Дентальные имплантаты, полученные методом селективного лазерного спекания-плавления

Автор: Шут В.Н., Кузнецов А.А., Мозжаров С.Е., Толочко Н.К., Кабанова А.А.
Журнал: Вестник Витебского государственного технологического университета @vestnik-vstu
Рубрика: Химическая технология
Статья в выпуске: 1 (55), 2026 года.
Бесплатный доступ
Целью работы является исследование структуры и характеристик имплантатов зубных корней, полученных методом объединения селективного лазерного спекания и селективного лазерного плавления порошков титана. Методом объединения селективного лазерного спекания и селективного лазерного плавления порошков титана получены имплантаты на основе порошков титана. Проведены исследования структуры и свойств материалов. Установлено, что используемый метод позволяет формировать структуры, обладающие большой пористостью на поверхности и высокой плотностью в центре. Показано, что граница между спеченной и переплавленной зонами является размытой. Это обусловлено проникновением расплава в поры между частицами во время лазерной обработки. Пористая структура поверхности достаточно гомогенна (средняя пористость – 40–45 %, средний размер пор – 100–200 мкм). Полученные изделия были испытаны на животных семейства псовых. Установлено, что в поверхность титановых имплантатов прорастают костные балки. На границе контакта костной ткани и внутренних структур имплантата признаков дегенерации не обнаружено. Это является свидетельством высокой совместимости кости к искусственной структуре. Полученные результаты демонстрируют перспективность создания имплантатов из титановых порошков комбинированным методом спекания-плавления.
Титановые имплантаты, лазерное спекание, лазерное плавление
Короткий адрес: https://sciup.org/142247978
IDR: 142247978 | УДК: 616.31:621.762 | DOI: 10.24412/2079-7958-2026-1-68-74
Dental implants made by selective laser sintering-melting method
The aim of the work is to study the structure and characteristics of dental root implants made by combining selective laser sintering and selective laser melting of titanium powders. Implants based on titanium powders were made by combining selective laser sintering and selective laser melting of titanium powders. The structure and properties of the materials were studied. It was found that the method allows to form structures with high porosity on the surface and high density in the center. It was shown that the boundary between the sintered and remelted zones is diffuse. This is due to the penetration of the melt into the pores between the particles during laser processing. The porous structure of the surface is homogeneous (average porosity is 40–45 %, average pore size is 100–200 μm). The resulting implants were tested on canine animals. It was found that bone beams grow into the surface of the titanium implants. No signs of degeneration were detected at the contact boundary of the bone and the internal structures of the implant. This is evidence of high compatibility of bone to the artificial structure. The results demonstrate the prospects of creating implants from titanium powders using a combined sintering-melting method.
Текст научной статьи Дентальные имплантаты, полученные методом селективного лазерного спекания-плавления
DOI:
С середины XX века активно развивается дентальная имплантология. В 1965 году титановый штифт был впервые установлен в челюсть пациента. Работы над совершенствованием дентальных имплантатов продолжаются до сегодняшнего дня. Для их изготовления используются материалы с высокой биохимической инертностью (отсутствием негативной реакции биологических объектов на имплантационные материалы в виде различных ответов). Одним из наиболее распространённых материалов для изготовления имплантатов на сегодняшний день является титан и его сплавы, благодаря оптимальному сочетанию физико-химических свойств, высокой биологической инертности и достаточно низкой стоимости (Müller-Heupt et al., 2022). Титан, используемый в медицинских целях, имеет высокую антикоррозионную устойчивость, связанную с образованием прочной оксидной пленки на поверхности в кислородсодержащих средах. Традиционно, дентальные имплантаты изготавливают механической обработкой, литьем или методами порошковой металлургии. В современной стоматологии используются имплантаты корневидной формы, имеющий шероховатую поверхность с макроскопическими углублениями и пиками (Ra-средняя глубина шероховатости поверхности, у большинства современных стандартных имплантатов составляет от 1,2 до 1,8 мкм), или пористой поверхностью (Yuan, Ding and Wen, 2018; Cao and Ding, 2022). Таким образом, наряду с наличием микрорезьбы, обеспечивается первичная механическая стабильность имплантата, достаточная для дальнейшей остеоинтеграции – врастания кости в микропоры на поверхности (Kassim and Alotaibi, 2023; Geetha et al., 2017). Кроме того, дентальный имплантат должен иметь плотное ядро, чтобы обеспечить механическую прочность конструкции протеза. Имплантаты, произведенные традиционными методами, упомянутыми выше, имеют гомогенную структуру. Используя такие методы, трудно или невозможно изготовить имплантат с градиентной структурой, обладающей высокой шероховатостью на поверхности и достаточной плотностью в центре (Krakhmalev et al., 2017; Kazantseva et al., 2022). Современные методы селективного лазерного спекания и селективного лазерного плавления позволяют минимизировать эти недостатки (Tolochko et al.,1998; Tolochko et al.,1995; Yadroitsev et al.,2021; Du Plessis et al., 2021; Revilla-León et al., 2021; Wang et al., 2016). Также представляет интерес использование комбинированного подхода, основанного на объединении селективного лазерного спекания и селективного лазерного плавления титановых порошков.
Цель работы заключается в исследовании структуры и характеристик дентальных имплантатов, полученных методом объединения селективного лазерного спекания и селективного лазерного плавления порошков титана. Материалы и методы
Для экспериментов использовались сферические титановые порошки размером 160–200, 200–315 или 315–400 μ m. Для подачи порошков в зону спекания использовалось устройство, схема которого приведена на рисунке 1.
Вибратор
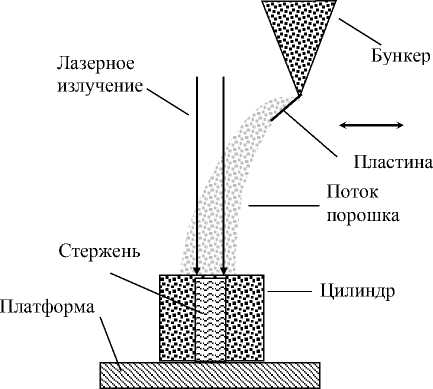
Рисунок 1 – Схема устройства для подачи порошка Figure 1 – Diagram of powder feed device
Устройство состоит из бункера в виде конуса, содержащего определенное количество порошка. Порошок вытекает из бункера под действием вибрации и попадает на пластину, также совершающую вибрацию. Порошок рассыпается широким потоком и падает на подложку, на которой установлена цилиндрическая емкость (диаметром 20 мм), в которой формируются плоские порошковые слои. Конструкция данного устройства дает возможность подавать порошок, как непрерывно, так и дискретно. В наших экспериментах порошок подавался порционно (послойно).
Порошок обрабатывался в среде аргона излучением лазера ЛТН-103. мощность излучения, которого мо- жет меняться от 10 до 250 Вт. Излучение воздействовало непрерывно в течение всего процесса формирования изделия. Сфокусированный лазерный луч был неподвижен относительно слоев порошка. В результате воздействия лазерного излучения на послойно наносимый порошок, в зависимости от параметров процесса, получались образцы в форме стержня или конуса. Полученные образцы подвергались дополнительной обработке в вакуумной печи, при следующих условиях: нагрев от комнатной температуры до 1200 °C в течение 6 часов, спекание при 1200 °C в течение 2 часов и охлаждение от 1200 °C до комнатной температуры в течение 4 часов.
Образцы цилиндрической формы изготавливались следующим образом. Титановый порошок со средним размером 300 мкм наносился в состоянии свободной насыпки на горизонтальную керамическую подложку последовательными слоями. Время нанесения каждого слоя 1 секунда, время между нанесением двух смежных слоев 3 секунды. Толщина слоев составляла порядка 900 мкм. Диаметр луча 5 мм, при мощности излучения 60 Вт. В результате формировалась комбинированная структура, состоящей из двух зон – центральной (переплавленная компактная структура, сформированная в результате лазерного плавления) и оболочки (спеченная пористая структура, сформированная в результате лазерного спекания). Образцы конической формы изготавливались аналогичным образом, но мощность излучения уменьшалась по мере перехода к очередному слою от 90 до 70 Вт. Полученные образцы так же подвергались дополнительной термообработке в вакуумной печи.
Исследование микроструктуры проводилось на сканирующем электронном микроскопе MIRA (TESCAN).
Образцы использовались для оценки остеоинтеграции на животных.
Результаты и их обсуждение
На рисунке 2 приведены микрофотографии титановых образцов, полученных методом спекания-плавления в виде цилиндрического стержня и конуса.
На рисунке 3 показано сечение цилиндрического образца (разрез по центру). Хорошо видна структура, состоящая из двух различных зон – центральной (компактной переплавленной) и оболочки (спеченной пористой структуры).
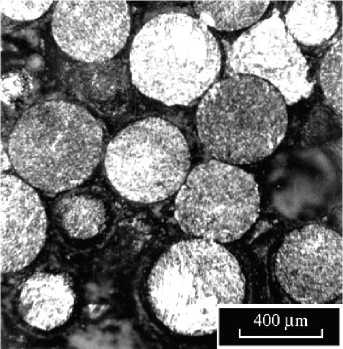
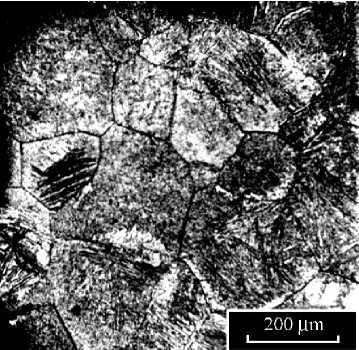
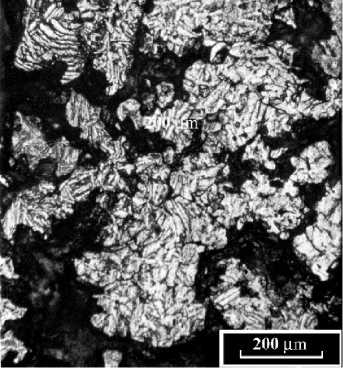
Типичная микроструктура спеченной и переплавленной зон показана на рисунке 4.
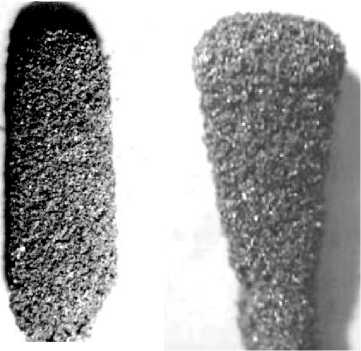
Рисунок 2 – Титановые образцы, полученные методом спекания-плавления в виде цилиндрического стержня и конуса: диаметр цилиндра ≈ 7,5 мм, диаметр основания конуса ≈ 7 мм
Figure 2 – Titanium samples produced by sinteringmelting in the form of a cylindrical rod and a cone: cylinder diameter ≈ 7.5 mm, cone base diameter ≈ 7 mm
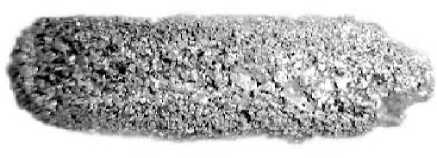
Рисунок 3 – Спечено/переплавленная структура титанового стержня (шлиф)
Figure 3 – Sintered-remelted structure of titanium rod (section)
Спеченная зона имеет гомогенную пористую структуру со средней пористостью 40–45 % и средним размером пор 100–200 мкм.
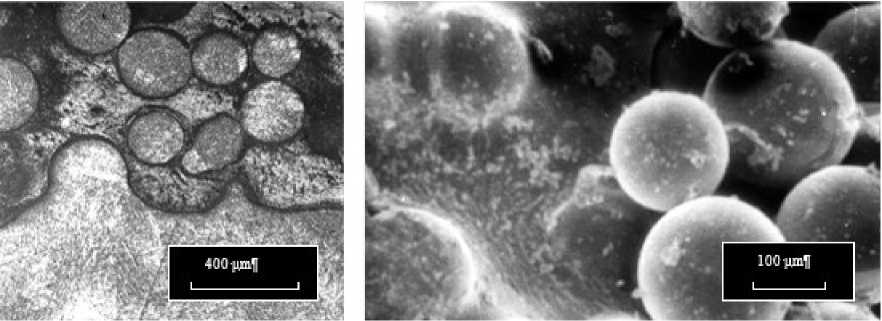
Обычно между спеченной и переплавленной зоной нет четкой границы из-за затекания расплавленной фазы в поры нерасплавленного порошка во время лазерной обработки. Поэтому между этими зонами возникает промежуточная зона – зона инфильтрации (рисунок 5).
а
б (b)
в (с)
Рисунок 4 – Структура спеченной оболочки и переплавленной зоны в центре стержня: а, в – спеченная зона; б, г – переплавленная зона
Figure 4 – Structure of the sintered shell and the remelted zone in the center of the rod: a, c – sintered zone; b, d – remelted zone
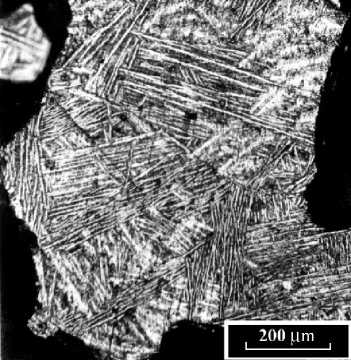
г (d)
Как уже отмечалось выше, образцы, полученные лазерной обработкой, подвергались дополнительной термообработке в вакуумной печи. Эксперименты показали, что такая обработка приводит к уменьшению пористости и размеров пор. То есть имеет место твердофазная диффузия и спекание поверхностных слоев. В то же время, видимого изменения в форме образцов не происходит. Второй причиной проведения дополнительной термообработки является отпуск температурных напряжений, неизбежно возникающих при лазерном синтезе, что связано со значительными температурными градиентами. В результате пороговая сжимающая сила (одна из самых важных механических характеристик имплантата корня зуба) для некоторых образцов, подвергнутых такой обработке, достигала 1000 Н, что намного выше, чем требуется для применяемых имплантатов (320 Н).
Выполнены исследования биосовместимости полученных имплантатов с учетом того, что в процессе воздействия высокоэнергетического лазерного излучения
б (b)
Рисунок 5 – Структура промежуточной зоны:
а – оптическая фотография переплавленной зоны и зоны инфильтрации;
б – фотография на электронном микроскопе зоны инфильтрации и спекания Figure 5 – Structure of the intermediate zone:
a – optical photograph of the remelted zone and infiltration zone;
b – electron microscope photograph of the infiltration and sintering zone
происходит оплавление поверхности частиц порошка титана, что приводит к изменению его физико-химических свойств. Полученные изделия были испытаны на двух животных семейства псовых. Имплантаты вводились с обеих сторон челюсти. Во время операции и в послеоперационном периоде осложнений у животных не было. Эвтаназию проводили через 1 и 3 месяца после операции. После соответствующей подготовки образцов проводились их микроскопические исследования. В результате установлено, что после 3-х месячного срока наблюдения формируется зрелая костная ткань с концентрически расположенными костными пластинами и сформированными гаверсовыми системами. На границе контакта с имплантатом на всем протяжении, а также в порах имплантата, формировались ориентированные зрелые костные балки. Признаков воспаления и дегенеративных изменений, рассасывания костной ткани в зонах контакта с имплантатом не выявлено.
Современные исследования в области дентальных имплантатов, изготовленных методом селективного лазерного спекания-плавления, демонстрируют значительные успехи в улучшении их механических свойств, биосовместимости и клинической эффективности.
SLM-имплантаты из титановых сплавов обладают повышенной прочностью и оптимальной пористостью, что способствует лучшей остеоинтеграции. В работе (Singla et al.,2021) было установлено, что регулируемая пористость имплантатов улучшает васкуляризацию и ускоряет заживление костной ткани. Аналогичные результаты были получены в исследовании (Grzech-Leśniak et al.,2021) где отмечалось, что SLM-технология позволяет создавать конструкции с контролируемой шероховатостью поверхности, что усиливает адгезию остеобластов. В ряде работ подчеркивается, что SLM-имплантаты демонстрируют меньший риск отторжения по сравнению с традиционными методами изготовления. (Romanos,2021) в своем обзоре указывает, что использование SLM снижает количество микродефектов, что минимизирует воспалительные реакции. Кроме того, (Aldelaimi et al.,2016) отмечают, что лазерная обработка поверхности имплантатов способствует снижению бактериальной адгезии, что особенно важно для профилактики периимплантита. Заключение
Получены имплантаты методом объединения селективного лазерного спекания и селективного лазерного плавления порошков титана. Исследованы их струк-
72 ^*
ВЕСТНИК Витебского государственного технологического университета, 2026, № 1 (55)
тура и характеристики. Показано, что используемый метод позволяет формировать материалы, обладающие большой пористостью на поверхности и высокой плотностью в центре. Четкая граница между спеченной и переплавленной зонами отсутствует. Это обусловлено проникновением расплава в поры между частицами во время лазерной обработки. Пористая структура достаточно гомогенна (средняя пористость – 40–45 %, средний размер пор – 100–200 мкм). Установлено, что в поверхность пористых титановых имплантатов, полученных методом спекания-плавления, прорастают костные балки.
К третьему месяцу наблюдения зрелая костная ткань на границе контакта и внутренних структур имплантата была без признаков дегенерации и рассасывания тканей. Это является свидетельством высокой совместимости кости к искусственной структуре.
Полученные результаты демонстрируют перспективность создания имплантатов из титановых порошков комбинированным методом спекания-плавления и требует проведения дальнейших исследований в данном направлении, в том числе доклинических и клинических испытаний.
