Детал сирти пневмораскатник билан пластик деформациялаш орали сифатини ва аттилигини ошириш

Автор: Каримов Р.Х.
Журнал: Экономика и социум @ekonomika-socium
Рубрика: Основной раздел
Статья в выпуске: 6-1 (97), 2022 года.
Бесплатный доступ
Ишдан мақсад деталларни цилиндрик ички юза қатламига якунловчи-пардозловчи ишлов бериш технологиясини такомиллаштириш борасида изланишлар олиб бориш, цилиндрик ички юза қатламига якунловчи-пардозловчи ишлов беришда сифат, қаттиқлик ва унумдорлик кўрсаткичларини инобатга олган ҳолда марказдан қочма раскатник принципиал схемасини ишлаб чиқиш ва лойихалаш жараёнини автоматлаштиришдан иборат.
Пластик деформация, сирт, ролик, раскатник, юза қаттиқлиги, диаметр, якунловчи ишлов бериш
Короткий адрес: https://sciup.org/140300424
IDR: 140300424
Текст научной статьи Детал сирти пневмораскатник билан пластик деформациялаш орали сифатини ва аттилигини ошириш
қатламига якунловчи-пардозловчи ишлов бериш технологиясини такомиллаштириш борасида изланишлар олиб бориш, цилиндрик ички юза цатламига якунловчи-пардозловчи ишлов беришда сифат, цаттицлик ва унумдорлик кўрсаткичларини инобатга олган ҳолда марказдан қочма раскатник принципиал схемасини ишлаб чиқиш ва лойихалаш жараёнини автоматлаштиришдан иборат.
Калит сўзлар: Пластик деформация, сирт, ролик, раскатник, юза цаттицлиги, диаметр, якунловчи ишлов бериш.
Машина деталларининг ички юза катламига якунловчи-пардозловчи ишлов бериш технологиясини такомиллаштириш мухим ахамиятга эга. Сиртни пластик деформациялаш, ишлаб чиқаришда кўплаб жиҳоз конструкциялари ва ишлов бериш схемасини яратилишига олиб келди. Ишлов беришнинг рационал тизимини танлаш ва жиҳознинг оптимал конструкцияси жараённинг техник иқтисодий кўрсаткичлари билан аниқланади ва турли факторларга боғлик бўлади, энг муҳими ишлаб чиқаришнинг тури, технологик тизимнинг бикирлиги, ишлов берилган деталнинг ўлчами ва конструкцияси, унинг тайёрланиш аниқлиги ва бошқа факторларга боFлик булади.
Марказдан қочма раскатник жиҳозларининг самарадорлиги унинг принципиал конструктив схемасига боғлиқ бўлиб, тайёрланишда ишлов беришга қулай бўлиши, эксплуатация ва хизмат кўрсатишда мустаҳкам бўлиши, энг асосийси ёйилиш жараёнида стабиллик ва детал сиртига сифатли ишлов беришни таъминлаши лозим. Деформациялаш кучини контакт зонанинг геометриясига боғлиқ булиб, ишлов бериш сифатига ва унумдорликка таъсири курсатувси омил х,исобланади.
Марказдан кочма раскатниклар билан детал сиртига якунловчи-пардозловчи ишлов беришдан мақсад, марказдан қочма раскатникни ишлаб чиқиш ва тузилиш параметрларига асосланади ва ишлов бериш жараёнини стабиллигини, юқори унумдорликни, берилган сиртнинг сифатини таъминлашдир.
Жиҳоз ишлаётган пайтда деформациялаш роликлари инерцияли узеллар билан ишқаланиш кучи ҳисобига берилган айлана маълум тезликда айланади, ишқаланиш кучи пластик деформациялаш жараёнида ишлов бериладиган сирт билан туқнашуви ҳосил бўлади, бу эса жиҳознинг ишлаш жараёнида ишлов берилган сиртга қўшимча тиргак ҳисобланади, барқарорликни оширади ва пластик деформациялаш жараёнидаги динамикасини камайтиради, бу ишлов бериладиган сиртнинг сифатини ошишини таъминлайди.
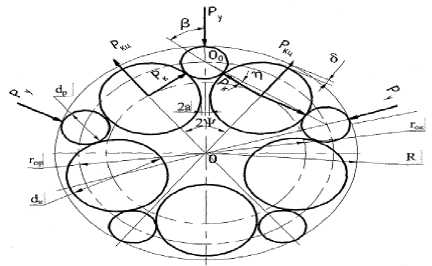
1-расм. Деформациялаш кучини х,исобли схемаси.
Деформациялаш кучини х,исобли схемасидан: п-деформациялашган элементлар марказ-ларини бирлаштирувчи деформациялашган элементга таянч Fалтак томонидан таъсир этадиган куч орасидаги бурчак; в— деформациялашган элемент ва таянч ғалтак марказларини бирлаштирувчи деформациялаш кучи ва эластик ук орасидаги бурчак; S-таянч галтак ва ишлов бериладиган туйнук орасидаги тиркиш; 2^-ёндош таянч Fалтак марказлари орасидаги бурчак; 2а-ёндош таянч Fалтаклар орасидаги тиркишлар; dр-деформациялашган элементларнинг диаметри; гор- деформациялашган элементлар марказлари билан кўрсатилган айлананинг радиуси; ёк-таянч Fалтаклар диаметри; R-ишлов берилган туйнукнинг радиуси; гок-таянч Fалтаклар марказлари курсатилган айлананинг радиуси; Ркц-таянч Fалтаклар билан ривожланадиган марказдан кочма куч; Рк-таянч галтак томонидан деформациялашган элементга таъсир этувчи куч; Ру-деформациялаш кучининг тўлиқлигини кўрсатувчи катталиклар хисобланади.
^озирги кунда ишлаб чикаришда, айникса машинасозлик корхоналарида кулланилаётган деталларнинг ички юза катламига якунловчи- пардозловчи ишлов бериш муаммолари купгина кушма корхоналар мисолида куриб чикилиб, унда деталларнинг ички юза катламига якунловчи-пардозловчи ишлов беришни такомиллаштириш, муайян бир вазифани илмий асосланган ечимини топиш ва тавсиялар ишлаб чикиш долзарблигини курсатди.
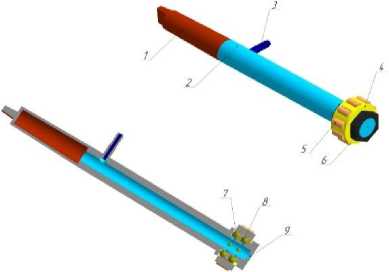
2-расм. Марказдан кочма пневмораскатник тузулиши.
Роликли раскатник 9 та кисмдан иборат булиб, х,ар-бир кисмнинг уз вазифаси мавжуд. Раскатникнинг конус морзе(1) қисми токарлик дастгоҳининг кетинги бабкасига ўрнатилади ва ўз ўқи атрофида айланмаслигини таминлайди. Конус морзе танага пайвандланади. Тана штуцер(3)дан келаётган ҳавони марказий тешик орқали икки қатор қилиб терилган 20та шар(7)ларга 8та махсус най тешик(8)лардан етказиб берилади. Шарлар эса сеператор(4)га маҳкамланган ролик(5)ларни бориб ўриши натижасида уни, z ўқи бўйича харакатга келтиради. Бу харакат 1мм диапазонда булиб, айнан шу масофа деталга якунловчи-пардозловчи ишлов бериш учун кифоя килади. Раскатникга киритилаётган ортикча х,аво ростлаш тешиги(9)дан чиқариб юборилади. Сеператорни танага маҳкамлаш ва ўз ўқи буйича айланмаслигини таъминлаш учун гайка(6) билан мах,камланади.
Таклиф килинган ички юза катламига марказдан кочма раскатник ёрдамида якунловчи-пардозловчи ишлов бериш натижасида иш унумдорлиги 2,8 марта, юза тозалиги 1,4 марта ва юза қатлами қаттиқлиги 1,7 мартта ортган. Олинган натижалар асосида ишлаб чикилган тавсияларнинг амалий ауамияти нотехнологик деталларнинг ички юза катламига ишлов беришда муҳим аҳамиятга эга.
Марказдан қочма раскатникнинг тузилиш параметрлари таҳлил натижасида ишлов бериш схемаси ўрнатилди, марказдан қочма раскатникнинг принципиал тузилиш схемаси ишлаб чиқилди, контакт узунлиги ва уни жорий қилинган чуқурлигига боғлиқ бўлган намунавий деформациялаш элементлар учун контакт зонанинг геометрик параметрлари аниқланади, принципиал янги конструкция ишлаб чиқилди ва марказдан қочма раскатникнинг тажрибавий намунаси тайёрланди, контакт зонадаги кучланиш ҳолати ва геометрик параметрларга деформациялаш кучининг таъсири бўйича тажрибавий тадқиқотлар олиб борилди, марказдан қочма раскатник билан ишлов берилган контакт зонаси ва сиртиннг сифат параметрларининг тажрибавий тадқиқотлари натижалари аналитик боғлиқликларда сифатли ва миқдорий мосликни берди. Ҳисоб
қийматларининг чегаравий оғишлари тажрибавий маълумотлардаги ишлов бериш хатолиги 3%...20% гачани ташкил этади ва 0,05 қиймат даражада бир-бирига мос келиши аниқланди, деталларни ички цилиндрик юза қатламига якунловчи-пардозловчи ишлов бериш асбобини лойихалашни автоматлаштриш методткаси ишлаб чикилди.
ФОЙДАЛАНИЛГАН АДАБИЁТЛАР
-
1. Адлер Ю. П., Маркова Е. В., Грановский Б. В. Планирование эксперимента при поиске оптимальных условий. - М.: Наука, 1976. - с. 98 - 142.
-
2. Азаревич Г. М„ Бернштейн Г. Ш. Исследование процесса чистовой обработки многороликовыми дифференциальными инструментами. - В кн.: Размерно-чистовая обработка деталей пластическим деформи
рованием взамен обработки резанием. М.: НИИмаш, 1966, с.
-
3. Азаревич Г. М., Бернштейн Г. Ш. Чистовая обработка наружных цилиндрических поверхностей пластическим деформированием. М.: ОНТИ, 1963. 73 с.
"Экономика и социум" №6(97) 2022
Список литературы Детал сирти пневмораскатник билан пластик деформациялаш орали сифатини ва аттилигини ошириш
- Адлер Ю. П., Маркова Е. В., Грановский Б. В. Планирование эксперимента при поиске оптимальных условий. - М.: Наука, 1976. - с. 98 - 142.
- Азаревич Г. М., Бернштейн Г. Ш. Исследование процесса чистовой обработки многороликовыми дифференциальными инструментами. - В кн.: Размерно-чистовая обработка деталей пластическим деформированием взамен обработки резанием. М.: НИИмаш, 1966, с.
- Азаревич Г. М., Бернштейн Г. Ш. Чистовая обработка наружных цилиндрических поверхностей пластическим деформированием. М.: ОНТИ, 1963. 73 с.
