Диагностический комплекс для измерения адгезионной составляющей коэффициента трения

Автор: Яресько Сергей Игоревич, Мордовин Геннадий Андреевич, Ибатуллин Ильдар Дугласович
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Физика и электроника
Статья в выпуске: 4-1 т.14, 2012 года.
Бесплатный доступ
Приведено описание диагностического комплекса с компьютерной системой сбора данных предназначенного для измерения адгезионной составляющей коэффициента трения. На примере подвижного фрикционного контакта Р18 - ст.20 показано, что лазерная импульсная обработка поверхности контакта на воздухе при величине нормальных контактных напряжений в зоне контакта ~135 МПа приводит к снижению коэффициента трения на 20%.
Диагностический комплекс, адгезионная составляющая коэффициента трения, инструментальная сталь, лазерная обработка
Короткий адрес: https://sciup.org/148201190
IDR: 148201190 | УДК: 620.178.16
Diagnostic complex for measurement of adhesive component of friction coefficient
The description of a diagnostic complex with computer system of data receiving for measurement of an adhesive component of friction coefficient is presented. Laser pulse treatment of the contact surface in air when the size of normal contact stresses in a contact zone is ~135 МПа leads to decrease of a friction coefficient on 20 %. It is shown on the example of movable frictional contact of high+speed steel Р18 and steel 20.
Текст научной статьи Диагностический комплекс для измерения адгезионной составляющей коэффициента трения
Одним из основных источников теплоты, генерируемой в процессе резания, является трение. Высокие температуры и значительные пластические деформации в зоне резания приводят к появлению ювенильных участков на контактирующих поверхностях, что создает предпосылки к тому, чтобы в сложных, многочисленных и многообразных явлениях, происходящих на контактных поверхностях режущего инструмента с обрабатываемым материалом, решающую роль играли адгезионные процессы [1], обусловленные силами межмолекулярного взаимодействия. Степень такого взаимодействия характеризуется адгезионной (молекулярной) составляющей коэффициента трения fм .
широком диапазоне условий контактирования [2]. На триботехнические характеристики упрочненного инструмента оказывает влияние комплекс свойств таких пленок, а именно: их состав, толщина, структура, сплошность, механические характеристики, а также прочность связи с основным металлом. Наличие на резце предварительно созданной окисной пленки определенной толщины может обеспечить кратное повышение стойкости неупрочненного инструмента [3]. Поэтому определение фрикционных характеристик окисных пленок, образующихся на поверхности инструментальных материалов в ЗЛВ, является актуальной задачей при изучении возможности управления свойствами режущего инструмента за счет выбора режимов ЛО. Для решения данной задачи необходимо проведение модельных экспериментов по исследованию роли вторичных структур, принудительно созданных в ЗЛВ на поверхности инструментальных материалов, в процессе фрикционного взаимодействия пары “инструмент - обрабатываемая заготовка”.
Учитывая вышесказанное, целью настоящей работы являлось определение влияния лазерного импульсного упрочнения на контактное взаимодействие инструментального и обрабатываемого материалов, а также разработка и техническая реализация для этого устройства для оценки адгезионной составляющей коэффициента трения.
МЕТОДИКА ИССЛЕДОВАНИЙ И ОБОРУДОВАНИЕ
Для изучения адгезионных характеристик оксидных пленок (в частности, прочности на срез адгезионных связей тп ) в работе использован метод И.В. Крагельского [4], основанный на из- мерении молекулярной составляющей коэффициента трения. Метод базируется на следующих предпосылках: при контактировании двух твердых тел под сжимающей нагрузкой на пятнах контакта образуются адгезионные связи, которые являются результатом возникновения сил Ван-дер-Ваальса между соприкасающимися поверхностями. Эти силы учитываются молекулярной составляющей коэффициента трения, а деформационные свойства фрикционной связи определяют вторую его составляющую - механическую. Поскольку в адгезионное взаимодействие вовлечены тончайшие поверхностные слои, а деформационные процессы протекают в существенно больших объемах, захватывая глубины на 2-3 порядка больше, то оба эти взаимодействия можно рассматривать независимо друг от друга, а интегральную составляющую силы трения представить в виде суммы составляющих.
При резании в местах контакта инструмента с обрабатываемым материалом образуется сложная система, обладающая специфическими, только ей присущими свойствами, отличными от свойств инструментального и обрабатываемого материалов, рассматриваемых отдельно, вне контакта при резании. Определить т п по данным о контактных процессах, полученным непосредственно при резании металлов, практически невозможно по целому ряду причин. Среди них главными являются: неравномерное распределение нагрузок и температуры на площади контакта, различная химическая чистота и дискретность касания контактирующих поверхностей, затрудняющая определение фактических контактных нагрузок [5-7]. Вычислить значение т п с учетом всех факторов, оказывающих влияние на нее (температура в зоне контакта, свойства контактирующих материалов, изменение площади контакта в процессе резания и пр.), на основании лишь теоретического анализа также не представляется возможным [1]. Поэтому в настоящее время единственным способом получения надежных данных об адгезионном взаимодействии между инструментом и заготовкой является прямой эксперимент, проведенный в условиях близких к тем, которые реализуются непосредственно в зоне резания, а именно в условиях высоких контактных давлений и температур, когда определяющую роль в формировании при-контактной зоны в процессе изнашивания играет прочность на срез т п адгезионных связей.
Для оценки фрикционных характеристик подвижного контакта использована физическая модель, которая в первом приближении отражает реальные условия трения и изнашивания в зоне резания. Согласно этой модели в цилиндрический образец-индентор (изготовленный из конструкционной стали) вставляется образец в виде усеченного конуса (сделанный из инструментальной стали), после чего на конус подается нагрузка, и цилиндр вращают вокруг собственной оси, при этом конусообразный образец остается неподвижным (рис. 1).
В данной схеме ф 0 - угол раствора конуса, r1, r0 – радиусы внутреннего отверстия цилиндрического индентора до и после нагружения соответственно. Силы, расходуемые на вращение индентора, связаны главным образом с прочностью на срез адгезионных связей, поскольку при этом деформационная составляющая касательных сил пренебрежимо мала.
На основании этой физической модели был разработан диагностический комплекс для исследования адгезионного взаимодействия, аналогичный описанному в [8, 9], принцип работы которого ясен из рис. 2. Установка состоит из двух частей: устройства нагружения с датчиком нормальной нагрузки и устройства, обеспечивающего относительное движение контактной пары, находящейся под действием сжимающей нормальной нагрузки.
Нормальная нагрузка N создается посредством движения винта – толкателя 10, передающего через тензодатчик нормальной нагрузки 9 усилие нагружения на контактную пару “цилиндр – конус” 6, 7. Вращательное движение индентора 6, жестко закрепленного в держателе цилиндра 5, обеспечивается тягой 11. Система, состоящая из направляющих 12, по которым по скользящей посадке передвигаются опоры тяги 13 и опоры тензодатчика силы страгивания 15, с помощью винта-тяги 14, передающего движение на тягу 11, обеспечивает вращение индентора 6.
N
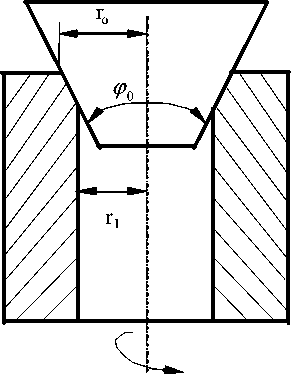
Рис. 1. Схема определения тангенциальной прочности адгезионных связей при трении
а)
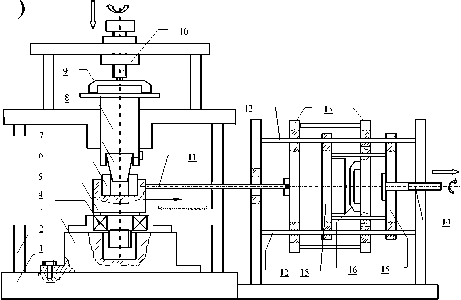
Рис. 2. Схема (а) и общий вид (б) диагностического комплекса по измерению молекулярной составляющей коэффициента трения: 1 – основание; 2 – стойки; 3 – опора подшипника; 4 – подшипник; 5 – держатель цилиндра; 6 – цилиндр; 7 – конус; 8 – толкатель; 9 – тензодатчик нормальной нагрузки; 10 – винт-толкатель; 11 – тяга; 12 – направляющие; 13 – опора тяги; 14 – винт-тяга; 15 – опора тензодатчика; 16 – тензодатчик силы страгивания
Вращательный момент "М"
Сигналы с тензодатчиков подаются на плату сбора данных ЛА50USB и тензоусилитель, а затем фиксируются на персональном компьютере с помощью программного продукта ADCLab. Тензодатчики нормальной нагрузки 9 и силы стра-гивания (тангенциальной нагрузки) 16 состоят из упругих элементов, изготовленных из пружинно-рессорной стали 65Г (толщина площадки нагружения 4 мм) с наклеенными на них тен-зорезисторами BF350-5AA(11)N6 сопротивлением 350,1 + 0,1 Ом, соединенными по полумостовой схеме. Тензорезисторы запитывали от источника опорного напряжения 2,5 В, собранного на базе микросхемы REF192. Образованные тензорезисторами полумосты дополняли до полного измерительного моста с помощью прецизионных резисторов. При нагружении упругого элемента на плечах измерительного моста возникает разность потенциалов, пропорциональная деформации датчика, которая подается на входы дифференциального усилителя. С выхода усилителя сигнал подается на делитель, с помощью которого осуществляли калибровку датчиков. Датчики тарировали с помощью стандартного переносного образцового динамометра сжатия ДОСМ-3-1У 5094 на 5000Н (для измерения нормальной нагрузки) и на 300Н (для измерения силы страгивания).
Адгезионная составляющая коэффициента
^п трения определяется из выражения: f м — —, pn
где p n – нормальные контактные напряжения, действующие на поверхности индентора в области всего отпечатка. Из рис. 3 следует, что проекция силы N на нормаль к поверхности равна N n — N • sln( P o/2) .
б)
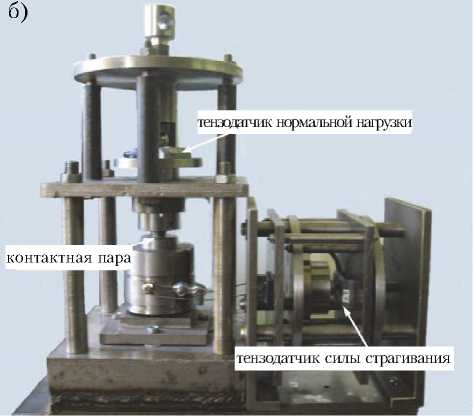
тензодатчик силы страгивания тензодатчик нормальной нагрузки контактная пара
Учитывая, что p n
N n
S
конт .
2 л г о
— J J dS — 2л
0 r 1
получаем
pn
S
и
конт .
1 r 0
rdr sin(^o/2) r
Mr 0L zZ 12 1 sln( P o/2) ’
N • sln( ^ 0 2) — N • sln2( ^ 0 2)
S KOHT . л ( r o2 - r 2 )
Чтобы цилиндр-индентор вращался вокруг геометрической оси, необходимо приложить момент:
2 ^ r 0 M — ii T n rdS —T n /J r 0 r 1
rdrckp sln( ^ o/2)
_ ro 2 л
----n [ r 2 dr d p sln( P o/2) J J ’
После интегрирования:
M — 2^^n--
3 Sln( P o/2)
-
r 1
С другой стороны
М=F эксп R эксп. , (3)
где Fэксп. – сила страгивания, регистрируемая в процессе эксперимента; Rэксп. – радиус держате-
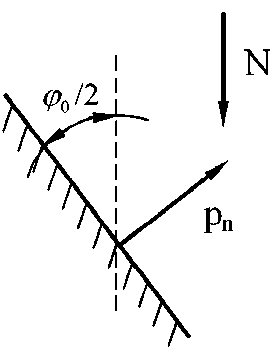
Рис. 3. К определению нормальных контактных напряжений на поверхности индентора
ния на срез тп :
^ п —
2 ”
ля цилиндра 5, в котором закреплен индентор, Rэксп.= 3 см.
Приравнивая (2) и (3), получим выражение для определения величины среднего напряже-
F^ cn.- R^ cnZ s in( ^ )/2) ( r ) - rb .
•
Тогда окончательная формула для определения адгезионной составляющей коэффициента трения имеет вид:
f — 5l — 3 • F^cn • R3Kcn • sin^o/2) . ”ro -r12) — м Pn 2” (ro3 -r?) N• sin2(^o/2)
_ 3 R3Kcn"( r ) - r 1 2) F 3Kcn (4)
— — • —-------------------•-----.
2( r o - r i ) • siM 2) N
Здесь r 1 =6 мм, ф 0 =45°, а величина r0 и значения сил Fэксп. и N определяются из эксперимента.
РЕЗУЛЬТАТЫ И ИХ ОБСУЖДЕНИЕ
Апробация диагностического комплекса была проведена в условиях сухого трения и трения со смазкой. Нагрузка N в экспериментах подбиралась таким образом, чтобы в зоне касания обеспечивалось среднее напряжение на контакте соизмеримое с напряжениями при резании металлов. С учетом геометрии использованных модельных образцов, фактическое значение нормальной нагрузки составило около 3000Н. Эксперименты показали, что при прочих равных условиях наличие СОЖ (машинное масло) в зоне контакта существенно снижает силы страгивания (F~270 Н в условиях сухого трения и F~89 Н в условиях трения со смазкой) вследствие уменьшения коэффициента трения более чем в три раза.
Проведенные эксперименты подтвердили работоспособность разработанного диагностического комплекса и возможность его применения для измерения адгезионной составляющей коэффициента трения в зоне контакта при наличии и отсутствии ЛО поверхности контактирующих тел.
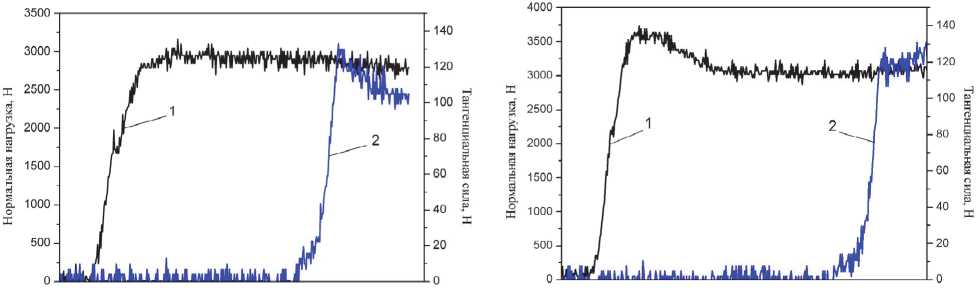
Измерение адгезионной составляющей коэффициента трения проводилось при контакте инструментальной быстрорежущей стали Р18 (материал конуса) и стали 20 (материал цилиндра) в условиях сухого трения при наличии и в отсутствии предварительной ЛО поверхности конуса на режимах, обеспечивающих образование устойчивой окисной пленки в ЗЛВ ( £ =2,2Дж/мм2, двукратно). Фактическая нормальная нагрузка в экспериментах составляла N=(2886 ± 92) Н (рис. 4а) и N=(3125 ± 72) Н (рис. 4б) в отсутствии и при наличии ЛО в зоне контакта соответственно. После нагружения по результатам 10 измерений в произвольно выбранных направлениях размер контактной площадки после трения без ЛО поверхности конуса составил A l =(215 ± 20) мкм (рис. 5а), а после трения с ЛО поверхности конуса A l =(232±20) мкм (рис. 5б).
Полученные экспериментальные данные позволили определить значения r0 после нагружения в отсутствии и при наличии ЛО в зоне контакта и величину нормальных контактных напряжений в зоне контакта. Согласно (1) pn ~135 МПа. Напряжения при резании металлов достигают значений 1200-1400 МПа. При выборе соответствующего значения нормальной нагрузки N возможно увеличение напряжений на контакте и достижение в эксперименте с большой долей вероятности ситуации, моделирующей процесс резания.
Для контактной пары “конус (сталь Р18) – цилиндр (сталь 20)” сила страгивания, зафиксированная в экспериментах, составила 132 Н и 115 Н в условиях отсутствия ЛО поверхности конуса и при наличии ЛО соответственно. Таким образом, согласно (4) при отсутствии ЛО коэффициент трения fм =0,60, а ЛО поверхности трения конуса приводит к уменьшению его до
б)
а)
Рис. 4. Сухое трение (контактная пара: конус Р18 – цилиндр ст.20):
1 – нормальная нагрузка (N), 2 – тангенциальная сила (F);
а - без ЛО, N=(2886 ± 92) Н, F=132 Н, б - после ЛО, N=(3125 ± 72) Н, F=115 Н;
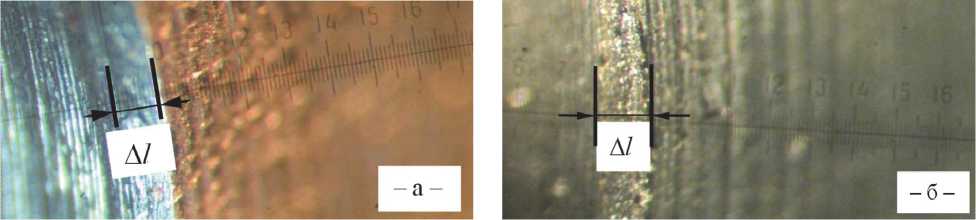
Рис. 5. Внешний вид площадки контакта на поверхности цилиндра: а – поверхность конуса без ЛО; б – поверхность конуса после ЛО
значения f м ние на 20%.
=0,48, т.е. обеспечивает его сниже-
ВЫВОДЫ
Разработан, изготовлен и апробирован диагностический комплекс по измерению адгезионной составляющей коэффициента трения. Выполнены эксперименты по измерению коэффициента трения в контакте “инструментальный и обрабатываемый материал”. На примере пары трения “сталь Р18 – сталь 20” показано, что лазерная импульсная обработка поверхности контакта на воздухе при величине нормальных контактных напряжениях в зоне контакта ~135МПа приводит к снижению коэффициента трения на 20%.
Список литературы Диагностический комплекс для измерения адгезионной составляющей коэффициента трения
- Трение, изнашивание и смазка: справ. В 2 т. [под ред. И.В. Крагельского и В.В. Алисина]. Т.1. М.: Машиностроение,1978. 400с.; Т.2. М.: Машиностроение, 1979. 358 с.
- Яресько С.И. Особенности износа режущего инструмента после лазерного упрочнения на воздухе и в среде инертного газа.//Упрочняющие технологии и покрытия. 2009. №3. С.40-43.
- Усманов К.Б., Якунин Г.И. Влияние внешних сред на износ и стойкость режущих инструментов. Ташкент: Изд-во "Фан" УзССР, 1984. 160 с.
- Метод определения прочности адгезионной связи на срез/И.В. Крагельский [и др.]//Заводская лаб. -1970. -№7. -С.852-854.
- Полетика М.Ф. Контактные нагрузки на режущих поверхностях инструмента. М.: Машиностроение, 1969. 148 с.
- Резников А.Н. Теплофизика процессов механической обработки материалов. М.: Машиностроение, 1981. 279 с.
- Развитие науки о резании металлов/В.Ф. Бобров [и др.]. М.: Машиностроение, 1967. 416 с.
- Роль сил трения в износе режущих инструментов [под ред. А.Д. Макарова]//Тр. УАИ. Уфа, Изд-во Уфим. авиационного ин+та, 1974. Вып. 69.
- Шустер Л.Ш. Адгезионное взаимодействие режущего инструмента с обрабатываемым материалом. М.: Машиностроение, 1988. 96 с.
