется оптоволокно.
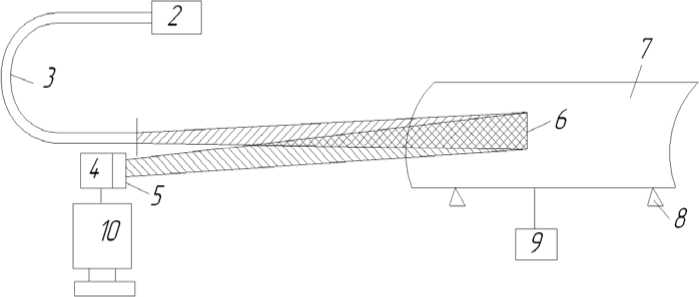
Рис. 1. Схема испытательного стенда для выявления внутренних дефектов многослойных сотовых конструкций:
1 – лазерное излучение; 2 – источник излучения; 3 - оптоволокно, 4 – телекамера, 5 –объектив телекамеры, 6 - зеркало, 7 – образец крупногабаритной оболочки, 8, 9 – вибраторы, 10 – вычислительный блок
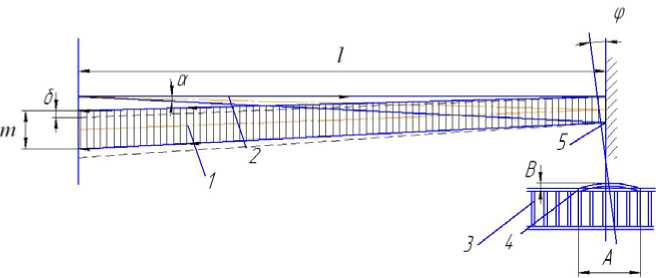
Обработка информации осуществляется телекамерой Watec с объективом МС SONNAR 3.5/135 CARL ZEISS JENA DDR, вычислительным блоком ПК с использованием программы для обработки данных AverTV. Вибратор имеет частоту генерации 50 ГЦ с амплитудой колебаний 0,01-0,5 мм. Схема определения погрешности лазерного вибрационного способа выявлений дефектов многослойной сотовой крупногабаритной оболочки и схема для определения перемещения зеркала показаны на рис. 2. Здесь введены обозначения: l – длина пробега лазерного луча; φ – угол поворота зеркала; α – расходимость лазерного потока; А – длина участка непроклея; В – величина амплитуды колебания внешней тонкостенной пластины; m – диаметр лазерного пятна на внешней линзе объектива телевизионной камеры; δ – величина смещения лазерного пятна; β – величина разрешения телекамеры.
Величина смещения лазерного пятна определяется следующей зависимостью:
с 4( l + A l )( A + A A )( B + A B )
O =---------9------------Г"
(A + AA)2 - 4(B + AB)2 (1)
Для случая изменения величин основных параметров изменяются в пределах: l = 2000-3000 мм, ∆ l =5 мм; А=20-50 мм, ∆А=5 мм; В=0,01-0,5 мм, ∆В=0,01 мм; β=0,01мм; δ=0,01 мм, зависимости изменения величины смещения лазерного пятна при выявлении дефектов многослойных крупногабаритных оболочек имеют вид (рис. 3). Погрешность способа выявления дефектов многослойной сотовой крупногабаритной оболочки δ существенно увеличивается с возрастанием длины участка непроклея А и величины разрешения телекамеры β, с уменьшением длины пробега лазерного луча l , величины амплитуды колебания внешней пластины клееной конструкции В.
а
б
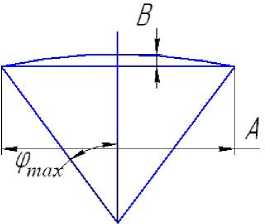
Рис. 2. Схема определения погрешности лазерного способа выявлений поверхностных повреждений многослойных клееных конструкций (а) и схема для определения перемещения зеркала (б):
-
1 – отраженный лазерный луч; 2 – падающий лазерный луч; 3 – многослойная клееная оболочка; 4 – участок непроклея внешней тонкостенной пластины; 5 – плоское отражающее зеркало.
Выявление дефектов многослойных сотовых крупногабаритных оболочек проводилось на предложенном испытательном стенде (рис. 1). В качестве образцов использовались цилиндрические оболочки размером 1500 x 1200 мм с радиусом кривизны 2000 мм. Материал оболочки - трехслойный композиционный материал толщиной 25 мм с несущим слоями из углепластика на связующей их эпоксидной смоле. Заполнителем является алюминиевые сотопанели с величиной грани 2,5 мм. Направление потоков лазерного излучения совпадало с волновым вектором вибрации.
Оптическая головка устанавливалась на внешней поверхности оболочки в центре участков непроклея размерами А=35×35 мм и А=50×50 мм. Длина хода лучей составляла величину L=2250 ± 10 мм и L=2750 ± 10 мм. Величина смещения светового пятна при наличии дефекта находилась в диапазоне δ=2-75 мм. В других областях оболочки без наличия дефекта изменение формы светового пятна и его перемещение не происходило. Имеется незначительное отличие экспериментальных величин δ от расчетных значений с погрешностью менее 5%.
Выводы: лазерная вибродиагностика непроклея позволяет в процессе изготовления изделий контролировать наличие дефектов, их размеры, форму, расположение и др. При отсутствии дефекта в оболочке, наблюдается в сечении пучка лазерного излучения равномерное распределение интенсивности правильной кольцевой формы. Дефекты в виде непроклея создают распределение интенсивности вытянутой формы с нарушенной структурой и смещенным максимумом интенсивности.
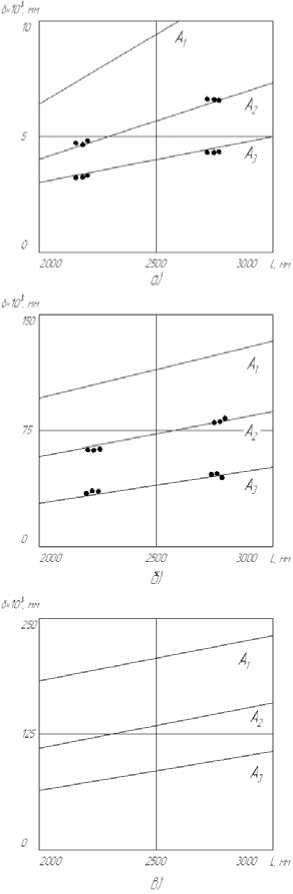
Рис. 3. Зависимости изменения величины смещения лазерного пятна при выявлении поверхностных повреждений многослойных клееных конструкций от основных параметров установки:
а – В=0,01 мм; б – В=0,25 мм; в – В=0,5 мм, β=0,01 мм; ∆А=5 мм; ∆В=0,01 мм; ∆ l =5 мм; A 1 =20 мм;
А 2 =35 мм; А 3 =50 мм.
Список литературы Дефектоскопия клееных оболочек лазерно-вибродиагностическим способом
- Мордасов, В.И. Обнаружение повреждений при нанесении покрытий на металлическую поверхность/В.И. Мордасов, Н. А. Сазонникова//Металлы. -2000.-№4. -С.105-109.
- Мордасов, В.И. Выявление поверхностных повреждений покрытий оптическим методом/В.И. Мордасов, Н.А. Сазонникова//Перспективные материалы. -2000. -№3. -С. 95-99.
- Тварадзе, С.В. Вопросы оперативного выявления дефектов силовых установок транспортных средств/С.В. Тварадзе, А.П. Ушаков//Акад. гражданской авиации, Межвуз. темат. сборн. научн. трудов «Проблемы эксплуатации и совершенствования транспортных систем». -2005. -Т. 10. -С. 174-206.
- Кох, А.И. Акустическая и вибрационная диагностика пневмо-и гидросистем. Учебное пособ./А.И. Кох, М.С. Гаспаров, С.А. Петренко. -Самара: Сам. гос. аэрокосмический унив., 2006. -84 с.
