Диагностика неразмыкаемого поверхностного контактного соединения ультразвуковым сигналом

Автор: Вензелев Р. В., Баранова М. П.
Журнал: Журнал Сибирского федерального университета. Серия: Техника и технологии @technologies-sfu
Рубрика: Исследования. Проектирование. Опыт эксплуатации
Статья в выпуске: 3 т.16, 2023 года.
Бесплатный доступ
В статье рассматривается акустический метод диагностики неразмыкаемого поверхностного электрического контакта, выполненного болтовым соединением. Осуществлен подбор акустического метода, основанного на уменьшении амплитуды ультразвуковой волны, прошедшей через объект контроля, который является наиболее эффективным для осуществления контроля плотности контактного соединения. Выполнен подбор необходимого оборудования для проведения контроля плотности неразборного контактного соединения. На основе проведенного подбора создан экспериментальный стенд. Получены экспериментальные данные ультразвукового сквозного прозвучивания объекта контроля, показывающие влияние плотности контакта на прохождение ультразвукового сигнала. Обоснована возможность применения акустического метода для контроля плотности электрического контакта, выполненного болтовым соединением.
Оценка плотности электрического контакта, акустический метод, ультразвук
Короткий адрес: https://sciup.org/146282628
IDR: 146282628 | УДК: 621.316.1.12
Diagnostics of a non-opening surface contact joint by ultrasonic signal
This article discusses the acoustic method for diagnosing a non-breaking surface electrical contact made by a bolted connection. Selection of the acoustic method based on reduction of amplitude of an ultrasonic wave, passed through object of control which is the most effective for control of density of contact connection is carried out. Selection of the necessary equipment for monitoring procedure of density of non-demountable contact connection is executed. On the basis of the carried-out selection the experimental stand is created. Experimental data of an ultrasonic through sound passing of object of the control, density of contact showing influence on passing of an ultrasonic signal are obtained. Possibility of application of an acoustic method for control of density of the electric contact executed by connection by a bolt connection is proved.
Текст научной статьи Диагностика неразмыкаемого поверхностного контактного соединения ультразвуковым сигналом
Основой эффективного электроснабжения потребителей является надежность работы компонентов электрической сети, которая обеспечивает передачу, прием, трансформацию и распределение электрической энергии [1]. Ежегодно в стране вводятся и продолжают эксплуатацию электроустановки разных классов напряжения, которые включают в себя контактные соединения, являющиеся неотъемлемой частью электрических схем. В этих условиях становится все более актуальным удаленное и неразрушающее определение состояния контактных соединений. В распределительной сети 0,4–110 кВ преимущественно используются алюминиевые сплавы для шин трансформаторов, распределительных пунктов и подстанций. Даже при правильной эксплуатации либо через год, либо через полтора года после сборки у большинства алюминиевых контактов наблюдается 3–5-кратный рост сопротивления, который приводит к недопустимому нагреву [1–4], что при несвоевременном выявлении дефекта или отсутствии возможности выполнения ревизии контактного соединения может привести к развитию дефекта и технологическому нарушению работы оборудования [3–4].
В настоящее время известно достаточно много методов диагностики основного и вспомогательного оборудования электрической сети для оценки его технического состояния, но практически все эти методы применяются на выведенном в ремонт оборудовании. Вместе с тем для своевременного обнаружения аварийных и развивающихся дефектов существуют методы, – 279 – которые позволяют проводить мониторинг и диагностику технического состояния оборудования под рабочим напряжением, что даст возможность не только оперативного их устранения, но и рационального планирования хозяйственной деятельности предприятий-владельцев электрических сетей [5].
Наиболее распространены два метода контроля:
-
1. Периодический, который осуществляют при проведении регламентных работ в электроустановках в соответствии с утвержденными графиками. Отрицательным моментом является то, что периодический контроль не всегда позволяет оперативно выявить дефект, а в условиях реальной эксплуатации этим методом выполняется проверка не более 1/3 от общего количества соединений электроустановки.
-
2. Удаленный. В этом случае применяются термоиндикаторные краски – термостикеры – в видимых местах для визуального контроля. Применяют и более технологичные средства, такие как тепловизионный контроль и бесконтактные датчики, контролирующие нагрев контакта в комплектных распределительных устройствах (КРУ) с последующей передачей информации на автоматизированное рабочее место диспетчера или в базу данных предприятия-собственника электроустановки. Недостатками таких методов являются недоступность для визуального контроля всех контактных соединений КРУ, непостоянный контроль при визуальном осмотре и невозможность организации сбора полученной информации в реальном времени. А в случае контроля нагрева бесконтактными устройствами играет роль фактор, влияющий на объективную оценку полученных данных, например, возросшая температуры окружающей среды и увеличение токовой нагрузки, близкой к номинальным значениям ошиновки [6–9].
Как известно, контактная поверхность представляет собой кажущуюся контактную поверхность, так как вследствие шероховатости контакт происходит только на отдельных участках, представляющих собой в сумме истинную контактную поверхность. Оставшиеся участки, не входящие в состав истинной контактной поверхности, можно представить в виде воздушной полости или практически непроводящими пленками оксидов [6, 7].
В диагностике металлических конструкций на предмет наличия воздушных полостей или инородных вкраплений сварных швов применяется метод ультразвуковой (УЗ) дефектоскопии. Принципы этого метода основаны на отражении ультразвуковых колебаний от препятствий в виде дефектов металлов, которые направляют ультразвуковые волны обратно в ультразвуковой преобразователь и далее интерпретируются дефектоскопом как изменение амплитуды зондирующего ультразвукового сигнала в зоне контроля [5].
После произведения некоторых допущений и упрощений было сделано предположение, что для контроля плотности контактного соединения возможно применение метода ультразвуковой дефектоскопии.
Цель работы заключалась в получении экспериментальных данных для обоснования использования акустического метода контроля плотности электрического контакта, выполненного болтовым соединением.
В ходе работы выбран метод проведения контроля, подобрано оборудование для выполнения контроля плотности контакта, проведена обработка и анализ полученных результатов.
Выбор метода проведения контроля
В классификации акустического контроля известно много методов, которые можно разделить на две большие группы – активные и пассивные методы. Основное отличие групп заключается в том, что группа активных методов основана на излучении и приеме упругих волн, группа пассивных основана только на приеме волн, источником которых служит сам контролируемый объект. Активные методы подразделяются на методы прохождения, отражения, комбинированные, собственных частот, импедансные. Пассивные методы подразделяются на акустико-эмиссионный, вибрационно-диагностический, шумодиагностический.
При проведении исследования применяли контактное соединение, не находящееся в работе, когда контакт находится в покое и не излучает волн, поэтому применение пассивных методов было невозможно. Если учитывать то, что с точки зрения ультразвуковой дефектоскопии между алюминиевыми шинами болтового соединения электрического контакта заведомо имеются дефекты несплошности объекта контроля (ОК), то применение комбинированных методов и методов отражения не рационально. Методы «собственных частот» измеряют частоты ОК, возбужденные посредством удара или воздействием гармонической силы меняющейся частоты, что при работе в действующих электроустановках неприменимо. Импедансные методы используют зависимость импедансов при упругих колебаниях от параметров этих изделий и наличия в них дефектов. Данный метод зарекомендовал себя при выявлении дефектов соединений в многослойных конструкциях из композитных полимерных материалов и металлов, применяемых в различных сочетаниях. Применение импедансного метода в рассматриваемом случае невозможно, поскольку выявление дефектов эффективно происходит на глубине от 0,5 до 7 мм, что не позволит качественно контролировать контакты, выполненные из шин толщиной 8 мм и более [7, 10, 11].
В ходе анализа возможных методов определено, что наиболее эффективным является теневой акустический метод, входящий в состав методов прохождения, основанный на анализе уменьшения амплитуды прошедшей волны, обусловленный наличием дефекта в ОК. Данный метод подходит для оценки плотности контактного соединения плоскостного контакта, а величина падения амплитуды акустического сигнала будет обусловлена возрастанием воздушного промежутка между алюминиевыми шинами контактного соединения. Плотность контакта и, как следствие, увеличение его переходного сопротивления достигается путем ослабления затяжки гаек болтов.
Подбор оборудования
В ходе проведения численных и экспериментальных работ была применена модель плоскостного электрического контакта, выполненного болтовым соединением, состоящего из двух алюминиевых шин марки АД31 4х40 мм (ГОСТ 15176–89). Болтовое соединение шин выполнено в соответствии с инструкцией по монтажу контактных соединений шин между собой и с выводами электротехнических устройств [12].
Для оценки прохождения ультразвукового сигнала через объект контроля (ОК) применен универсальный ультразвуковой дефектоскоп типа UCD-50, который обладает необходимым функционалом, а именно: визуализацией полученных сигналов на дисплее прибора, регу- – 281 –
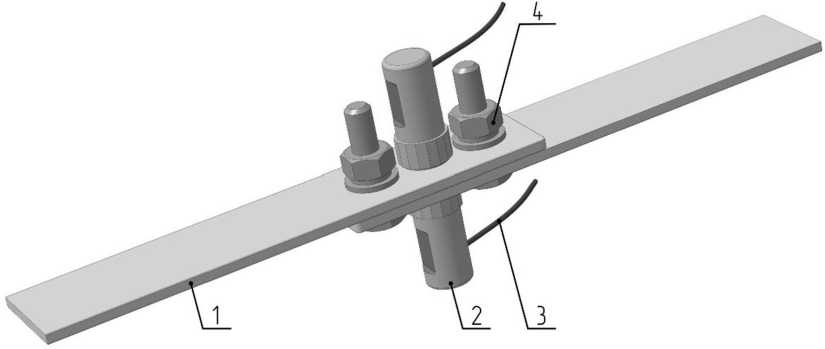
Рис. 1. Схема установки преобразователей на контактном соединении
Fig. 1. Scheme of installation of converters on a contact connection лировкой усиления сигнала, возможностью отслеживания падения УЗ сигнала посредством «зоны контроля», возможностью работы прибора в совмещенном режиме преобразователей для сквозного прозвучивания ОК. Прибор укомплектован ультразвуковыми пьезоэлектрическими преобразователями (ПЭП) с прямым углом ввода ультразвукового сигнала и частотой колебаний 2,5 МГц.
Результаты, полученные при ультразвуковом прозвучивании ОК, сравнивали со значением переходного сопротивления ОК, измеряемого цифровым миллиомметром типа ПТФ-1 с диапазоном измерения от 1 мкОм до 2 кОм и разрешающей способностью 1 мкОм.
На рис. 1 показана схема размещения ПЭП 9 на контактном соединении из алюминиевых шин 1, соединенных болтами 4 . Передача сигнала от дефектоскопа к ПЭП выполнялась посредством коаксиальных кабелей 3 .
Результаты и обсуждения
В соответствии с пп. 3 пункта 1.8.27 раздела «Сборные и соединительные шины» правил устройства электроустановок 7-е издание (ПУЭ) падение напряжения или сопротивление на участке шины (0,7–0,8 м) в месте контактного соединения не должно превышать падения напряжения или сопротивления участка шин той же длины более чем в 1,2 раза. Для применяемых шин АД31 4х40 мм, измеренное сопротивление составило 61 мкОм на участке 0,8 м, а переходное сопротивление контактного соединения при затянутых болтах составило 41 мкОм, что соответствует нормальному контакту по требованиям ПУЭ.
Для проведения экспериментальных работ по оценке плотности контактного соединения был разработан и сооружен специальный стенд, представленный на рис. 2.
Последовательность экспериментальных исследований заключалась в том, что при применении двух ПЭП для сквозного прозвучивания ОК прибором формировался ультразвуковой зондирующий сигнал установленной пользователем мощности. Мощность УЗ сигнала измеряли в децибелах. Сигнал направлялся от излучающего УЗ сигнал ПЭП через ОК к принимающему сигнал ПЭП, находящемуся с противоположной стороны ОК. При этом УЗ сигнал терял мощность при прохождении плоскости контакта и принимался ПЭП, отличным – 282 –

Рис. 2. Общий вид экспериментального стенда
Fig. 2. General view of the experimental stand от заданного прибором значения. Для измерения величины падения УЗ сигнала на дисплее дефектоскопа пользовались функцией «зона контроля». При нормальном переходном сопротивлении ОК осуществлялась подача УЗ сигнала и выполнялась подстройка зоны контроля до максимума амплитуды полученного УЗ сигнала. Фиксировали величины параметра «усиление» в дБ. Данный параметр был принят базовым. Далее, при ослаблении гаек болтов ОК, происходило увеличение воздушной прослойки между контактными поверхностями шин, что затрудняло прохождение УЗ сигнала, амплитуда сигнала на дисплее дефектоскопа уменьшалась. Для определения величины ослабления УЗ сигнала необходимо было увеличить параметр «усиление» на дефектоскопе. Увеличение параметра усиления УЗ сигнала надо производить до момента достижения максимума амплитуды до отметки зоны контроля. Фиксировали полученное значение параметра «усиление» в дБ. Разница значений параметра «усиление» дефектоскопа при контакте с ослабленными гайками болтов относительно базового значения является величиной, характеризующей изменение плотности контакта. Измерения производили при разной затяжке болтов и разном переходном сопротивлении контакта.
Исследование проводили в лабораторных условиях при температуре окружающей среды 20 °C, температура ОК была 20,5 °C.
Визуализация ослабления УЗ сигнала при контакте, соответствующем нормальному переходному сопротивлению (41 мкОм), показана на рис. 3а, при ослабленных гайках болтов контактного соединения и переходном сопротивлении, равном 375 мкОм на рис. 3б.
Результаты измерений представлены в табл. 1.
Представленные в таблице экспериментальные данные показывают, что существует зависимость ослабления УЗ сигнала от плотности контактного соединения. Изменения значений мощности сигнала дефектоскопа при разных значениях переходного сопротивления контакта подтверждают наличие такой зависимости.
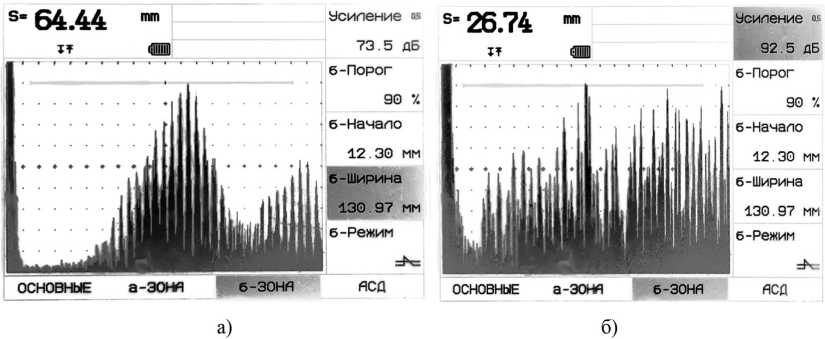
Рис. 3. Ослабление ультразвукового сигнала, прошедшего через контактное соединение; а – при контакте, соответствующем нормальному переходному сопротивлению (41 мкОм); б – при ослабленных гайках болтов контактного соединения и переходном сопротивлении, равном 375 мкОм
Fig. 3. Weakening of the ultrasonic signal passed through the contact connection
Таблица 1. Экспериментально полученные данные акустического метода
Table 1. Experimental data of the acoustic method
|
№ эксперимента |
Измеренное переходное сопротивление ОК, мкОм |
Усиление сигнала дефектоскопа, дБ |
Ослабление сигнала дефектоскопа относительно базового сигнала, дБ |
|
1 |
41 |
73,5 (базовый) |
0 |
|
2 |
51 |
76,0 |
2,5 |
|
3 |
67 |
78,5 |
5,0 |
|
4 |
109 |
83,0 |
9,5 |
|
5 |
168 |
84,0 |
10,5 |
|
6 |
228 |
84,5 |
11,0 |
|
7 |
306 |
87,5 |
14,0 |
|
8 |
375 |
92,5 |
19,0 |
|
9 |
433 |
101,5 |
28,0 |
Заключение
Таким образом, в ходе работы:
осуществлен подбор акустического метода, основанного на уменьшении амплитуды ультразвуковой волны, прошедшей через объект контроля, который является наиболее эффективным для осуществления контроля плотности контактного соединения.
Выполнен подбор необходимого оборудования для проведения контроля плотности неразборного контактного соединения, который включал в себя универсальный ультразвуковой дефектоскоп в комплекте с ПЭП, цифровой миллиомметр и модели неразборного электрического контакта, выполненного болтовым соединением. На основе проведенного подбора создан экспериментальный стенд.
Получены экспериментальные данные ультразвукового сквозного прозвучивания объекта контроля, показывающие влияние плотности контакта на прохождение ультразвукового сигнала.
Обоснована возможность применения акустического метода для контроля плотности электрического контакта, выполненного болтовым соединением.
Следует отметить, что проведенные исследования позволяют считать перспективным формирование модели ослабления ультразвукового сигнала при прохождении через объект контроля с применением цифровых технологий и проведение экспериментальных работ по исследованию характеристик ультразвукового сигнала при прохождении через соединение шин, находящихся под напряжением.
Список литературы Диагностика неразмыкаемого поверхностного контактного соединения ультразвуковым сигналом
- Бойченко В. И., Дзекцер Н. Н. Контактные соединения токоведущих шин. Л., Энергия, 1978. 144. [Boychenko V. I., Dzektser N. N. Contact connections of current carrying tires. L., Energy, 1978. 144. (in Rus.)]
- Колесников И. Ю., Побойкин И. С., Усов И. Ю. Методы диагностики электроэнергетического оборудования. Технико-экономические проблемы развития регионов: труды научно-практической конференции с международным участием. 2020. 159–163. [Kolesnikov I. Yu., Poboykin I. S., I.YU. Moustaches methods of diagnostics of the electrical power equipment, Technical and economic problems of development of regions: works of scientific and practical conf. with the international participation. 2020. 159–163. (in Rus.)]
- Баширов М. Г., Баширова Э. М., Юсупова И. Г., Акчурин Д. Ш. Исследование способов повышения эффективности электромагнитно-акустического преобразования средств диагностики энергетического оборудования. Промышленная энергетика. 2022. 10. 2–9. [Bashirov M. G., Bashirova E. M., Yusupova I. G., Akchurin D. Sh. Research of ways of increase of efficiency of electromagnetic and acoustic transformation of diagnostic aids of the power equipment. Industrial power. 2022. 10. 2–9. (in Rus.)]
- Чичёв С. И., Глинкин Е. И. Диагностика силовых трансформаторов 110 КВ и выше в региональных сетевых компаниях. Вести высших учебных заведений Черноземья. 2010. 3(21). 6–12. [Chichyov S. I., Glinkin E. I. Diagnostics of power transformers of 110 KV and above in the regional network companies. Messages of higher educational institutions of the Chernozem region. 2010. 3(21). 6–12. (in Rus.)]
- УСД‑50. Универсальный ультразвуковой дефектоскоп. Научно-производственный центр КРОПУС, 2013. 41. URL: https://ntcexpert.ru/documents/rukovodstvo-po-ekspluatacii-defektoskopa-usd‑50.pdf (дата обращения: 20.06.2022)
- Вензелев Р. В., Баранова М. П. Интеллектуальные сети в электроснабжении сельско-хозяйственных предприятий. Ресурсосберегающие технологии в агропромышленном комплексе России, Материалы II Международной научной конференции. Красноярск, КрасГАУ, 2022. 37–41. [Venzelev R. V., Baranova M. P. Intellectual networks in power supply of the agricultural. Resource-saving technologies in agro-industrial complex of Russia: Materials II of the International scientific conference. Krasnoyarsk, KrasGAU, 2022. 37–41. (in Rus.)]
- Вензелев Р. В., Баранова М. П., Сельский А. А. Применение ультразвука для оценки плотности контактного соединения. Наука и образование: опыт, проблемы, перспективы развития, Материалы международной научно-практической конференции, посвященной 70-летию ФГБОУ ВО Красноярский ГАУ. Красноярск, 2022. 163–165. [Venzelev R. V., Baranova M. P., Selskiy A. A. Ultrasound application for an assessment of density of contact connection. Science and education: experience, problems, development prospects: Materials of the international scientific and practical conference devoted to the 70 anniversary of FGBOOU WAUGH Krasnoyarsk GAU. Krasnoyarsk, 2022. 163–165. (in Rus.)]
- Вензелев Р. В., Баранова М. П., Сельский А. А. Ультразвуковая диагностика неразмыкаемых поверхностных контактных соединений распределительных устройств 0,4–35 КВ. Актуальные направления фундаментальных и прикладных исследований, Материалы XXIX международной научно-практической конференции. Bengaluru, India. 2022 г. 151–155. [Venzelev R. V., Baranova M. P., Selskiy A. A. Ultrasonic diagnostics of not disconnected superficial contact connections of distributing devices of 0,4–35. Actual directions of basic and applied researches, materials XXIX of the international scientific and practical conference. Bengaluru, India. 2022 г. 151–155. (in Rus.)]
- Рощупкин М. Д. Разработка методики акустической диагностики электрических разрядов в силовых и измерительных трансформаторах, автореф. дис. … канд. техн. наук. Москва, 2011, 20 [Roshchupkin M. D. Development of a technique of acoustic diagnostics of electric discharges in power and measuring transformers, Thesis … cand. of tech. Sci. Moscow, 2011, 20 (in Rus.)]
- Migushchenko R. P., Suchkov G. M., Radev Kh.K., Petrishchev O. M., Desyatnichenko O. V. Electromagnetic acoustic transducer for ultrasonic thickness gauging of ferromagnetic metal items without removing dielectric coating. Technical Electrodynamics. 2016. 2. 78–82.
- Кузнецов Д. В., Маслов В. В., Нецеевский А. Б., Поляков Ф. А. Техническая диагностика мощных генераторов, Энергия единой сети. 2014. 3(14). 50–59. [Kuznetsov D. V., Maslov V. V., Netseevsky A. B., Polyakov F. A. Tekhnicheskaya diagnostics of powerful generators, Energy of a uniform network. 2014. 3(14). 50–59. (in Rus.)]
- Арсланов А. Д., Иванов Д. А., Потанин А. А. Устройство для определения преддефектных состояний высоковольтной изоляции методом частичных разрядов с использованием ультразвуковой и электромагнитной диагностики, Диспетчеризация и управление в электроэнергетике: труды XV Всероссийской открытой молодежной научно-практической конф. Казань, 2020. 108–111. [Arslanov A. D., Ivanov D. A., Potanin A. A. Ustroystvo for definition of predefective conditions of high-voltage isolation by a method of partial categories with use of ultrasonic and electromagnetic diagnostics, Scheduling and management in power industry: works XV All-Russian open youth scientific and practical Conf. Kazan, 2020. 108–111. (in Rus.)]
