Динамика коэффициента трения между титановыми и инструментальным сплавами в среде СОЖ

Автор: Евдокимов Дмитрий Викторович, Батурин Алексей Павлович, Федоров Дмитрий Геннадьевич
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 1-1 т.20, 2018 года.
Бесплатный доступ
В предлагаемой статье представлены результаты экспериментальных исследований коэффициентов трения между распространённым инструментальным твердым сплавом ВК8 и титановыми сплавами ОТ4, ВТ6 и ВТ9. Результаты получены для сухого и граничного трения скольжения. При граничном трении в качестве жидкой среды была использована СОЖ Blasocut 4000 CF (концентрация 10 %).
Коэффициент трения, износ, сож, обработка титановых сплавов, сухое трение, граничное трение
Короткий адрес: https://sciup.org/148205411
IDR: 148205411 | УДК: 621.91
Dynamics of friction coefficient between titanium and tool alloys in the coolant medium
The proposed article presents the results of experimental studies of the coefficients of friction between the common tool alloy VK8 and titanium alloys OT4, VT6 and VT9. The results are obtained for dry and boundary sliding friction. For boundary friction, Blasocut 4000 CF (a concentration of 10%) was used as the liquid medium.
Текст научной статьи Динамика коэффициента трения между титановыми и инструментальным сплавами в среде СОЖ
Производство двигателей летательных аппаратов часто требует назначения припусков на обработку и режимов резания расчетным путем. Это связано в основном с повышенными требованиями к точности изготавливаемых изделий, дороговизной используемых в авиационной промышленности материалов, а также с трудностью их обработки. Особенно распространенными в этой сфере являются титановые сплавы, из-за своих уникальных физико-механических свойств.
Однако высокие эксплуатационные свойства титановых сплавов являются нежелательными при их механической обработке. Низкая теплопроводность приводит к концентрации высокой температуры в узкой области вблизи зоны резания, а повышенная (по сравнению с конструкционными сталями) сопротивляемость разрушению титановых сплавов приводят к росту сил резания и повышенному износу инструмента.
Общая схема износа лезвийного инструмента [1] представлена на рис. 1. Как видно из рисунка при обработке стружка изнашивает переднюю поверхность путем трения с образованием характерной лунки. В процессе изнашивания инструмента его задняя поверхность, по которой происходит контакт с заготовкой, непрерывно увеличивается. Данный факт способствует увеличению отвода тепла в заготовку, что на начальных стадиях износа положительно сказывается на тепловой нагруженности ин-
струмента, уменьшаяя её. Но, ввиду постоянно растущих сил резания, вызванных затуплением инструмента, температура в зоне резания начинает стремительно возрастать. Соответственно повышается и тепловая нагруженность самого режущего клина. Кроме того в процессе износа инструмента происходит непрерывное увеличение радиуса скругления режущей кромки. Износ режущего инструмента в совокупности с ударными нагрузками (возникающими, например, при врезании или обработке поверхностей с отверстиями, выемками, пазами) может привести к поломке режущего клина.
Таким образом, геометрическое изменение формы режущего клина в процессе износа негативно влияет на распределение температурных полей в инструменте и заготовке; на величину пиковых значений температуры; на величину сил действующих в зоне резания. Всё это сказывается на качестве поверхностного слоя получаемой детали и времени эксплуатации инструмента. Существующие методики [2, 3] на основе которых возможен подбор рациональных режимов обработки требуют знания коэффициента трения между жду инструментом и заготовкой. По этой причине были проведены работы по измерению фактических значений коэффициентов трения популярных в авиационной промышленности титановых сплавов ВТ6, ВТ9 и ОТ4 о материал ВК8, часто используемый для изготовления режущих пластин, фрез и резцов, предназначенных для обработки этих сплавов [2, 4].
МЕТОДИКА ИЗМЕРЕНИЯ, ОБОРУДОВАНИЕ, ИНСТРУМЕНТЫ И МАТЕРИАЛЫ
Все испытания на трение проходили на автоматическом трибометрическом комплек-
Заготовка
Износ по передней поверхности
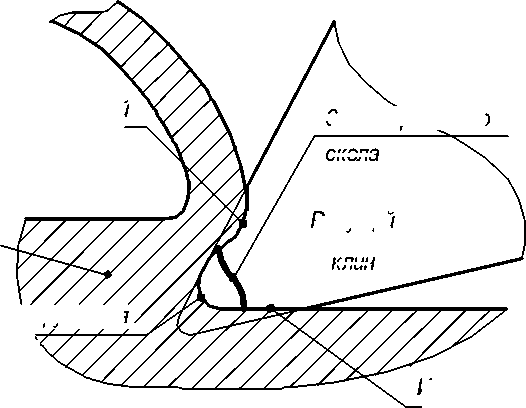
Режушии клин
Зона вероятного скола
Износ по задней поверхности
Износ радиуса скругления --------------------------^ режушеи кромки
Рис. 1. Схема износа режущего инструмента
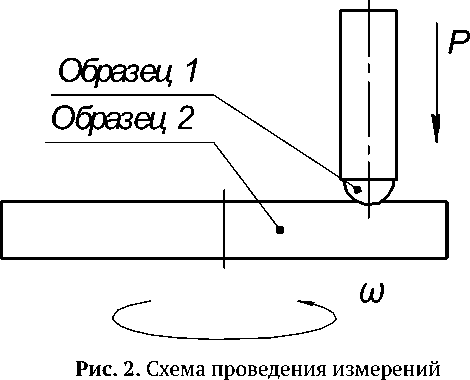
се CSM Instruments TRB . Трибометр проводит испытания по стандарту ASTM G99 “Standard Test Method for wear Testing with a Pin-on-Disk Apparatus” . Схема измерений приведена на рис. 2.
Образец 1 – шар ВК8, прижатый с усилием Р (Н) к Образцу 2, изготовленному в виде диска из ВТ6/ВТ9/ОТ4 с шероховатостью Ra 2,5, вращающемуся с частотой w (мин-1). Скорость V (м/мин) рассчитывалась следующим образом:
V = л • D • ю,
где D – диаметр трения, м.
При проведении испытаний с СОЖ использовалась Blasocut 4000 CF (концентрация 10 %). Представляет собой концентрат зеленого цвета с содержанием минерального масла 54%, воды 6%, плотности при 20°C равной 0,952 г/см3, вязкости при 40°C равной 48 мм2/c. Эмульсия имеет уровень рН в пределах 8,5–9,2, фактор рефрактометра 1,0.
РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЯ
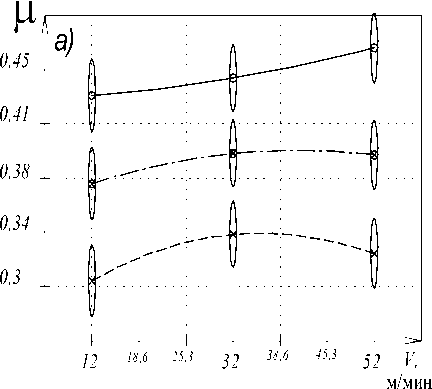
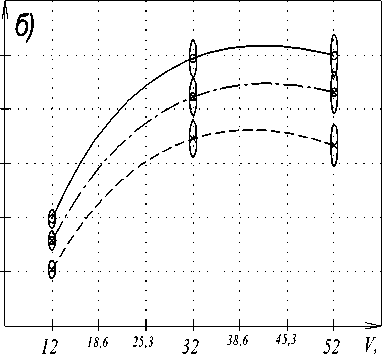
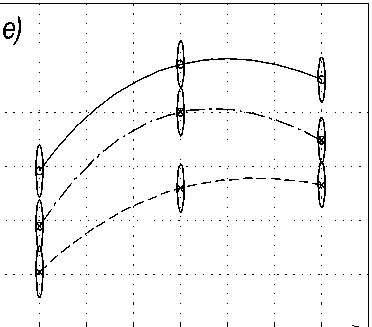
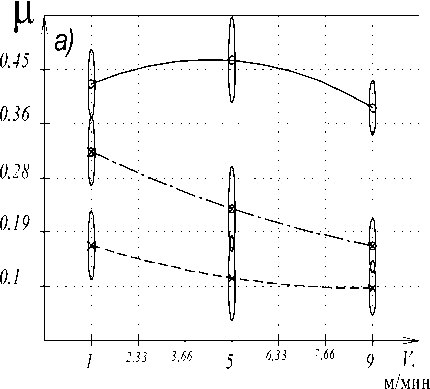
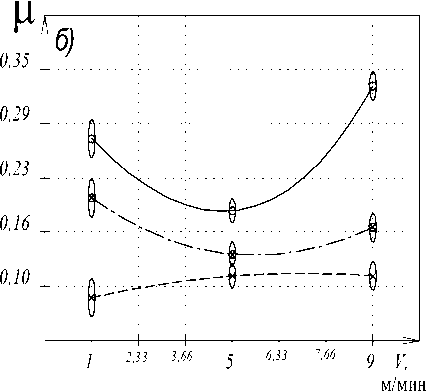
По результатам проведения измерений были получены следующие зависимости, представленные на рис. 3 (без использования СОЖ) и рис. 4 (с использованием СОЖ).
ВЫВОДЫ
По результатам проделанной работы получены значения коэффициентов трения твердого сплава ВК8 о титановые сплавы ВТ6, ВТ9, ОТ4 на сухую и с использованием СОЖ Blasocut 4000 CF.
По полученным зависимостям можно сказать, что точность измерения возрастает, с ростом скорости и усилия прижима.
Также было отмечено, что за счет высокой адгезии СОЖ с образцами происходило налипание микростружки на беговых дорожках образца, что способствовало росту коэффициента трения. Образцы после испытаний представлены на рис. 5.
ц
0,45
0,38
0,30
0,23
0,15
ц
0,6
0,46
0,33
0,19
0,05
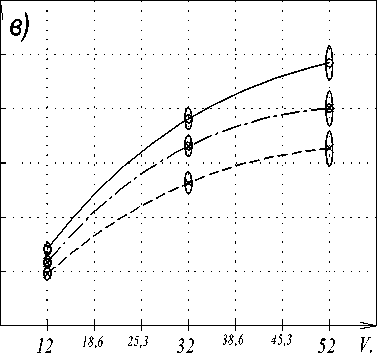
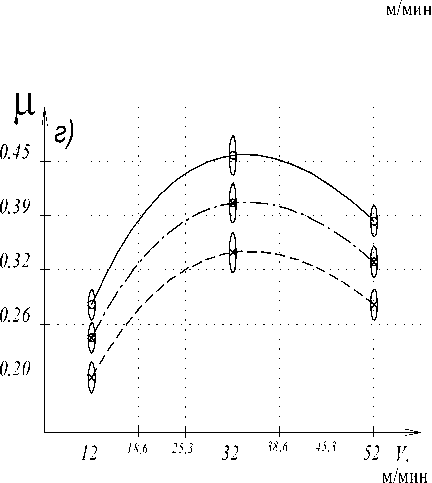
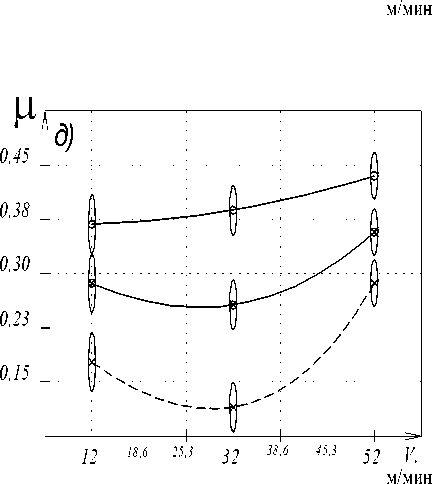
Рис. 3. Графики зависимости коэффициента трения от скорости для: а) ВТ6, P = 2 Н; б) ВТ6, Р = 26 Н; в) ВТ9, Р = 2 Н; г) ВТ9 Р = 26 Н;
д) ОТ4, Р = 2 Н; е) ОТ4, Р = 26 Н. Трение без использования СОЖ.
На всех графиках: —•— максимальные значения; —■— средние значения;
0,45
0,40
0,35
0,30
0,25
12 18,6 25,3 32 38,6 45,3 52 V, м/мин
—х— минимальные значения
0,45
0,36
0,28
0,19
0,1
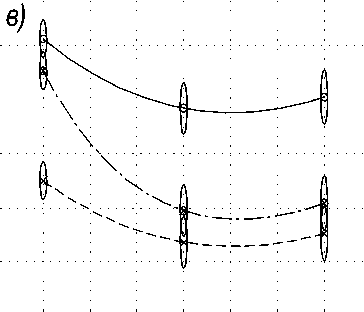
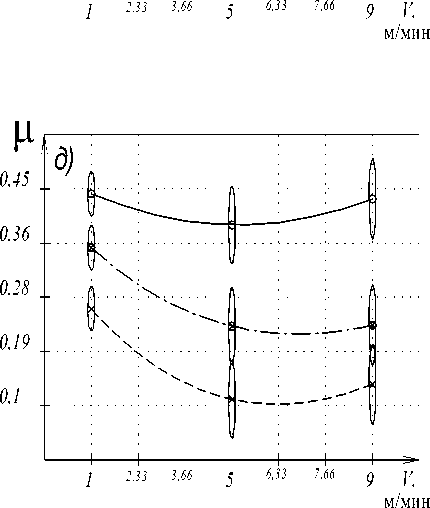
Рис. 4. Графики зависимости коэффициента трения от скорости для: а) ВТ6, P = 2 Н; б) ВТ6, Р = 26 Н; в) ВТ9, Р = 2 Н; г) ВТ9 Р = 26 Н;
д) ОТ4, Р = 2 Н; е) ОТ4, Р = 26 Н. Трение с использованием СОЖ.
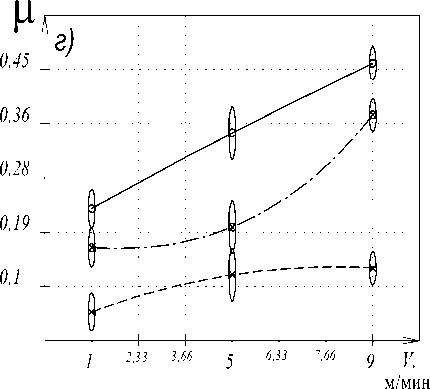
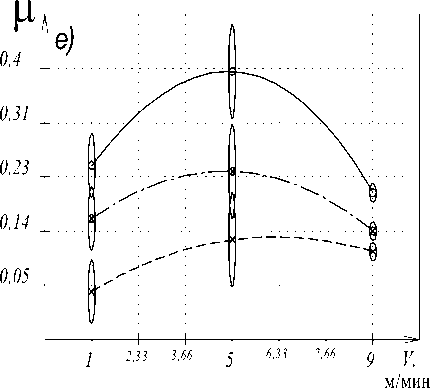
На всех графиках:
максимальные значения; —■— средние значения;
—х— минимальные значения

Рис. 5. Образец после испытаний и с использованием СОЖ. Общий вид (слева) и вид сверху (справа)
Список литературы Динамика коэффициента трения между титановыми и инструментальным сплавами в среде СОЖ
- Попов С.А. Заточка режущего инструмента. М.: Высшая школа, 1970. 320 с.
- Evdokimov D.V., Skuratov D.L. and Fedorov D.G. Thermal Fields in the End Milling of VT6 Titanium Alloy with Cooling//Russian Engineering Research. 2014. V. 35, No. 10. P. 773-776.
- Evdokimov D.V., Skuratov D.L. and Fedorov D.G. Influence of Tool Wear on the Heat Flux Distribution and Temperature at the Contact Surfaces in the End Milling of OT4 Titanium Alloy//Russian Engineering Research. 2016. V. 36. No. 4. P. 324-327.
- Evdokimov D.V., Skuratov D.L. Improved calculation of the cutting force in end milling//Russian Engineering Research. 2017. Vol. 37. Is. 7. Pp. 642-646.
