Диагностика подшипникового узла ножевого вала куттера по низкочастотной вибрации

Автор: Антипов С.Т., Рязанов А.Н., Шаров А.В., Корзин В.В.
Журнал: Вестник Воронежского государственного университета инженерных технологий @vestnik-vsuet
Рубрика: Процессы и аппараты пищевых производств
Статья в выпуске: 1 (63), 2015 года.
Бесплатный доступ
Используемая в настоящий момент система планово-предупредительного ремонта является недостаточно эффективной. Вибродиагностика является одним из современных методов неразрушающего контроля элементов оборудования, позволяющих определять возникновение дефектов на ранних стадиях. В статье были определены основные направления исследований, а также выбран объект исследований, подобран метод неразрушающего контроля для эффективного определения фактического состояния динамически работающего оборудования. Представлена схема установки датчиков вибраций. Точки измерения параметров вибраций определялись экспериментально, исходя из условия получения наиболее информативного виброакустического сигнала. Определены режимы работы куттера, при которых сводилось к минимуму возникновение широкого спектра колебаний, оказывающего влияние на достоверность измерений. Для анализа вибраций был выбран метод прямого спектрального анализа, который заключается в обнаружении периодически повторяющихся колебаний. Представлены графически спектры вибрационного сигнала и спектры виброскоростей. Анализ широкого диапазона спектра виброскорости позволил выделить участок, на котором обнаружено значительное увеличение значений виброскоростей. Обработка выделенного участка спектра позволила сделать заключение, что в подшипнике возникают ударные импульсы при контакте каждого тела качения с раковиной, в результате чего и появился ряд гармоник в отдельных частотах. Был произведен сравнительный анализ спектров работоспособного подшипника с дефектным подшипником на тех же частотах и определено среднее увеличение значений виброскоростей. Спектральный анализ не только является эффективным методом определения степени дефекта и его локализации, но и позволяет эффективно прогнозировать его развитие. Результаты могут быть полезны специалистам, занимающимся вибродиагностикой, расчетом и конструированием роторных машин.
Вибродиагностика, техническая диагностика, виброскорость, спектр виброскорости
Короткий адрес: https://sciup.org/14040389
IDR: 14040389 | УДК: 621.822.7:
Diagnosis shaft bearings node knife cutter for low-frequency vibration
The currently used system of preventive maintenance is not effective enough. Vibration diagnostics is one of the modern methods of non-destructive testing equipment components, allowing to define the appearance of defects in the early stages. The paper identifies the main areas of research, as well as selected research object, selected non-destructive testing method for efficiently determining the actual state of dynamically operating equipment. Is a schematic of vibration sensors. Measuring point vibration parameters were determined experimentally based on the conditions for obtaining the most informative vibroacoustic signal. Determine the behavior of the cutter under which minimizes the occurrence of a wide range of fluctuations that affects the accuracy of the measurements. For vibration analysis method was chosen direct spectral analysis, which involves the detection of repetitive vibrations. Presented graphically vibration spectra and spectra of vibration signals. Analysis of a wide range of vibration spectrum allowed to allocate land on which showed a significant increase in the values of vibration. Processing of the selected portion of the spectrum has led to the conclusion that in the bearing, shock pulses are in contact with each rolling body shell, and as a result, a number of harmonics in the individual frequencies. Was made a comparative analysis of the spectra of working with a defective bearing bearing on the same frequencies and determine the average increase in the values of vibration. Spectral analysis is an effective method to determine not only the extent of the defect and its location, but also allows you to effectively predict its development. The results may be useful for specialists involved in vibration diagnostics, calculation and design of rotary machines.
Текст научной статьи Диагностика подшипникового узла ножевого вала куттера по низкочастотной вибрации
Шаров А.В., Корзин В.В., 2015
По количеству предприятий, объему и значимости выпускаемой продукции мясоперерабатывающая промышленность занимает одно из ведущих мест пищевой промышленности. Однако основные производственные фонды отечественных предприятий сильно изношены, что зачастую негативно сказывается на качественных и количественных показателях выпускаемой продукции. В настоящее время большинство отечественных предприятий мясоперерабатывающей промышленности производит обслуживание оборудования по системе планового предупредительного ремонта или эксплуатирует оборудование до его отказа или поломки. Используемая система плановопредупредительного ремонта имеет ряд недостатков, ремонт и техническое обслуживание производится по регламенту завода-изготовителя через определённые промежутки времени, однако практика эксплуатации оборудования показывает, что примерно 50 % из числа всех технических обслуживаний выполняются без их фактической необходимости [1].
При проведении капитальных ремонтов происходит разборка узлов оборудования с последующей дефектацией деталей и комплектующих. Произвести капитальный ремонт силами предприятия не всегда представляется возможным, в результате чего приходится прибегать к услугам специализированных организаций, что приводит к длительным простоям и, как следствие, к большим экономическим потерям.
Использование современных методов функциональной диагностики позволит устранить вышеуказанные недостатки.
Анализ параметров вибраций – один из методов функциональной диагностики, позволяющий без длительного простоя техники определить фактическое состояние динамически работающего агрегата. Использование данного метода позволяет выполнять техническое обслуживание только когда это необходимо в связи с высокой вероятностью возникновения отказа оборудования, а также планировать виды и сроки проведения ремонтов, исходя из результатов диагностики, что позволит значительно снизить простои производства. Одновременно снизить стоимость и продолжительность ремонтных работ, так как проверяется не только состояние деталей куттера, но и их сборку [2].
В ходе выполнения данной работы диагностические исследование проводились на куттере марки Л23-ФКВ-03. Объектом исследования был выбран передний подшипник привода ножевой головки, так как он в процессе работы испытывает циклические нагрузки, а также при недостаточной смазке и неправильной эксплуатации происходит его перегрев, и, как следствие, заедание, что приводит к повреждению других элементов куттера.
Исследования виброакустических характеристик проводились методом прямого спектрального анализа. Непосредственно сами измерения параметров вибраций проводились при работе куттера без нагрузки в связи с тем, что при работе под нагрузкой возникают дополнительные составляющие сил резания, которые действуют на ножевую головку, что способствует возникновению широкого спектра колебаний, природа которых имеет как стационарный, так и не стационарный характер. Измерения параметров вибраций подшипника ножевого вала куттера осуществлялась в частотном диапазоне до 1000 Гц при частоте вращения вала 500 об/мин.
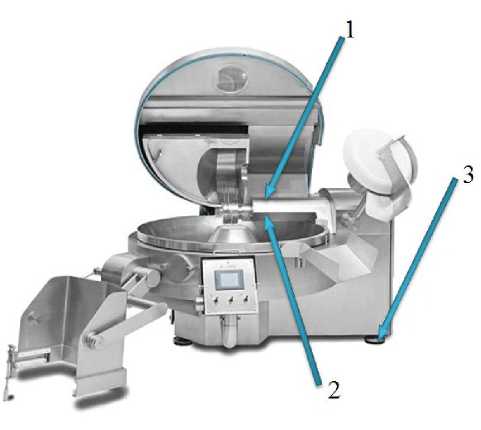
Рисунок 1. Схема точек измерения вибрационных характеристик куттера
Установленная ножевая головка была cбалансирована, разность в массе установленных шести ножей не превышала 3,5 г.
Диагностическая ценность измеренных параметров вибрации в значительной мере определяется информативностью точек измерения. Измерение параметров вибраций производилось согласно ГОСТу, установка датчика осуществлялась при помощи специальных магнитов.
С учетом рекомендаций, содержащихся в отечественных и зарубежных стандартах, а также учитывая компоновку оборудования, определены точки снятия виброакустической информации [3]. Степень информативности точек проверена экспериментально путём сравнительного анализа значений диагностических признаков [4].
Для исследования параметров данные снимались с установленных точек по осям Y (точка 1) и Z (точка 2) , а также с задней опоры куттера (точка 3), схематичное изображение точек измерения представлено на рисунке 1.
Для определения параметров вибраций куттера производились измерения виброскорости в точке 3. Для предотвращения возникновения спектра вибраций от зубчатой передачи привод чаши был отключен.
При анализе вибрационного сигнала (рисунок 2) снятого на опоре куттера не было обнаружено превышающих значений виброскоростей, что свидетельствует об отсутствии дефектов, несбалансированности и перекосов вращающихся элементов привода ножевого вала [5].
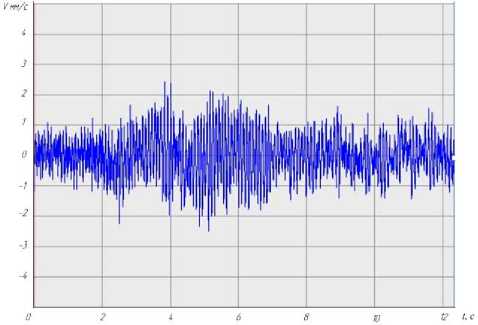
Рисунок 2. График спектра вибрационного сигнала, снятого на опоре куттера
При анализе спектра вибрационного сигнала подшипника ножевого вала в точке 2 не было обнаружено отклонений значений виброскорости, а при анализе в точке 1 было выявлено, что через определенные промежутки времени возникает повышение значения виброскорости, участок спектра сигнала изображен на рисунке 3. В среднем значения виброскрости на отмеченных участках озрастали более чем в 2 раза.
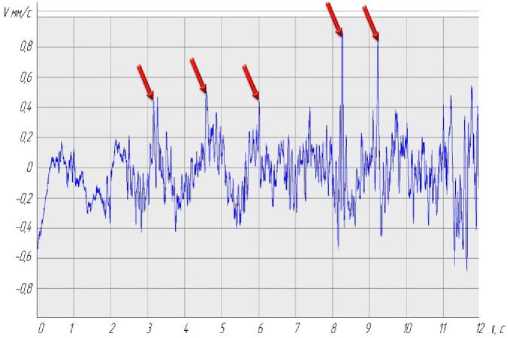
Рисунок 3. График спектра вибраций сигнала переднего подшипника ножевого вала
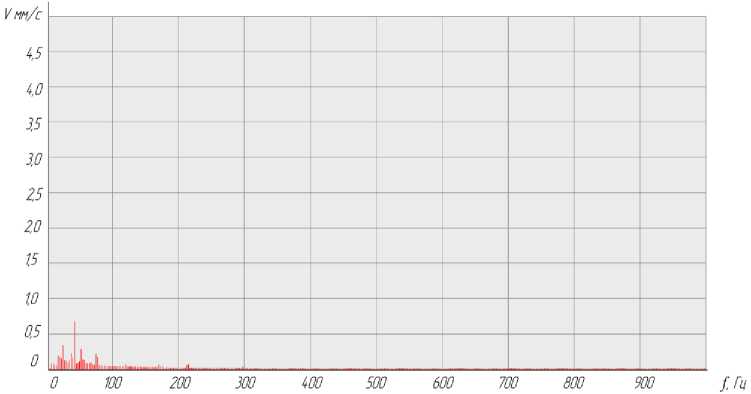
Рисунок 4. Спектр виброскорости в диапазоне от 0 до 1000 Гц
Предварительный спектральный анализ (рисунок 4) позволил определить частотный диапазон, который дает возможность проводить спектральный анализ с требуемой разрешающей способностью. Виброскорость в диапазоне 0-100 Гц отличается наличием значительных значений виброскорости, поэтому для дальнейшего анализа был выделен именно этот диапазон.
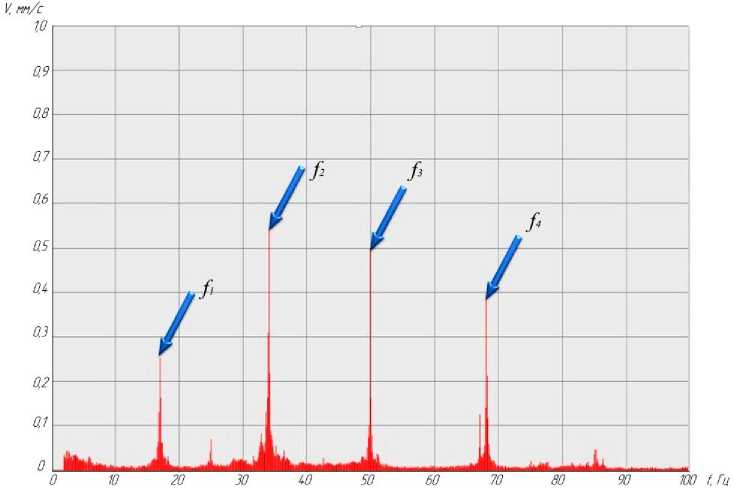
Рисунок 5. С пектр виброскорости на опоре, в диапазоне до 100 Гц
При анализе выделенного диапазона спектра колебаний подшипникового узла, представленного на рисунке 5, было выявлено как незначительное увеличение виброскорости в диапазоне частот, так значительное увеличение виброскорости на отдельных частотах: f = 18,2 Гц , f = 34,6 Гц , f = 50,1 Гц , f = 68,3 Гц , что может свидетельствовать о наличии дефекта наружного кольца подшипника.
На рисунке 6 снизу представлен спектр виброскорости нового подшипника, установленного после ремонта. На рисунке 6 сверху представлен спектр исследуемого подшипника.
Сравнительный анализ двух интервалов спектров позволил установить, что возникновение дефектов характеризуется увеличением амплитуды виброскорости в полосе частот A f = 4 - 83 Гц в среднем в 3,5-5 раз.
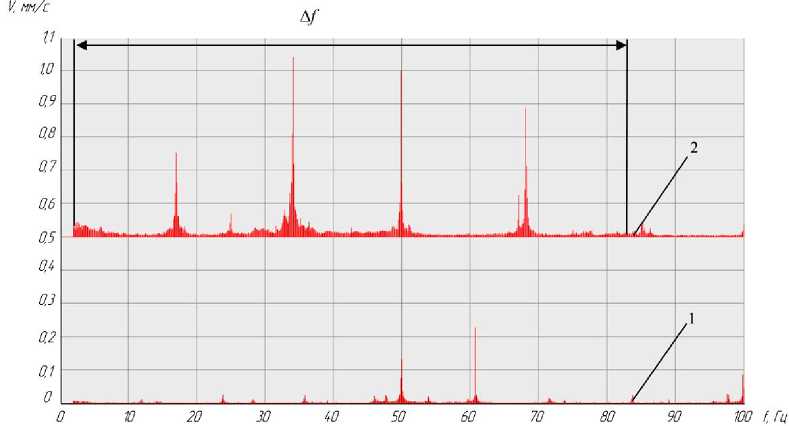
Рисунок 6. Зависимость спектра виброскорости подшипникового узла подшипника:
1- подшипник без дефекта, 2 – подшипник с дефектом
Можно сделать выводы о том, что применение методов диагностирования оборудования позволяет:
-
- определять возникновение дефекта на начальной стадии;
-
- предотвращать неожиданные отказы оборудования и остановки производства;
-
- составить критерии предельно допустимого состояния оборудования;
Вестник ВГУИТ, №1, 2015
Список литературы Диагностика подшипникового узла ножевого вала куттера по низкочастотной вибрации
- Барков А. В., Баркова Н. А., Азовцев А. Ю. Мониторинг и диагностика роторных машин по вибрации: учеб. пособие. СПб., 2000. 158 с.
- Яблоков А.Е. Вибродиагностика основного технологического оборудования размольного отделения мельницы: дис. … канд. техн. наук: 05.02.13. М., 2001. 169 с.
- ГОСТ Р 53564-2009 Контроль состояния и диагностика машин. Мониторинг состояния опасных производств. Требования к системам мониторинга. М.: СТАНДАРТИНФОРМ, 2010. 20 с.
- Костюков В.Н., Тарасов Е.В. Исследование виброакустических характеристик подшипников качения//Главный энергетик. 2011. №8. С 65-68.
- Костюков В.Н., Науменко А.П. Основы виброакустической диагностики и мониторинга машин: учебное пособие. Омск, 2011. 339 с.
