Деформативность металлов при определении технологических остаточных напряжений в трубах

Автор: Колмогоров Герман Леонидович, Кузнецова Елена Владимировна, Полетаева Алла Юрьевна
Статья в выпуске: 1, 2012 года.
Бесплатный доступ
В работе рассмотрены методы определения технологических остаточных напряжений, в том числе метод, основанный на энергетическом подходе, согласно которому уровень технологических остаточных напряжений находится в аналитической зависимости от механических свойств материала, параметров технологии, геометрии трубной заготовки и деформативности материала. Представлена методика определения комплексного параметра деформативности для случая, когда экспериментально определены окружные остаточные напряжения на внешней поверхности трубной заготовки.
Остаточные напряжения, металлы, стали, деформативность, степень пластической деформации, волочение труб, технологические параметры
Короткий адрес: https://sciup.org/146211410
IDR: 146211410 | УДК: 621.77,
Deformability of metals at determination of technological residual stresses in pipes
The methods of determination of technological residual stresses tensions are considered in this work, including based on power approach, including of technological residual stresses in analytical dependence on mechanical properties of material, parameters of technology, geometry of pipe purveyance and deformability material. The method of determination of complex parameter of deformability is presented, for a case, when circuitous remaining tensions are experimentally certain on the external surface of pipe procurement.
Текст научной статьи Деформативность металлов при определении технологических остаточных напряжений в трубах
Определение технологических остаточных напряжений в металлоизделиях является актуальной и весьма сложной задачей.
Экспериментальные методики разнообразны и широко используются, однако в основном это дискретные табличные данные, не имеющие функциональной зависимости от механических характери- стик материалов и технологических параметров процесса изготовления. В основе теоретических методов определения остаточных напряжений теорема о разгрузке (Генке). Однако высокая степень пластической деформации при обработке металлов давлением ограничивает ее применение, так как решения, основанные на этой теореме, применимы для малых упруго-пластических деформаций.
В работе [1] представлена расчетно-теоретическая методика, в основу которой положен энергетический подход, где в аналитическом виде определены окружные о6 , осевые a z и радиальные о r - остаточные напряжения в трубных изделиях. Согласно этой методике остаточные напряжения можно определить по всему объему трубной заготовки. Максимальные значения принимают растягивающие окружные и осевые остаточные напряжения на внешней поверхности трубы:
O g max = а о R 2 (1 - R ),
о z max = a 0 p R 12 (1 - R ).
где R = R21R1 ; R1, R2 - внешний и внутренний радиусы трубы; ц - ко- эффициент Пуассона; a0 – параметр, зависящий от основных механических характеристик материала, степени пластической деформации и геометрии заготовки и определяющийся следующим образом:
о ^ 0
а 0 = ,
0 R 1 2
¥ *60 ^ ср
n ср
I (n + 1)J
2,
где оs - предел текучести материала; вср - средняя по сечению трубы степень пластической деформации; B = 7 (1 + R4) + 22 R2-18 R (1 + R2);
m, n – эмпирические коэффициенты, характеризующие деформацион-
*
ное упрочнение; у -
комплексный параметр деформативности мате- риала.
Диапазоны параметра деформативности определены и известны для канатной проволоки [2], композиционных порошковых материалов, а также для некоторых сплавов и сталей, однако этот параметр содержит не только физико-механическую составляющую, но и зависит от вида технологического процесса и требует дополнительных экспериментальных исследований [3].
В работе предлагается определение параметра деформативности материала в аналитическом виде с привлечением известных экспериментальных исследований остаточных напряжений на поверхности труб и возможностью дальнейшего доопределения технологических остаточных напряжений по всему объему заготовки. При этом возможно выявление влияния параметров технологии и свойств на уровень и распределение остаточных напряжений.
Пусть экспериментально определены окружные остаточные напряжения на поверхности трубной заготовки:
О9 |r=R1 =СТ9 , тогда в соответствии с уравнениями (1) и (2) можно записать
° 0 | r = R 1 =^ , о
¥ * 60 б ср
1 + у
m ^р
, (n+1)Л1-R).
(1-ц2) B
Тогда комплексный параметр деформативности в случае, когда известны окружные остаточные напряжения на внешней поверхности трубной заготовки, можно определить как
*
V
* о е =о е r = R
—*2/1 2 . п
° о (1 -р ) В
_ ( m рn ^
(1 - R )260 Р ср 1 +о 2о у ( n + 1 ) 7
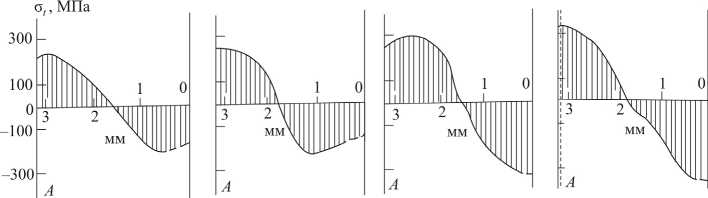
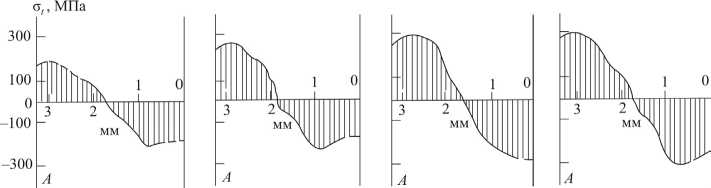
На рис. 1 представлены экспериментальные значения тангенциальных о t (окружных о * ) остаточных напряжений, распределенных по сечению трубы после однократного и многократного волочения [4]. В этой же работе определены основные механические характеристики для стали 10, 20, 30ХГСА (рис.2).
Была проведена аппроксимация данных, представленных на рис. 1 и 2, и найдены искомые значения основных механических характеристик, входящих в соотношение (1), (2), а также остаточные напряжения на поверхности труб для различных степеней деформирования и видов волочения. Путем подставления полученных данных в вы- ражение (4) были рассчитаны параметры деформативности в трубных изделиях для стали 10, 20, 30ХГСА (рис. 2).
а бв г
I
бв II
Рис. 1. Распределение окружных остаточных напряжений по толщине стенки труб после однократного (I) безоправочного волочения с различной степенью деформации ε: ( а ) 7,99 %, ( б ) 11,73 %, ( в ) 16,2 %, ( г ) 20,6 % и многократного (II) безоправочного волочения со степенью деформации ε: ( а ) 11,3 %, ( б ) 16,3 %, ( в ) 21 %, ( г ) 24,6 %
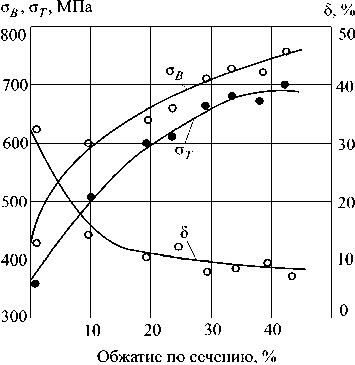
Рис. 2. Механические свойства труб после волочения
На рис. 3 Представлены расчетные значения комплексного параметра деформативности ψ* в зависимости от степени пластического деформирования в трубах из сталей 10, 20 и 30ХГСА после однократного и многократного безоправочного волочения.
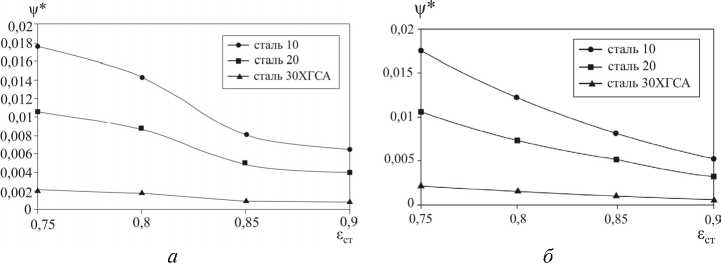
Рис. 3. Зависимость приведенного параметра деформативности ψ* от степени пластического деформирования в трубах из различных конструкционных сталей после ( а ) однократного, ( б ) многократного безоправочного волочения
Результаты расчетов показали, что уровень коэффициента де-формативности для указанных сталей находится в диапазоне ранее определенных для других конструкционных материалов. Из рис. 3 видно, что чем выше механические свойства стали, тем меньше уровень де-формативности. Это объясняется обратной зависимостью в выражении (4). При увеличении степени деформации параметр деформативности тоже возрастает, при этом чем ниже прочностные свойства стали, тем больше значения ψ*.
В работе [5] предложена методика определения значимых компонент тензора остаточных напряжений в трубах после пластического деформирования, распределенных по объему заготовки в случае, когда значения окружных остаточных напряжений на поверхности известны. Расчетные формулы имеют вид
°9 =
_ _ g9( Ri - r )( r - R2 )
r R 12 (1 - R ) ,
°9 [[(r — R1 )(r — R2 ) + r (2r — R1 — R2 )]]
R 2(1 - R )
,
_адц|р (r—Ri)(r—R 2)+r (2 r—Ri — R 2)]]
°z = R12(1-R) ’ где r – текущий радиус.
Таким образом, разработанная методика позволяет оценивать уровень деформативности, который определяет физико-механические свойства материала, а также выявляет влияние технологических параметров на значения и распределения остаточных напряжений с учетом экспериментальных данных после волочения труб для различных металлов и сталей.
