Дискретно-непрерывная система автоматического управления технологическим процессом сварки

Автор: Вохрышев Валерий Евгеньевич, Омельяненко Константин Николаевич
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Механика и машиностроение
Статья в выпуске: 4-1 т.15, 2013 года.
Бесплатный доступ
Процесс электрической дуговой сварки представлен как объект автоматизации, разработана система его автоматического управления.
Сварка, объект автоматизации, алгоритм, система автоматического управления
Короткий адрес: https://sciup.org/148202250
IDR: 148202250 | УДК: 621.6-52
Discreet-uninterrupted welding tecnological process automation direction
The block diagram of the electric arc welding process as the object of the automation system and its automatic control using indirect measurement of parameters characterizing the quality of welding is researched in the article.
Текст научной статьи Дискретно-непрерывная система автоматического управления технологическим процессом сварки
тизации, реализованного на действующем оборудовании, предназначенном для сварки трубчатых изделий (установка УСК-22М предприятия «АВИАКОР – авиационный завод», г. Самара), и его модернизации с использованием разработанной дискретно-непрерывной, субоптимальной по совокупности критериев качества, системы управления.
Сварка осуществляется неплавящимся электродом в среде защитных газов. Качество сварки определяется совокупностью параметров, в качестве которых выступают геометрические размеры шва и такие показатели как стойкость против возникновения трещин и межкристаллической коррозии, требуемая структура шва, околошовной зоны и другие.
Величины этих параметров и предельные значения их отклонений, точно также как и механические и физико-химические характеристики шва, не контролируются в процессе сварки, ограничиваются для конкретных изделий технологическим регламентом и могут быть проверены тем или иным способом лишь после ее завершения [3]. Поэтому качество сварки и безаварийная работа оборудования в значительной степени зависят от надежной и качественной работы систем стабилизации косвенных параметров процесса сварки: тока сварки и его напряжения, температуры сварного шва, скорости сварки, длины дуги и другие, что приводит к обеспечению надежного воспроизведения требуемого уровня качества шва при сварке однотипных изделий.
На рис. 1 представлены блок-схемы процессов изменения температуры сварного шва – Т , длины дуги – L , скорости сварки – V как объектов управления.
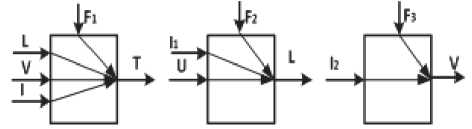
Рис. 1. Блок-схемы процесса сварки как объекта автоматизации
Здесь F 1, F 2, F 3 – неконтролируемые возмущающие воздействия, вызванные особенностями конструкции свариваемых изделий, колебаниями в источниках нагрева и электропитания, сварочной ванне, а также другими причинами; контролируемые входные воздействия: L – длина дуги (расстояние от свариваемой детали до электрода при горящей дуге), I – ток сварки, I 1 – ток электродвигателя, обеспечивающего перемещение сварочного электрода в вертикальной плоскости, I 2– ток электродвигателя, обеспечивающего перемещение сварочного электрода в горизонтальной плоскости. Автоматические системы стабилизации этих параметров на действующем оборудовании построены с использованием П- и ПИД-регуляторов.
Основными требованиями, предъявляемыми к качеству процесса управления сваркой в области малых отклонений являются высокая точность, малая чувствительность к изменениям параметров объекта и среды, а также к действующим возмущениям, асимптотическая устойчивость движения. Для этой области разработаны эффективные методы синтеза, в частности метод, основанный на использовании квадратичного критерия [2], то
J = J ( e 2( t ) + T 1 2 E 2( t )) dt . (1)
В случае, когда регулируемая координата системы находится в области больших отклонений достаточно удаленной от заданного значения, наиболее распространенным требованием к качеству движения является минимум времени регулируемой координаты до попадания в область малых отклонений, т. е. обеспечение перехода ее через область больших отклонений при минимизации критерия быстродействия:
t 2
J = J dt . (2)
t 1
Сложность реализации подобной стратегии обусловлена трудностями обеспечения совместимости законов управления, синтезированных на основе критериев (1) и (2), на границе областей, которые во многих практических случаях оказываются непреодолимыми.
ПОСТАНОВКА ЗАДАЧИ И ЕЕ РЕШЕНИЕ
Для решения задачи синтеза управления процессами стабилизации длины дуги и скорости сварки, обеспечивающих формирование заданных геометрических размеров и термический цикл, в данной работе при больших отклонениях управления в работе использовался метод аналитического конструирования агрегированных регуляторов (АКАР) [4] на основе сопровождающего функционала, имеющего синергетическую интерпретацию. Сопровождающие функционалы выступают в роли вспомогательного средства для образования конкретных критериев качества в режимах больших и малых отклонений и имеют переменную в пространстве состояний структуру.
Функционал имеет вид:
то
J = J (с 2 V 2 + m 2 ф 2 ( v ))dt , (2)
где V (X 1 ,X 2 ,...,x n ) , - агрегированная макропеременная, представляющая собой произвольную дифференцируемую или кусочно-непрерывную функцию фазовых координат X 1 , выполняющая роль притягивающего многообразия, ф ( V ) — также некоторая функция, удовлетворяющая условиям: j( 0 ) = 0 , ф ( V ) • V > 0 при любых Y<> 0, с и m – постоянные коэффициенты.
Регулярная процедура синтеза управления методом АКАР предполагает необходимость неформального выбора макропеременных в виде линейной или нелинейной комбинации фазовых координат, от вида которых зависит результат синтеза управления. Если объект описывается системой дифференциальных уравнений вида:
xk (t) = fk (X1 ’•••’ xn ), k= 1,n, xn (t) = fn (x1 ,•••, xn ) + u то процедура синтеза управления методом АКАР приводит к выражению [4]
dv ,-1z ^V 1
u =~ (^~) ( ^Л- fk +/° ( V )) , (3)
dXn t1 оXk T v ’ где T=c/m.
Управление (3) обеспечивает перевод объекта из произвольного начального состояния в окрестность притягивающего многообразия V(x 1, X2 ,...,Xn) = 0 и устойчивое движение в предписанное конечное вдоль него. Управление (3) может обеспечить самодвижение объекта (с одновременным “силовым” воздействием на него при соответствующем выборе функций V , ф(V)). Данная работа, включаясь в контекст этого направления, предлагает синтез управления процессов сварки, основанный на сочетании метода АКАР на базе сопровождающего функционала (2) при “больших” отклонениях и квадратичного критерия – при “малых” отклонениях соответственно, что позволяет ускорить гашение переходного процесса в системе при “больших” отклонениях и необходимую точность – при “малых”, и тем самым уменьшить вероятность появ- ления прожогов и непроваров изделий, “прилипания” электрода и гашения дуги при сварке.
Задача синтеза управления процессами стабилизации длины дуги и скорости сварки, обеспечивающие формирование заданных геометрических размеров шва и термический цикл, формулируется следующим образом: для произвольных входных воздействий на объект (из допустимой области) необходимо для заданного объекта найти управление u(t) , ограниченное по модулю и минимизирующее функционал (1) – при “малых” и функционал (2) при “больших” отклонениях.
Решение задачи имеет следующий вид.
u =
u1, при xB < x 1 v x 1 < xH u 2, при xH < x 1 л x 1 < xB,
где c = xB - xH — зона малых отклонений, xH = x 0 — A , xB = x 0 + A , A — половина величины зоны малых отклонений, в этой зоне обеспечивается устойчивое горение дуги, x 1 ,x 0 – текущее и заданное значения регулируемой координаты, V и л - знаки дизъюнкции и конъюнкции соответственно, u 1 , u 2 - управления, действующие соответственно вне зоны “малых” отклонений регулируемой координаты и в зоне “малых” отклонений a •
В работе управление u 1 формируется в соответствии с выражением (3) с назначением в качестве макропеременной V и Ф ( V ) следующих соотношений:
Ф(V) = B • sign(V), (5)
n
V = S k ."x. , (6)
k = 1
где k i – постоянные коэффициенты, x i – переменные состояния объекта, sign - знаковая функция принимающая значение +1 или -1, в зависимости от знака функции V (для контура стабилизации длины дуги) и +1 или 0 (для контура стабилизации скорости сварки).
В соответствии с уравнением (3) синтезированное управление имеет вид
1nn
u1=—(- • B • signs k. ■ x)+S k ■ f *) • kn.(7)
T k = 1 i = 1
Управление (7) является дискретно-непрерывным: при “больших” отклонениях – релейным, а вблизи зоны “малых” отклонений – близким к непрерывному, которое плавно, без скачков переводит объект в зону “малых” отклонений. Процедура синтеза управления u 2 по критерию (1) приводит к соотношению [2]:
Wрег ( P) =
T • P • W o (p)
x 1 (p) u 2 (p) ,
где Wрег( p) , Wo( p) - передаточные функции соответственно регулятора и объекта, или пола- d гая p = — dt
n
u2 = Sbixi + b1 • jx 1 dt, (8)
i = 2
где b i – постоянные коэффициенты.
Таким образом, при “больших” отклонениях действует дискретно-непрерывное управление, длительность действия которого зависит от величины отклонения, а при “малых” - управление, синтезированное по критерию (1).
Конкретный вид управлений (7) и (8) определяется видом математического описания процессов сварки, которое по каналам I1-L и I2-V получено аналитически, а по каналу L-T – экспериментально. Передаточные функции по этим каналам аппроксимируются передаточными функциями и дифференциальными уравнениями второго порядка, коэффициенты которых определяются электромеханическими постоянными электродвигателей установки (вертикального перемещения сварочного электрода и вращения заготовки) и переходной характеристикой температуры сварного шва. Уравнения (7) и (8) в этом случае имеют вид соответственно
u1 = —(B1 • sign (x 2 + k 1 x 1) + k 2 x 2)
u2 = b1 (x0 — x 1) + b2x2 + b3 • j (x0 — x 1)dt, (9)
где B 1 – реально существующие на установке ограничения на величины управляющих во здействий, а коэффициенты k 1 , k 2 , b i , i = 1 , 3 - положительные вещественные числа.
Управления (9) реализованы в устройстве [5] на базе микроконтроллера фирмы Atmel и внедрены в производство.
На рис. 2 приведены примеры осциллограмм процессов до и после внедрения системы стабилизации длины дуги с управлением (9) при сварке труб.. Качественные характеристики стабилизации улучшилось примерно в 4 раза.
Для выявления степени влияния систем на качество свариваемых изделий были исследованы данные о количестве брака по данным лаборатории технического контроля однотипных изделий до и после внедрения разработанных систем с алгоритмами (9). Обработка результатов путем сравнения статистических рядов [6] в течение одного года показала снижение брака на 13 % . Разница оказалась статистически значимой с достоверностью выводов более 0.99.
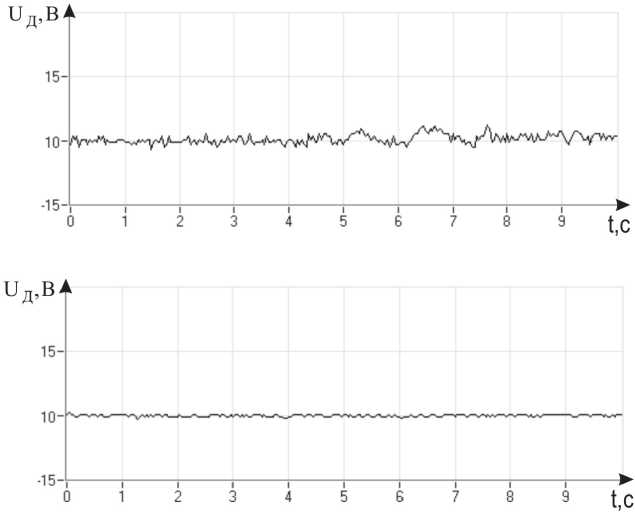
Рис. 2. Осциллограммы процессов стабилизации длины дуги до и после внедрения системы
ВЫВОДЫ
-
1. Синтезированы дискретно-непрерывные законы управления технологическим процессом сварки, позволяющие реализовать управ-
- ление, субоптимальное по совокупности критериев качества.
-
2. Исследованиями реализованных и внедренных в производство систем с синтезированными алгоритмами управления установлено, что они обеспечивает улучшение показателей качества регулирования, и как следствие – существенное снижение брака свариваемых изделий.
Список литературы Дискретно-непрерывная система автоматического управления технологическим процессом сварки
- Гладков В.А. Управление процессами и оборудованием при сварке. М.: Издательский центр «Академия», 2006. -432 с.
- Ротач В.Я. Теория автоматического управления теплоэнергетическими. М.:Энергоатомиздат, 1985. 306 с.
- Моисеенко В.П. Материалы и их поведение при сварке. Ростов н/Д: Феникс, 2009. 300 с.
- Современная прикладная теория управления. Ч.2. Синергетический подход в теории управления [под ред. А.А. Колесникова]. Таганрог, ТРТУ, 2000. 558 с.
- Пат. № 2440220 Российская Федерация. Устройство для автоматического регулирования длины дуги при электросварке/Вохрышев В.Е., Омельяненко К.Н. Бюл. 2012, № 2.
- Налимов В.В. Применение математической статистики при анализе вещества. М.:Физматгиз, 1960. 430 с.
